(54) ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ СВАРКИ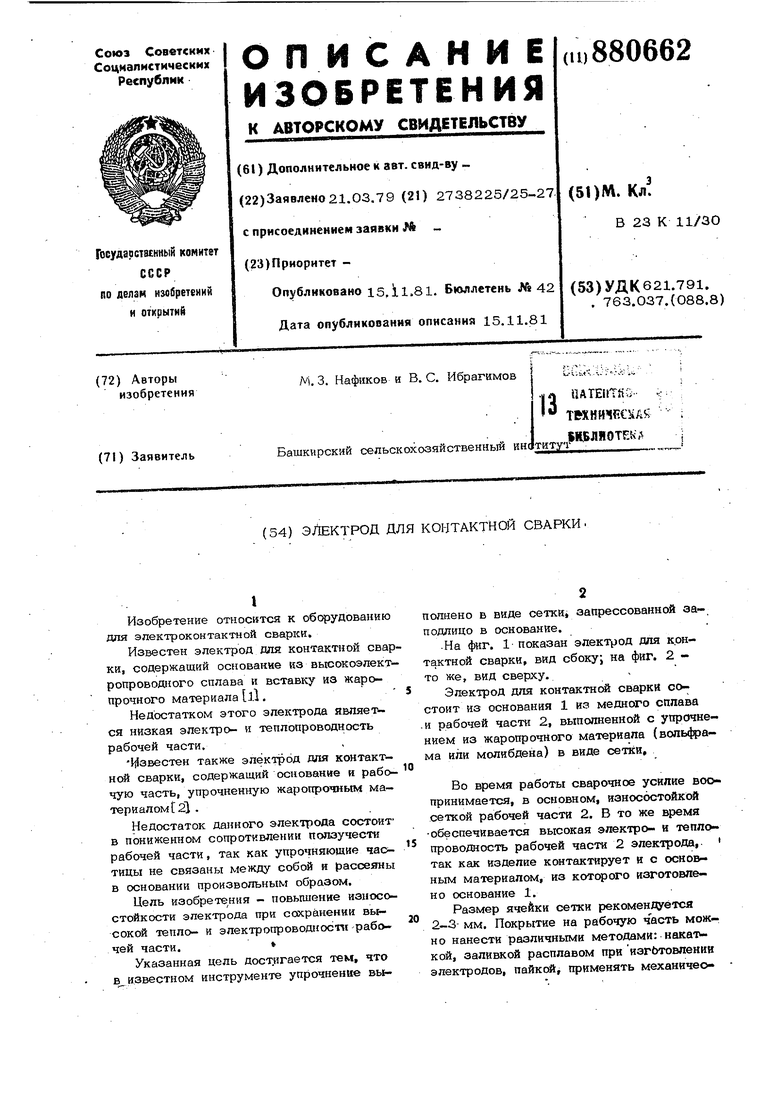
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для контактной сварки | 1979 |
|
SU941094A2 |
| Роликовый электрод | 1990 |
|
SU1771907A1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА МЕДНОЙ ОСНОВЕ ДЛЯ СВАРОЧНОЙ ТЕХНИКИ | 1996 |
|
RU2103134C1 |
| ЖАРОПРОЧНЫЙ И ИЗНОСОСТОЙКИЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 2020 |
|
RU2746016C1 |
| Способ изготовления ролика-электрода | 1987 |
|
SU1530380A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И СОЕДИНЕНИЕ ДВУХ ДЕТАЛЕЙ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2007 |
|
RU2441735C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| Жаропрочный сплав аустенитной структуры с интерметаллидным упрочнением | 2019 |
|
RU2693417C1 |
| ДИСПЕРСНО-УПРОЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2007 |
|
RU2355797C2 |
| СПОСОБ СОЕДИНЕНИЯ ЖАРОПРОЧНОГО СПЛАВА НА КОБАЛЬТОВОЙ ОСНОВЕ С КЕРАМИКОЙ НА ОСНОВЕ НИТРИДА КРЕМНИЯ | 2010 |
|
RU2433026C1 |
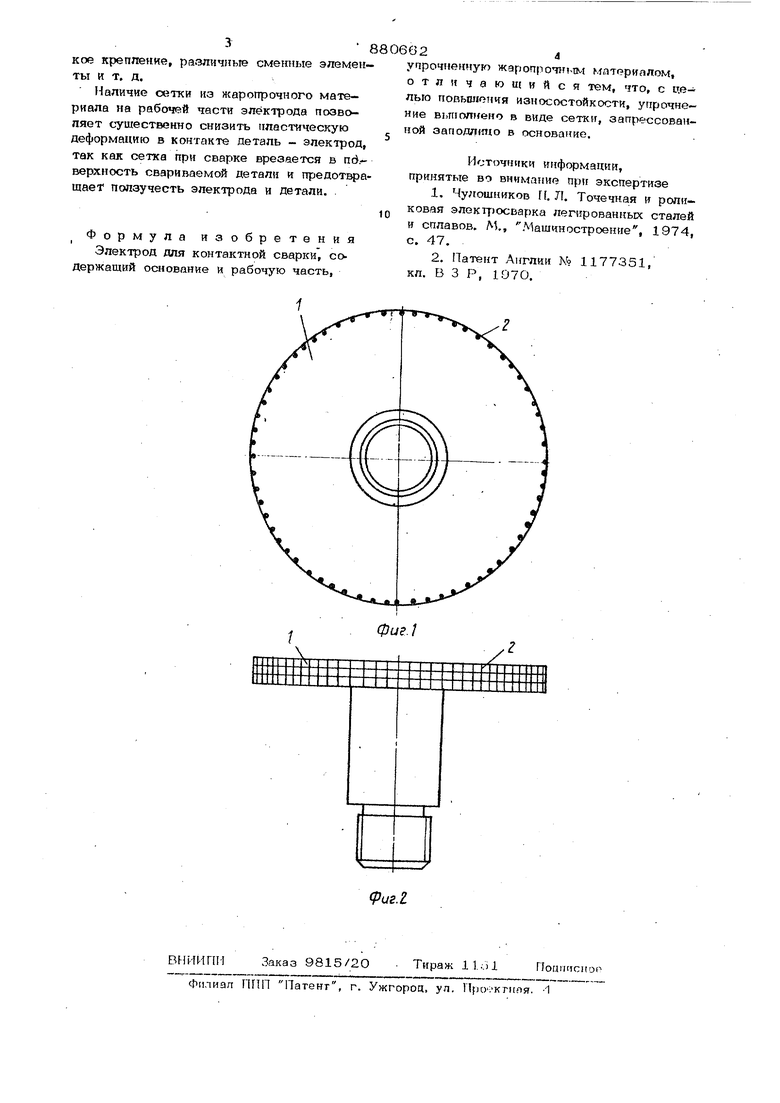
Изобретение относится к оборудованию для эпектроконтактной сварки. Известен электрод для контактной сва ки, содержащий основание из высокоэлект ропроводного сплава и вставку из жаропрочного материала ll. Недостатком этого электрода является низкая эпектро- и теплопроводность рабочей части. Известен также электрод для контактной сварки, содержащий основание н рабочую часть, упрочненную жаропрочным материалом 21 . Недостаток данного электрода состоит в пониженном сопротивлении ползучести рабочей части, так как упрочняющие чаотицы не связаны меисду собой н рассеяны в основании произвольным образом. Цель изобрете ния - повышение износостойкости электрода