(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБЧАТОЙ ОБОЛОЧКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ И РЕЗКИ ТРУБЧАТОЙ ОБОЛОЧКИ | 1992 |
|
RU2043908C1 |
| Устройство для резки трубчатой оболочки | 1985 |
|
SU1349973A1 |
| Штамп для резки труб | 1984 |
|
SU1181791A1 |
| Автомат для сортировки стержней, покрытых магнитной пленкой | 1972 |
|
SU519232A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| СПОСОБ УДАЛЕНИЯ ОБОЛОЧКИ С ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2002 |
|
RU2229177C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Устройство для резки труб | 1980 |
|
SU927419A1 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
Изобретение относится к абразивной резне заготовок иа мерные длины.
Известно устройство для резки загото.вок, содержащее станину с механизмом резки и подачи заготовок |1.
Недостатком известного устройства яаляется низкая производительность.
Цепь изобретения - повышение производительности и улучшение качества путем автоматизации процесса коитроля внутреннего диаметра оболочки и автоматической разбраковки оболочки на годные и бракованные.
Поставленная цель достигается тем, что устройство снабжено мерио-контрольным механизмом выполненным в виде контролирующего стержня с приводом его подачи, каретки и ползуна, на котором жестко закреплен кронштейн с упором, предназначенным для взаимодействия с кареткой и концевыми выключателями, один из которых установлен с возможностью взаимодействия с контролирующим ст,ержнем и предназначен для управления процессом резки годных оболочек, а второй - установлен с возможностью взаимодействия с кареткой и предназначен
для управлений процессом резки бракованных оболочек.
Кроме того устройство снабжено поворотных лотком.разбраковки отрезанных оболочек, кинематически связанным с приводом , подачи мерио-ко1ггрольного механизма.
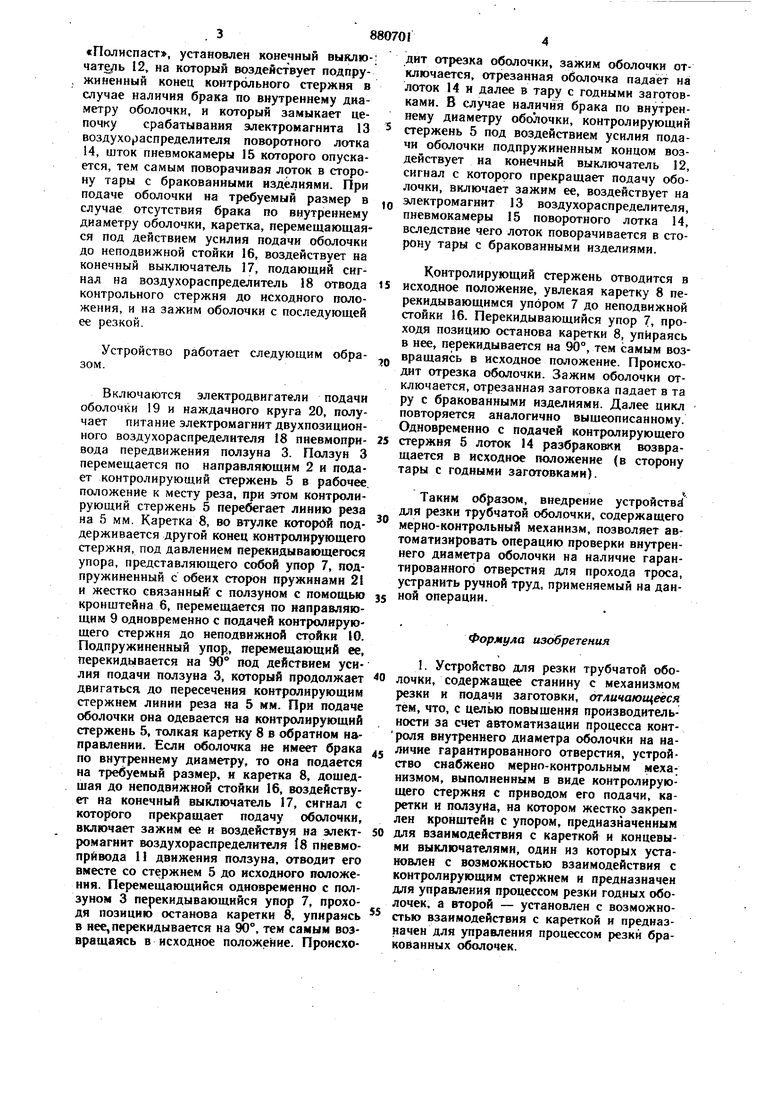
На фиг. 1 изображен мерна-контрольный
механизм; иа фиг. 2 - узел 1 на фиг. 1.
Устройство включает мерно-контрольный
механизм, который состоит нз металлокар10 каса I, с закрепленными на нем направляк щими 2, для пepe leщeння ползуна 3, в пат- роне 4 которого находится одни конец контролирующего стержня 5. С ползуном жестко связан кронштейн 6 с перекидыва19Ци мся на 90° подпружиненным упором 7, служа$ щим для передвижения каретки 8, во втулке которой поддерживается другой конец, контрольного стержня. Каретка перемещается по направляющим 9. Для фиксации каретки в крайнем правом положении при по; даче ее вместе с контрольным стержнем в.
