(54) ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковая листогибочная машина | 1978 |
|
SU721161A1 |
| Листогибочная валковая машина | 1977 |
|
SU745572A1 |
| Листогибочная валковая машина | 1987 |
|
SU1523213A1 |
| Двухвалковая листогибочная машина | 1980 |
|
SU830698A1 |
| Двухвалковая листогибочная машина | 1988 |
|
SU1549637A1 |
| ДВУХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2036739C1 |
| КОМПЛЕКТ ВАЛКОВ ЛИСТОГИБОЧНОЙ МАШИНЫ | 1991 |
|
RU2068748C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2015772C1 |
| Листогибочная машина | 1976 |
|
SU601065A1 |


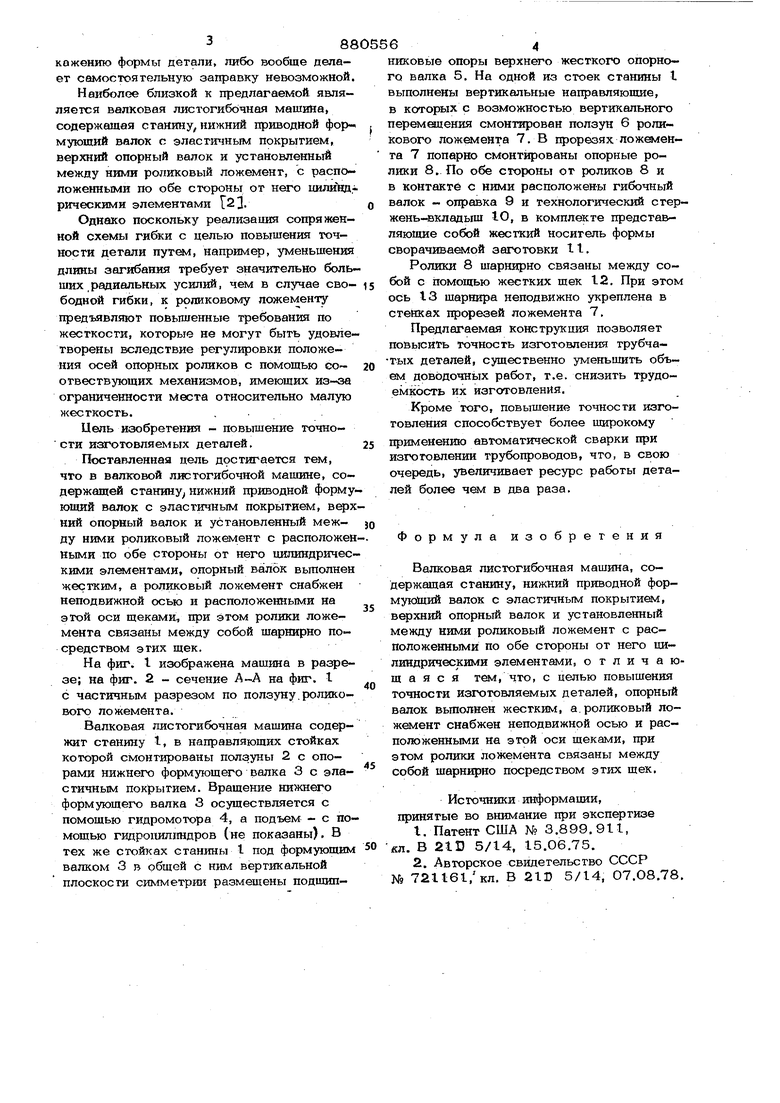
Изобретение относится к обработке металлов давлением, а конкретно к получе нию методом свертки из листовых заготовок трубчатых деталей, и может быть использовано в авиационной, ракетной, автомобильной промышленности, а также в химическом машиностроении. Известна листогибочная машина, содержащая станину, верхний и нижний приводные эластичные валки и валок-оправку, в которой прогиб валка-оправки значитель но уменьшен путем применения верхнего опорного эластичного валка, условия формообразования заготовки под которым аналогичны условиям между валком-оправкой и нижним эластичным валком. Формообразование трубчатой детали осуществляется по сопряженной схеме путем намотки листовой заготовки на валок-опреюку. В этом случае вследсгвие неравенства диа- метров, а следовательно, и периметров готовой детали и валка-оправки, формообразование ведется с перехлестом кромок заготовки. Чтобы избежать появления на поверхности трубы в месте перехлеста кромок отпечатка, на поверхности вапка-оправки выполнен продо; ьный уступ, по высоте равный толщине листовой заготовки, а часть поверхности, примыкающей к уступу, соответствующим образом профилирована Однако наличие второго слоя после перехлеста кромок неизбежно приводит к тому, что часть периметра заготовки деформируется tio нерасчетному диаметру. Это приводит к тому, что после разгрузки этот участок заготовки имеет кривизну, отличную от номинальной, а участки, при- мыкающие к кромкам, лежат в разных плоскостях. Этот дефект устраняется лшиь путем дополнительных доводочных операций. Кроме того, вследствие реалязацин пружинения после выхода кромки заготовки из зоны контакта с одним эластичным валком весьма возможен подход ее к другому эластичному валку под углом, не обеспечивающим нормальные условия заправки под этот валок. Это приводит к появлению в этом месте петли и, как следствие, ис- 88 кожениго формы детали, либо вообще делает самостоятельную заправку невозможной Наиболее близкой к предлагаек ой являляется валковая листогибочная машина, содержащая станину, нижний приводной формующий валок с эластичным покрытием, верхний опорный валок и установленный между ними роликовый ложемент, с расположенными по обе стороны от него шоийад рическимн элементами Однако поскольку реализация сопряженной схемы гибки с целью повышения точности детали путем, например, уменьшения длины загибания требует значительно боль ших радиальных усилий, чем в случае свобедной гибки, к