Изобретение относится к прокатному производству и может быть использовано для повышения точности геометрических размеров тонких листов и полос при их производстве на непрерывных и реверсивных станах горячей и холодной прокатки.
Цель изобретения - повышение плоскостности полосового проката за счет повышения быстродействия регулирования натяжения по ширине полосы
На фиг.1 представлен натяжной ролик, общий вид; на фиг.2 и 3 - схема регулирования профиля его бочки в процессе прокатки полосы.
На свободно вращающемся валу 1 (фиг.1) натяжного ролика установлены ступиць 2 тарельчатых пружин 3, имеющие возможность перемещения в осевом направлении. Каждая тарельчатая пружина фиксирует кольцевую секцию 4; внешние поверхности секций образуют рабочую поверхность натяжного ролика Осевые перемещения кольцевых секций предотвращают упорные шайбы 5 и 6, фиксируемые соответственно кольцевым буртом 7 вала и гайкой 8. Кольца 9, установленные на ступицах смежных пружин, образуют замкнутые полости 10, связанные с источником жидкости высокого давления радиальными I1 и осевым 12 каналами, выполненными в теле вала 1. Жесткость тарельчатых пружин распределена симметрично относительно середины ролика и возрастает к краям его бочки по кривой второго порядка.
Регулирование профиля натяжного ролика при прокатке полосы осуществляется следующим образом.
Перед установкой ролика в подшипниковые опоры, жесткость тарельчатых пружин которого распределена по описанной вьппе зависимости, рабочую поверхность его бочки профилируют с предварительной выпуклостью (фиг.2). При взаимодействии с полосой натяжной ролик с таким профилем концентрирует натяжение в средних участках ее поперечного сечения, устраняя дефект проката типа волна по краям. Вследствие отсутствия избыточного давления ширина замкнутой полосы 10 равна Ь.
При необходимости концентрации натяжений на кромках полосы в осевой канал 12 (фиг.З) подают жидкость высокого давления, которая посредством
радиальных каналов I1 поступает в замкнутые полости 10, создавая избыточное давление Р на торцовые стенки
ступиц 2. Их осевое перемещение на величину Д b вызывает упругую деформацию тарельчатых пружин 3 вследствие жесткого защемления периферийных участков, на кольцевых секций 4. При
0 этом сжатие кольцевых секций уменьшает их радиусы на величину Д f обратно пропорционально величины их жесткости. Так как жесткость пружин пропорциональна квадрату их расстояния
5 до середины ролика, то наибольшее уменьшение диаметра кольцевых секций происходит в его середине. В результате бочка натяжного ролика приобретает вогнутый профиль, обеспечивающий
0 требуемую концентрацию натяжений на кромках полосы.
Пределы регулирования профиля бочки натяжного ролика зависят от жесткости и количества кольцевых секций
5 ролика, конструкции тарельчатых пружин, диаметра вала, толщины ступицы, максимального давления в гидросистеме ролика. Например для регулирования профиля бочки натяжного ролика в
0 пределах t 0,5 мм в производственных условиях непрерывно пятиклетевого стана 1700 холодной прокатки необходимо установить 40 кольцевых секций с прорезными тарельчатыми пружинами
с на валу диаметром 80 мм при толщине ступицы 12 мм и максимальном давлении 20 МПа в гидросистеме ролика. Установка ролика в межклетевых промежутках этого стана на расстоянии
0 400 м от плоскости, проходящей через оси рабочих валков каждой прокатной клети, позволяет увеличить оперативность регулирования натяжений по ширине полосы в сравнении с использо5 ванием эксцентричного секционного ролика в 2,0 - 2,5 раза, что обеспечивает увеличение производства листов и полос улучшенной плоскостности на 12-15%.
Q Таким образом, использование натяжного ролика с набором тарельчатых пружин обеспечивает компактность устройства и повышает оперативность регулирования натяжений по ширине полосы.
5
Формула изобретения
1. Натяжной ролик полосового прокатного стана, содержащий ось, бочку.
образованную кольцевыми секциями, опертыми через тарельчатые пружины на ступицу, имеющую возможность перемещения вдоль оси ролика, отличающийся тем, что, с целью повышения плоскостности полосового проката за счет повьшения быстродействия регулирования натяжения по ширине полосы, кольцевые секции выпол
нены за одно целое с тарельчатыми пружинами и ступицами, образующими полость, а ось выполнена с осевыми и радиальными каналами, расположенными под каждой полостью.