™ рабочую Позицию, предиазиачена неподвижная стойка 10. На ползуие, приводом которого является пневмопривод 11 с системой «Полиспаст, установлен конечный выклю-; чаге/ib 12, на который воздействует подпружиненный конец контрольного стержня в случае наличия брака по внутреннему диаметру оболочки, и который замыкает цепочку срабатывания электромагнита 13 воздухораспределителя поворотного лотка 14, шток пневмокамеры 15 которого опускается, тем самым поворачивая лоток в сторону тары с бракованными изделиями. При подаче оболочки на требуемый размер в случае отсутствия брака по внутреннему диаметру оболочки, каретка, перемещающаяся под действием усилия подачи оболочки до неподвижной стойки 16, воздействует на конечный выключатель 17, подающий сигнал на воздухораспределитель 18 отвода контрольного стержня до исходного положения, и на зажим оболочки с последующей ее резкой. Устройство работает следующим обраВключаются электродвигатели подачи оболочки 19 и наждачного круга 20, получает питание электромагнит двухпозиционного воздухораспределителя 18 пневмопривода передвижения ползуна 3. Ползун 3 перемещается по направляющим 2 и подает контролирующий стержень 5 в рабочее, положение к месту реза, при этом контролирующий стержень 5 перебегает линию реза на 5 мм. Каретка 8, во втулке которой поддерживается другой конец контролирующего стержня, под давлением перекидывающегося упора, представляющего собой упор 7, подпружиненный с обеих сторон пружинами 21 и жестко связанный с ползуном с помощью кронштейна 6, перемещается по направляющим 9 одновременно с подачей контролирующего стержня до неподвижной стойки 10. Подпружиненный упор, перемещающий ее, перекидывается на 90° под действием усилия подачи ползуна 3, который продолжает двигаться до пересечения контролирующим стержнем линии реза на 5 мм. При подаче оболочки она одевается на контролирующий стержень 5, толкая каретку 8 в обратном направлении. Если оболочка не имеет брака по внутреннему диаметру, то она подается на требуемый размер, н каретка 8, дошедшая до неподвижной стойки 16, воздействует на конечный выключатель 17, сигнал с которого прекращает подачу оболочки, включает зажим ее и воздействуя на злектромагннт воздухораспределителя 18 пневмопривода 11 движения ползуна, отводит его вместе со стержнем 5 до исходного положения. Перемещающийся одновременно с ползуном 3 перекидывающийся упор 7, проходя позицию останова каретки 8, упираясь в нее, перекидывается на 90°, тем самым возвращаясь в исходное положение. Происходит отрезка оболочки, зажим оболочки отключается, отрезанная оболочка падает на лоток 14 и далее в тару с годными заготовками. В случае наличия брака по внутреннему диаметру оболочки, контролирующий стержень 5 под воздействием усилия подачи оболочки подпружиненным концом воздействует на конечный выключатель 12, сигнал с которого прекращает подачу оболочки, включает зажим ее, воздействует на электромагнит 13 воздухораспределителя, пневмокамеры 15 поворотного лотка 14, вследствие чего лоток поворачивается в сторону тары с бракованными изделиями. Контролирующий стержень отводнтся в исходное положение, увлекая каретку 8 перекидывающимся упором 7 до неподвижной стойки 16. Перекидывающийся упор 7, проходя позицию останова каретки 8, упираясь в нее, перекидывается на 90°, тем самым возвращаясь в исходное положение. Происходит отрезка оболочки. Зажим оболочки отключается, отрезанная заготовка падает в та ру с бракованными изделиями. Далее цикл повторяется аналогично вышеописанному. Одновременно с подачей контролирующего стержня 5 лоток 14 разбраковки возвращается в исходное положение (в сторону тары с годными заготовками). Таким образом, внедрение устройств для резки трубчатой оболочки, содержащего мерно-контрольный механизм, позволяет автоматизировать операцию проверки внутреннего диаметра оболочки на наличие гарантированного отверстия для прохода троса, устранить ручной труд, применяемый на данной операции. Формула изобретения 1. Устройство для резки трубчатой оболочки, содержащее станину с механизмом резки и подачи заготовки, отличающееся тем, что, с целью повышения производительности за счет автоматизации процесса контроля внутреннего диаметра оболочки на наличне гарантированного отверстия, устройство снабжено мерно-контрольным механизмом, выполненным в виде контролирующего стержня с приводом его подачи, каретки и ползуна, на котором жестко закреплен кронштейн с упором, предназначенным для взаимодействия с кареткой и концевыми выключателями, один из которых установлен с возможностью взаимодействия с контролирующим стержнем и предназначен для управления процессом резки годных оболочек, а второй - установлен с возможностью взаимодействия с кареткой и предназначен для управления процессом резки бракованных оболочек. 5880701 2. Устройство по п. 1, отличающееся тем, что оно снабжено поворотным лотком разбраковки отрезанных оболочек, кинематически связанным с приводом подачи мерно-контрольного механизма. № I 78 9 Источники информации, . принятые во внимание при экспертизе I. Авторское свидетельство СССР 324133. кл. В 24 В 27/06, 1968. и Ij
