Изобретение относится к обработке металлов давлением и может быть использовано при прокатке полос, преимущественно тонкой ленты.
Цель изобретения - стабилизации процесса прокатки, расширение технологических возможностей стана.
Наличие возможности и механизма горизонтального перемещения пар межклетевых натяжных роликов, установленных с возможностью вертикального перемещения и снабженных механизмом перемещения позволяет избавиться от фиксированной зависимости и устанавливать любые углы входа и выхода полосы из очага деформации, можно всегда подобрать такие углы, при которых удельные натяжения по толщине полосы постоянны. Тем самым уменьшается вероятность обрывов полосы. Технологические возможности стана существенно расширяются. Например, появляется возможность осуществлять в каждой клети стана асимметричную прокатку.
Сущность изобретения поясняется чертежом.
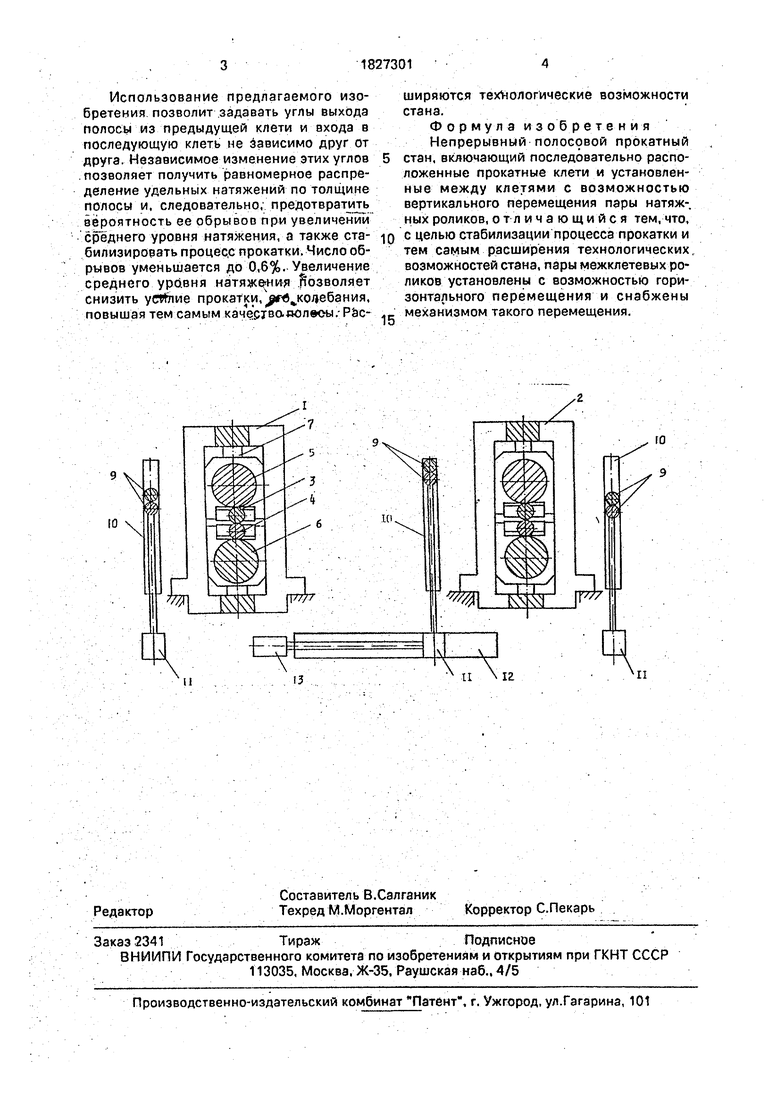
Непрерывный прокатный стан включает последовательно расположенные клети 1 и
2 с рабочими 3 и 4 и опорными 5 и 6 валками. Опорные валки снабжены нажимными устройствами 7 и 8. Натяжные ролики 9 перемещаются по направляющим 10 механизмом 11. Межклетевые натяжные ролики 10 с механизмом их вертикального перемещения 11 перемещаются по на-- правляющим 12 механизмом перемещения 13. Механизм перемещения может быть, например, гидравлическим. Устройство работает следующим образом. С помощью нажимных устройств 3 и 8 устанавливают требуемый начальный зазор между рабочими валками 5 и 6. За- j правляют в стан полосу и перемещая натяжные ролики ТО механизмом 12 и межклетевые натяжные ролики механизмами 11 и 12 устанавливают необходимые, пред- { варительно рассчитанные углы входа и вы-, хода полосы из клети, обеспечивающие равномерное распределение удельных на- тяжений по толщине полосы. Полосу прокатывают. В случае, если необходимо отклонять полосу на выходе из клети t на верхний рабочий валок, а на входе клети 2 на нижний, то необходимо поменять местами рабочие валки в одной из клетей.
00
to VI со о
Использование предлагаемого изобретения позволит задавать углы выхода полосы из предыдущей клети и входа в последующую клеть не зависимо друг от друга Независимое изменение этих углов позволяет получить равномерное распределение удельных натяжений по толщине полосы и, следовательно, предотвратить вероятность ее обрывов при увеличении среднего уровня натяжения, а также стабилизировать процесс прокатки. Число обрывов уменьшается до 0,6%. Увеличение среднего уровня натяж&ния позволяет снизить уСТйше прокатки,кодебания, повышая тем самым кач еетваяолвоы. Рас0
5
ширяются технологические возможности стана.
Формула изобретения Непрерывный полосовой прокатный стан, включающий последовательно расположенные прокатные клети и установленные между клетями с возможностью вертикального перемещения пары натяж-, ныхроликов,отличающийся тем,что, с целью стабилизации процесса прокатки и тем самым расширения технологических возможностей стана, пары межклетевых роликов установлены с возможностью горизонтального перемещения и снабжены механизмом такого перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный полосовой прокатный стан | 1990 |
|
SU1827302A1 |
| Непрерывный прокатный стан | 1979 |
|
SU880522A1 |
| Устройство для стабилизации межклетевого натяжения полосы | 1982 |
|
SU1065052A1 |
| Клеть для прокатки полосы | 1985 |
|
SU1289575A1 |
| Устройство регулирования межклетевого натяжения на непрерывном стане холодной прокатки | 1982 |
|
SU1037983A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Способ прокатки полосы на многоклетьевом стане с неподвижными деформирующими элементами | 1988 |
|
SU1556776A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| Способ измерения натяжения полосы наОТВОдящЕМ РОльгАНгЕ шиРОКОпОлОСНОгОСТАНА гОРячЕй пРОКАТКи | 1979 |
|
SU814502A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
Сущность изобретения: межклетьевые пары натяжных роликов установлены с возможностью не только вертикального, но и горизонтального перемещения (вдоль оси прокатки), что позволяет при изменении натяжения сохранять углы входа (или выхода) полосы в валки и тем самым стабилизировать процесс прокатки. 1 ил.
Mi г
| Стан горячей прокатки полос с петлеобразованием раскатов на промежуточном рольганге | 1990 |
|
SU1776470A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Непрерывный прокатный стан | 1979 |
|
SU880522A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