2, Ролик ПОП.1, о тлич аю- щ и и с я тем, что жесткость тарельчатых пружин распределена по длине ролика по кривой второго порядка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Петледержатель непрерывного прокатного стана | 1986 |
|
SU1405930A1 |
| Узел натяжных роликов тонколистового прокатного стана | 1983 |
|
SU1131571A1 |
| Узел натяжного ролика прокатного стана | 1978 |
|
SU787127A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
| ПЕТЛЕДЕРЖАТЕЛЬ | 1997 |
|
RU2134170C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Ролик | 1979 |
|
SU818686A1 |


Изобретение относится к области прокатного производства. Цель изобретения - повьшение полосового проката за счет повышения быстродействия регулирования натяжения по ширине полосы. На свободно вращающемся валу I натяжного ролика установлены ступицы 2 тарельчатых пружин 3. Каждая тарельчатая пружина фиксирует кольцевую секцию 4; внешние поверхности секций образуют рабочую поверхность натяжного ролика. Кольца 9, установленные на ступицах смежных пружин, образуют замкнутые полости 10, связанные с источником жидкости высокого давления радиальными 11 и осевым 12 каналами, выполненными в теле вала I. Жесткость тарельчатых пружин распределена симметрично относительно середины ролика и возрастает к краям его бочки по кривой второго порядка. 1 3.п. ф-лы, 3 ил. ff to (Л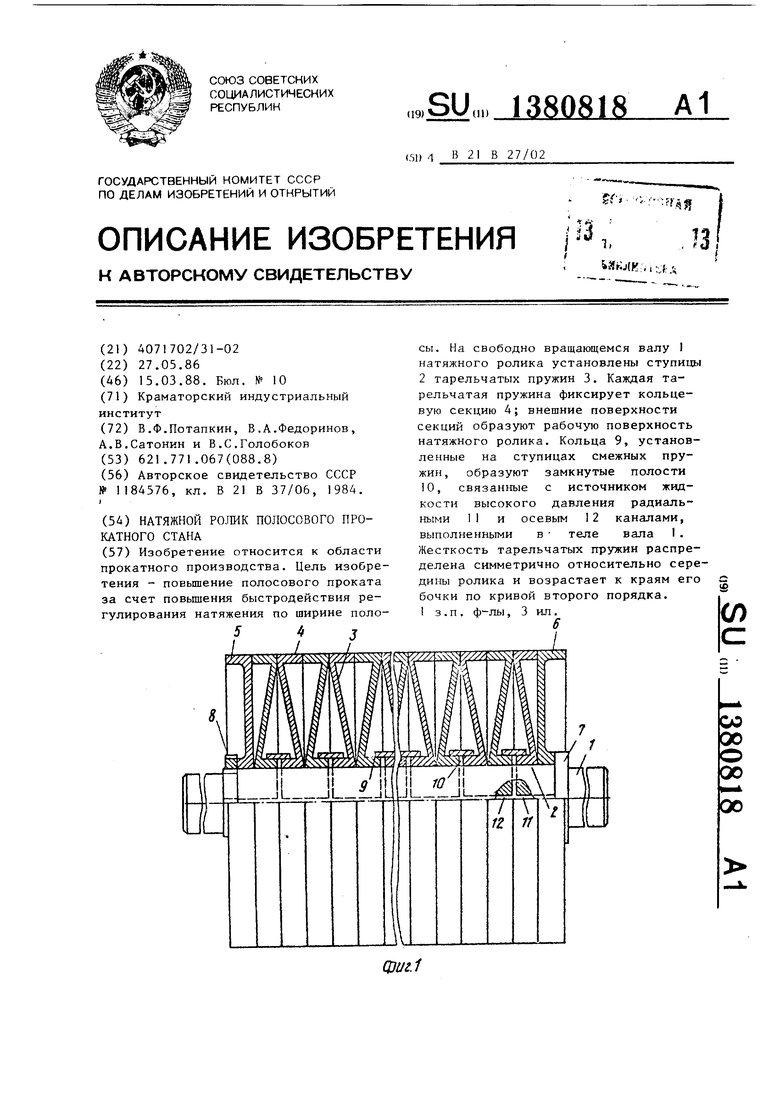
Г2
(f)us.Z
///
сраг.5
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| j | |||
