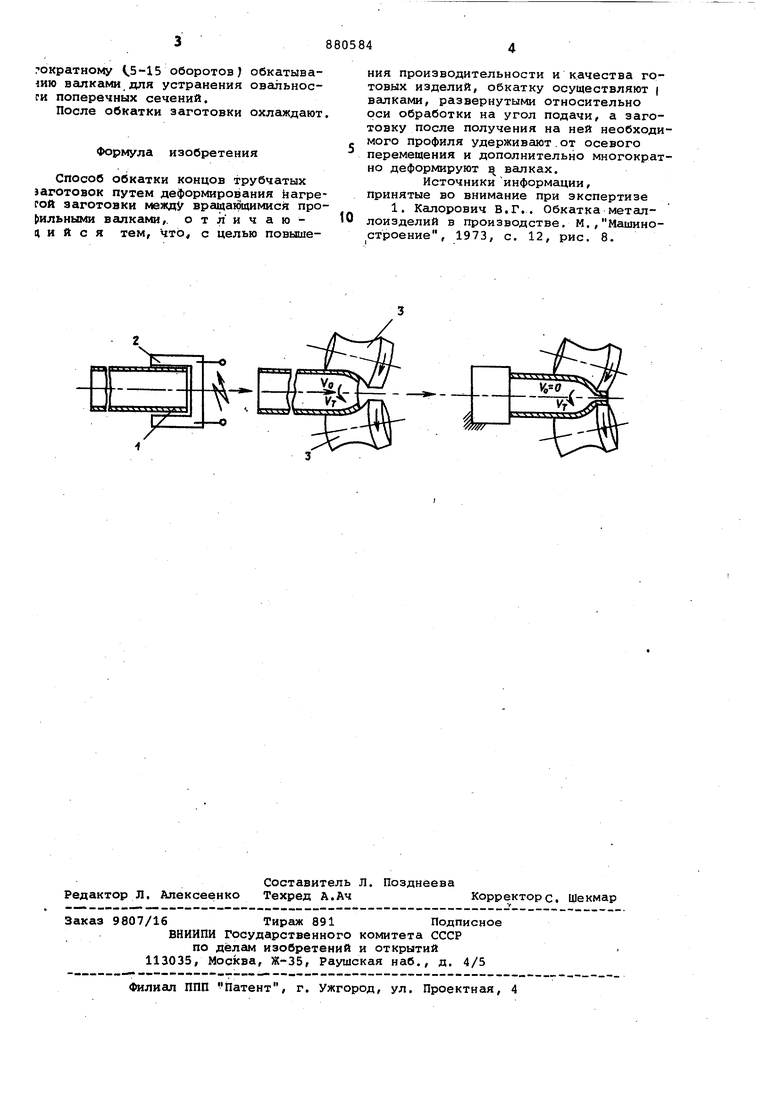
Изобретение относится к обработк металлов давлением, и именно к спос бам обкатки. Известен способ Обкатки- концов трубчатых заготовок путем деформиро вания нагретой заготовки между вращ ющимися профильными валками l. Недостатками известного способа являются низкие производительность качество правки. Цель изобретения - повышение про изводительности и качества готовых изделий. Указанная цель достигается тем, что в процессе деформирования профильные валки разворачивают относительно оси обработки на угол подачи а заготовку после получения на ней необходимого профиля удерживают от осевого перемещения и дополнительно многократно деформируют в валках. На чертеже изображена последовательность операций согласно предлаг мому способу. Заготовку 1 нагревают в нагревателе 2. Затем вра14аю1ауюся заготовку деформируют в профильных валках 3, развернутых относительно оси обрабо ки на угол подачи. После получения необходимого профиля заготовку оста навливают от осевого перемещения и подвергают многократной окончательной обкатке. Пример. Процессу обкатки подвергшот полые заготовки с наружным диаметром 102 мм и внутренним диаметром 68 мм из стали С-бО на стане винтовой прокатки. Рабочие валки стана винтовой прокатки диаметром 250 мм и длиной бочки 280 мм скалибруют негативно профилю изделия радиусом 600 мм и получают горловину с перепадом диаметров от 102 до 43 мм на длине 150 мм. Процесс обкатки горловины изделия осуществляют при угле подачи рабочим валков Ю после нагрева конца заготовки длиной 200-250 NW до 1150-1200С. Нагретую заготовку задают во вращакедиеся рабочие валки, которыми она захватывается за счет фрикционных сил трения и перемещается по винтовой линии вдоль оси прокатки. В процессе деформации ааготовка редуцируется по диаметру, перемещается вдоль оси проката и заполняет очаг деформации. После заполнения очага деформации металлом заготовку удерживают от осевого перемещения, в .результате чего она подвергается мнонекратному (.5-15 оборотов) обкатыва1ию валками для устранения овальносги поперечных сечений.
После обкатки заготовки охлаждают,
Формула изобретения
Способ обкатки концов трубчатых заготовок путем деформирования йагрерой заготовки между вращающимисй профильными валками,, отличаю4 и и с я тем, что, с целью повышения производительности и качества готовых изделий, обкатку осуществляют | валками, развернутыми относительно оси обработки на угол подачи, а заготовку после получения на ней необходимого профиля удерживают.от осевого перемещения и дополнительно многократно деформируют в валках.
Источники информации, принятые во внимание при экспертизе
1. Калорович В,Г.. Обкатка металлоизделий в производстве. М.,Машиностроение, 1973, с. 12, рис. 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения трубчатых изделий | 1978 |
|
SU738697A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ | 2020 |
|
RU2735435C1 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Способ винтовой прокатки | 1990 |
|
SU1761319A1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ изготовления валков прокатных станов и устройство для его осуществления | 1989 |
|
SU1632987A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2082514C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2011 |
|
RU2484907C1 |
| Способ поперечно-винтовой прокаткипОлыХ пРОфильНыХ издЕлий и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804024A1 |
/
