(54) УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ ДЕТАЛЕЙ НА ПЛОСКОСТЬ И ДВА ОТВЕРСТИЯ
1
Изобретение относится к машиностроению и, в частности, может быть использовано при обработке широкого ряда деталей, базирующихся на плоскость и два отверстия, в универсальных и специальных приспособлениях, приспособлениях-спутниках, а также на рабочих позициях автоматических линий из агрегатных станков.
Известно устройство для базирования деталей на плоскость и два отверстия, выполненное в виде размещенных на основании двух установочных пальцев, один из которых срезанный 1.
Однако данное устройство характеризуется недостаточной точностью установки детали, вытекающей из конструкции пальцев.
Цель изобретения - повышение точности установки.
Указанная цель достигается тем, что каждый из пальцев выполнен в виде разжимной сферической цанги и соединенного с источником тока нагревательного элемента, выполненного в виде металлического шара с размещенной в нем керамической втулкой со спиралью, причем нагревательный элемент установлен внутри цанги.
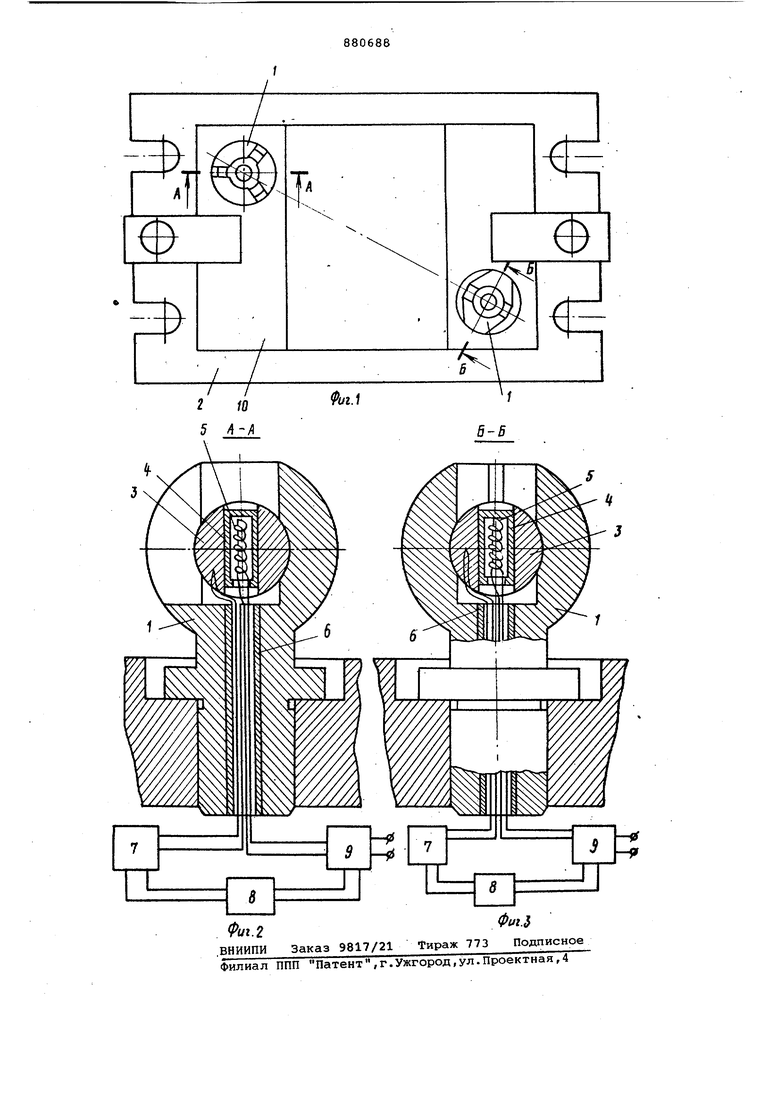
На фиг.1 изображено устройство, общий ВИД) на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Устройство состоит из двух упругих установочных пальцев. Каждый палец содержит цангу 1, нижняя часть которой имеет цилиндрический посадочный хвостовик для установки пальца в плите 2, а верхняя часть выполне10на сферической. Цанга одного пальца трехлепестковая, рторого - двухлепестковая, срезанная с двух параллельных сторон в виде ромба. Внутри цанги 1 сделена сферическая проточка, в
15 которую с натягом установлен нагревательный элемент, выполненный в виде металлического шара 3, обладающего величиной коэффициента линейного расширения, внутри которого расположена керамическая втулка 4 со спиралью
20 5. В цанге 1 по центру выполнено сквозное отверстие, в котором в теплостойкой оболочке 6 уложены провода для электропитания спирали 5 и провода, соединяющие шар 3 с прибором 7 кон25троля температуры нагрева последней.
