кий валок в конечной стадии фармообразования.
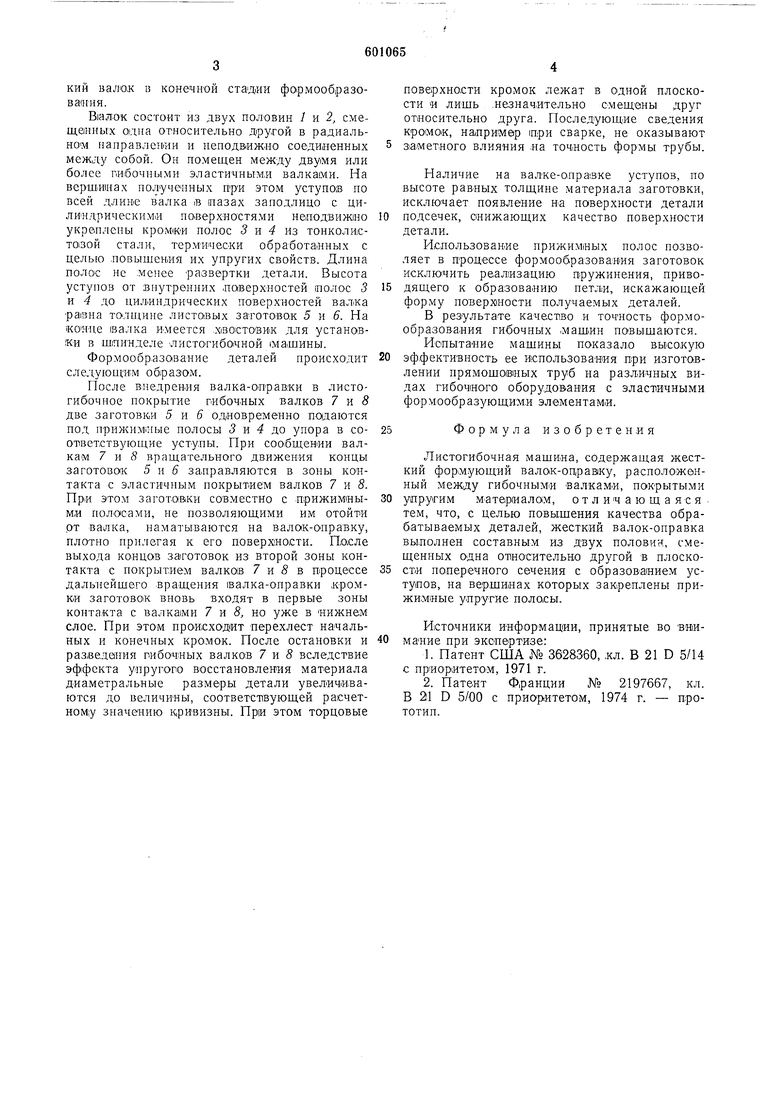
Вилок состоит из двух половин 1 н 2, смещенных оцна относительно другой в радиальном нанравленйи и 11енодв.иж.ио соединенных между собой. Он помещен между двумя или более гибочными эластичными валками. На верШ|И1нах нолученных ири этом уступов по всей длине валка .в пазах занодлицо с цилиндрическими поеерхностя.ми не1подвиж но укреплены кром№и полос 3 и 4 т тонколисто13ой стали, тер.мичеоки обработанных с целью .повышения их упругих свойств. Длина полос не :менее -развертки детали. Высота уступов от внутренних поверхностей полос 3 и 4 до цилиндрических поверхностей валика раана талпщне листовых затотово.к 5 и 6. На «Онце 1валка и-меется .хвостовик для установки в шпинделе листогиб01чной 1мащины.
Формообр.азование деталей происходит следующим образом.
Носле внедрения валка-0|Прав.КИ в листогибочное покрытие пибоч.ных валков 7 и S две заготовки 5 и 6 одновременно подаются под прижим1ные полосы 5 и : до упора в соответствующие уступы. Нри соо бщении валкам 7 и S вращательного движения концы заготовок 5 и 6 заправляются в зоны контакта с эластичным покрытием валков 7 и S. Нри этом заготовки совместно с прижимиыми полосами, ие позволяющими им отойти рт валка, наматываются на валок-оправку, платно прилегая к его поверх,но,сти. Носле выхода ко.нцов заготовок из второй зоны контакта с покрытием валкав 7 и 5 в процессе дальнейшего вращения валка-оправки кромки заготовок вновь входят в первые зоны копта.кта с валками 7 и 5, но уже в нижнем слое. Нри этом ироисходит перехлест начальных и конечных кромок. Носле остановки и разведения гибочных валков 7 и 5 вследствие эффекта уПругого восстановления материала диа.метральные размеры детали увеличиваются до величины, соответствующей расчетHOMiy значению кривизны. Нри этом торцовые
пове1рхности кромок лежат в одной плоскости И лишь .незначительно смещены друг относительно друга. Носледующие сведения кромок, на пример гари сварке, не оказывают заметного влияния .на точность формы трубы.
Наличие на валке-оиравке уступов, по высоте равных толщине .материала заготовки, исключает появление на поверхности детали подсечек, снижающих качество поверхности детали.
Нспользовавие прижимных полос позволяет в процессе формообразования заготовок исключить реализацию пружинения, приводящего к образованию петли, искажающей форму поверхности получаемых деталей.
В результате качество и точность формообразования гибочных машин повышаются.
Нспытание машины показал.о высокую эффективность ее использования при изготовлении прямошовных труб иа различных видах гибочного оборудования с эластичными формообразующи.м.и элементами.
Формула изобретения
Листогибочная машина, содержащая жесткий фор1мующий валок-оцравку, расположенный между гибочными валками, покрытыми упругим Материалам, отличающаяся тем, что, с целью повышения качества обрабатываемых деталей, жесткий валок-оправка выполнен составным из двух половин, смещенных одна опносительЕО другой в плоскости полеречного сечения с образов-анием уступов, на вершинах которых закреплены прижимные упругие полосы.
Источники информации, принятые во внимание при экоиертизе:
1.Натент США № 3628360, кл. В 21 D 5/14 с приоритетом, 1971 г.
2.Натент Франции № 2197667, кл. В 21 D 5/00 с приоритетом, 1974 г. - прототип.
I Г-Тр;...,,,.
I-бб10в5:л ; .:. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Листогибочная валковая машина | 1987 |
|
SU1523213A1 |
| Валковая листогибочная машина | 1979 |
|
SU880556A1 |
| Валковая листогибочная машина | 1978 |
|
SU721161A1 |
| Листогибочная валковая машина | 1977 |
|
SU745572A1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2015772C1 |
| Двухвалковая листогибочная машина | 1980 |
|
SU830698A1 |
| ДВУХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2036739C1 |
| ТРЕХРОЛИКОВАЯ МАШИНА ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2238163C1 |
| Способ изготовления деталей двойной кривизны | 1987 |
|
SU1480922A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
IPiJC 2
VuiJ