при сскраненин вь|сокой тепло- и электропроводноспс рабочей части. Указанная цель достигается тем, что в известном инструменте упрочнение вььполнено в виде сетки, запрессованной заподлицо в основание. На фиг. 1 показан электрод для контактной сварки, вид сбоку, на фиг. 2 то же, вид сверху. Электрод для контактнЫ4 сварки состоит из основания 1 из медного сппава и рабочей части 2, выполненной с утфочнением из жаропрочного материала (вольфрама или молибдена) в виде сетки. Во время работы сварочное усилие воопринимается, в основном, износостойкой сеткой рабочей части 2. В то же время обеспечивается высокая электро- и теплопроводность рабочей части 2 электрода,. так как изделие контактирует и с основным материалом, из которого изготовлено основание 1. Размер ячейки сетки рекомендуется 2-3 мм. Покрытие на рабочую часть можно нанести различными методами: накат кой, заливкой расплавом при изгЬтовлений электродов, пайкой, применять механичеокое крепление, различные сменные элементы и т. д. Наличие сетки нэ жаропрочного материала на рабочей части электрода позволяет сушественно снизить нлася ческую деформацию в контакте деталь - электрод, так как сетка при сварке врезается в пд.верхность свариваемой детали и предот ащаеТ ползучесть электрода и детали. Формула изобретения Электрод для контактной сварки, содержащий основание и рабочую часть, упрочненную жаропроч1Г(.1М мптериалом, отличающийся тем, что, с целью повьшюттия износостойкости, упрочнение Бьтполнено в виде сетки, запрессованной заподлшю в основание. Источники информации, принятые во внимание при экспертизе 1.Чулошников Г(. Л. Точечная и роликовая элекфосеарка легированных сталей и сплавов. Д1., Машиностроение, 1974, с. 47. 2.Патент Англии № 1177351, кл. В 3 Р, 1070.