роликовому ложементу предъявляют повышенные требования по жесткости, которые не могут быть удовлетворены вследствие регулировки положения осей опорных роликов с помощью соотвествующих механизмов, имеющих из-за ограниченности места относительно малую жесткость.. . Цель изобретения - повышение точности изготовляемых деталей. Поставленная цель достигается тем, что в валковой листогибочной машине, содержащей cтamffly нижний приводной форму ющий валок с эластичным покрытием, верх ний опорный валок и установленный между ними роликовый ложемент с расположен нымк по обе стороны от него цилиндрическими элементами, опорный валок вьшолнен жестким, а роликовый ложемент снабжен неподвижной осью и расположенными на этой оси щеками, при этом ролики ложемента связаны между собой шарнирно посредством этих щек. На фиг. I изображена машина в разрезе; на фиг. 2 - сечение на фиг. I с частичным разрезом по ползуну. роликового ложемента. Валковая листогибочная машина содержит станину I, в направляющих стойках которой смонтированы ползуны 2 с опорами нижнего формующего валка 3 с эластичным покрытием. Вращение нижнего формующего валка 3 осуществляется с помощью гидромотора 4, а подъем - с помощью гвдроиил1тдров (не показаны), В тех же стой7 ах станины 1 под формующим валком 3 в обшей с ним вертикальной плоскости симметрии размещены подшип6никовые опоры верхнего жесткого опорного валка 5. На одной из стоек станины 1 выполнены вертикальные направляющие, в которых с возможностью вертикального перемоцения смонтирован ползун б роликового ложемента 7. В прорезях ложемента 7 попарно смонтированы опорные ролики 8. По обе стороны от роликов 8 и в контакте с ними расположены гибочный валок - оправка 9 и технологический стержень-вкладыш 10, в комплекте представляющие собой жесткий носитель формы сворачиваемой заготовки tl. РОЛИКИ 8 шаршфно связаны между собой с помощью жестких шек 12. При этом ось 13 шарнира неподвижно укреплена в стеиках прорезей ложемента 7. Предлагаемая конструкция позволяет повысить точность изготовления трубчатых деталей, существенно уменьшить объем доводочных работ, т.е. снизить трудоемкость их изготовления. Кроме того, повышение точности изготовления способствует более широкому применению автоматической сварки при изготовлении трубопроводов, что, в свою очередь, увеличивает ресурс работы деталей более чем в два раза. Формула изобретения Валковая листогибочная машина, содержащая станину, нижний приводной формующий валок с эластичным покрытием, верхний опорный валок и установленный между ними роликовый ложемент с расположенными по обе стороны от него цилиндрическими элементами, отличающаяся тем, что, с целью повышения точности изготовляемых деталей, опорный валок вьтолнен жестким, а. роликовый ложемент снабжен неподвижной осью и расположенными На этой оси щеками, при этом ролики ложемента связаны между собой шарнирно посредством этих щек. Источники информации, принятые во внимание при экспертизе I. Патент США № 3.899.911, кп, В 21D 5/14, 15.06.75. 2. Авторское свидетельство СССР № 721161,кл. В 21D 5/14, 07.О8.78.
Фие. /