Электрическая схема состоит из прибора 7 контроля температуры нагрева шара 3, устройства 8 поддержания постоянства температуры ее нагрева.
30
реле 9, предназначенного для включения или выключения спирали 5 в цепь питания.
Устройство работает следующим образом.
Деталь 10 устанавливают на плиту 2 и на два установочных пальца данного устройства. При этом электрическая схема каждого пальца обесточена и цанги сжаты. Между поверхностями цанг и базовых отверстий имеются зазоры, так как сопряжение установочный палец - базовое отверстие выполнено по посадке скольжения. После установки детали на спираль 5 ( нихромовая спираль подается через реле 9 электропитание. Спираль нагревается. Тепло через керамические втулки 4 передается на шары 3, которое под действием тепла расширяются. Материал шаров 3 обладает значительно большим коэффициентом линейного расширения, чем материал (сталь 45) цанг 1 пальцев. Так как шары 3 установлены в цангах 1 с натягом, то при их расширении возникают усилия, которые разжимают лепестки цанг. Таким образом, зазоры в .посадочных сопряжениях выбираются и создаются усилия между поверхностями лепестков цанг и базовых отверстий. За счет этого происходит точная фиксация детали, подлежащей обработке на установочных пальцах. После этого осуществляют закрепление детали и ее обработку. После закрепления детали цепи питания пальцев обесточиваются и они остывают цанги сжимаются. Время нагрева шаров 3 для обеспечения усилий, необходимых для фиксации детали - 3-4 с. Усилия для фиксации регулируются за счет изменения температуры нагрева шаров 3. Эта температура контролируется прибором 7. Устройство 8 поддерживает температуру нагрева на заданном уровне и в случае превышения этого уровня подает сигнал на реле 9
которое отключает спираль из цепи питания. Износ поверхностей лепестков цанг компенсируется повышением температуры нагрева шаров 3, т.е. большей величиной разжима цанг.
Предлагаемое устройство позволяет при установке детали компенсировать погрешности относительного поворота осей базовых отверстий, межцентрового расстояния и геометричесйой формы отверстий.
Устройство может быть широко использовано в различных приспособлениях при базировании деталей на плоскость и два отверстия.При использовании данного устройства.на поворютных приспособлениях электропитание может быть осуществлено от автономного источника. Устройство позволяет повысит точность установки деталей, компенсировать износ пальцев и повысить точность установки деталей,компенсировать износ пальцев и повысить точность обработки особенно на финишних операциях.
Формула изобретения
Устройство для базирования деталей на плоскость и два отверстия, выполненное в виде размещенных на основании двух установочных пальцев, один из которых срезанный, о тлиоч ающееся тем, что, с цель повьпиения точности установки, каждый из пальцев выполнен в виде разжимной сферической цанги и соединенного с источником тока нагревательного элемента, выполненного в виде металлического шара с размещенной в нем керамической втулкой со спиралью, причем нагревательный элемент установлен внутри цанги.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 152771, кл. В 23 Q 3/06, 1960.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ (ВАРИАНТЫ) | 2005 |
|
RU2353494C2 |
| Устройство для зажима и поворота деталей | 1987 |
|
SU1426742A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ДВУМ ОТВЕРСТИЯМ И ПЛОСКОСТИ | 2000 |
|
RU2179105C2 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| ОПРАВКА ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2119409C1 |
| СПОСОБ КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ВТУЛОК И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2809877C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |