(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для резки и укладки в штабель керамических цилиндрических заготовок | 1990 |
|
SU1787786A1 |
| Устройство для отрезания заготовок из керамической массы | 1977 |
|
SU735405A1 |
| Установка для производства дренажных труб | 1977 |
|
SU733996A1 |
| Автоматическая поточная линиядля пРОизВОдСТВА КЕРАМичЕСКиХглАзуРОВАННыХ ТРубОК | 1979 |
|
SU806426A1 |
| Укладчик листов в пакеты на поддоны | 1979 |
|
SU821356A1 |
| Устройство для укладки керамических изделий на сушильные вагонетки | 1982 |
|
SU1031733A1 |
| Установка для укладки дренажных труб на сушильную вагонетку | 1984 |
|
SU1296429A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Система для пакетирования грузов на поддоны и их транспортирования | 1985 |
|
SU1375543A1 |
| Установка для резки и укладки изделий на сушильные вагонетки | 1977 |
|
SU745693A1 |
Использование: для штабелирования и вылеживания керамической массы при изоляторном производстве. Сущность изобретения: автомат для укладки и резки керамического бруса содержит вакуум- пресс, струнный механизм резки, раскладывающий лоток и укладчик. Лоток снабжен амортизатором и расположен наклонно к горизонтальной плоскости. Укладчик выполнен в виде установленного на раме вертикально замкнутого цепного конвейера с наклонными полками, наклон которых соответствует наклону лотка. Ограничительная штора соединена с установленным в вертикальных направляющих рамы суппортом с копирной линейкой. 3 ил.
Изобретение относится к технологическому оборудованию для штабелирования и вылеживания керамической массы и может найти широкое применение в изоляторном производстве.
Целью изобретение является повышение производительности.
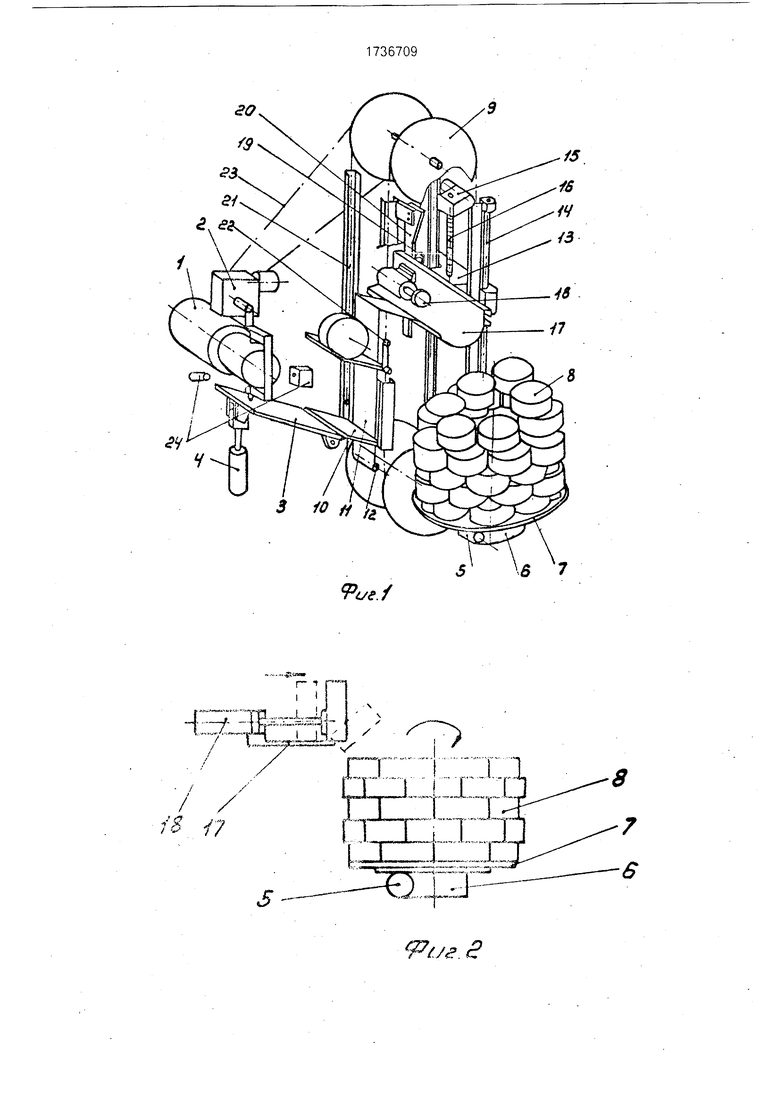
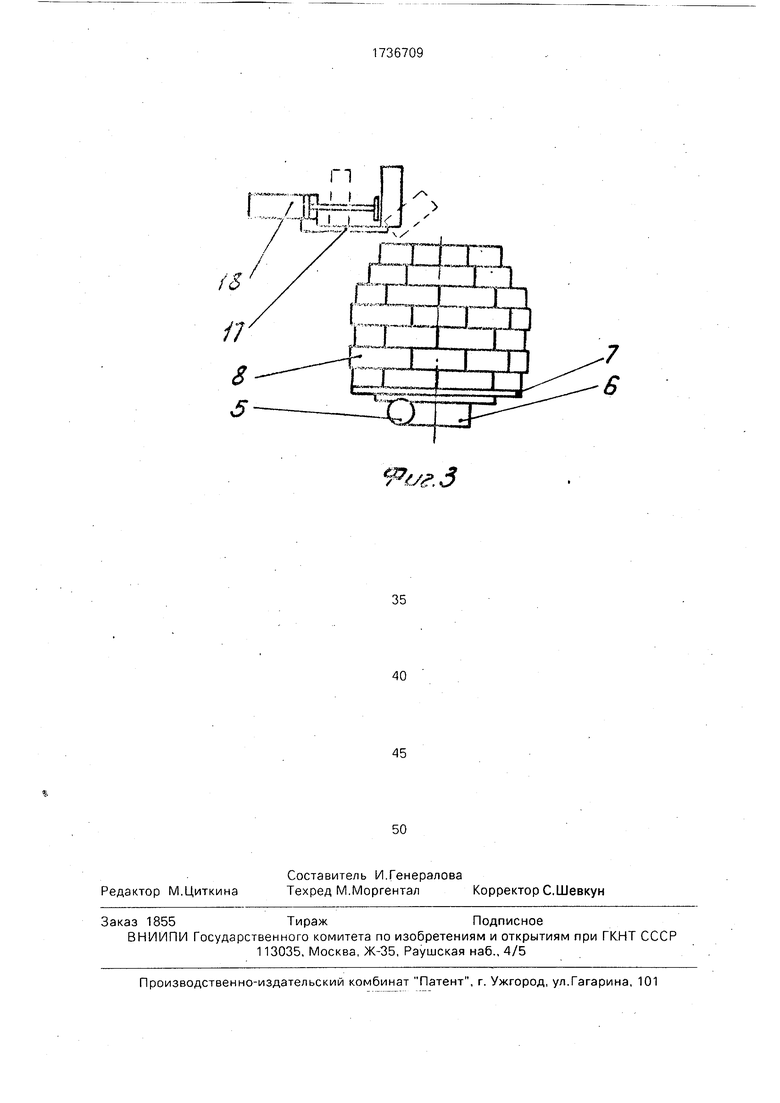
На фиг.1 изображен в аксонометрии ав- томаг на фиг.2 - схема образования цилиндрической части штабеля; на фиг.З - схема образования конической части штабеля
Автомат для резки и укладки заготовок керамической массы содержит вакуум- пресс 1, струнный механизм 2 резки, лоток 3 подпружиненный амортизатором 4, снабженную приводом вращения 5 приемную платформу 6, на которую устанавливается кольцевой поддон 7 для заготовок 8 керамической массы и укладчик выполненный в
виде вертикального замкнутого цепного конвейера 9, на внешней стороне цепей которого размещены наклонные полки 10, установленные с шагом, превышающим диаметр заготовки. Проем между цепями со стороны лотка 3 перекрыт ограничительной шторой 11, одни конец которой намотан на барабан 12, а другой прикреплен к суппорту 13, имеющему возможность вертикального перемещения по направляющим 14 под воздействием привода 15 и винта 16 На суппорте 13 подвижно установлена каретка 17 на которой размещен сталкиватель 18 и ролик 19, взаимодействующий с копирной линейкой 20, закрепленной на раме 21 конвейера 9, в пазах стоек которой перемещаются ролики 22 наклонных полок 10 Конвейер 9 приводится в движение от привода струнного механизма 2 резки цепной передачей 23 Регулирование высоты отрезавмой заготовки производится с помощью фотореле 24.
Автомат работает следующим образом.
Исходная позиция: суппорт 13 находится в нижнем положении, каретка 17 втянута, на приемную платформу 6 установлен коль- иевой поддон 7.
При включении вакуум-пресса 1 брус керамической массы посредством фотореле 24 включает струнный механизм 2 резки. Отрезанная заготовка 8 в вертикальном положении падает на лоток 3, перекатывается до упора в ограничительную штору 11, занимая место на наклонной полке 10.
При очередном цикле работы струнного механизма 2 резки заготовкаВ поднимается цепным конвейером 9 на один шаг до тех пор, пока, потеряв опору на ограничительную штору 11, она не скатится в лоток каретки 17, откуда сталкивателем 18 заготовка 8 сбрасывается на кольцевой поддон 7. Так как пята сталкивателя 18 сопровождает заготовку только до тех пор, пока ее центр тяжести не пересечет кромку лотка 17. заготовка опрокидывается и ложится на поддон 7 плашмя, приемная платформа 6 поворачивается на заданный угол соответствующий количеству укладываемых в ряду заготовок, подготавливая место следующей заготовке. После заполнения нижнего ряда суппорт 13 приводом 15 поднимается на один шаг соответствующий высоте заготовки.
Цикл загрузки второго ряда заготовок 8 на поддон 7 аналогичен циклу загрузки первого ряда.
После образования на поддоне цилиндрической части штабеля каретка 17 при очередном подьеме суппорта 13 выдвигается в сторону приемной платформы 6 в результате воздействия копирной линейки 20 на ролик 19. При этом начинается укладка ряда, содержащего меньше количество заготовок. Регулирование угла поворота приемной платформы 6 осуществляется за счет изменения времени включения привода вращения 5.
После завершения укладки штабеля включается привод вакуум-пресса 1, поддон с заготовками снимается с приемной плат- Формы 6, на ней укладывается пустой поддон, суппорт 13 возвращается в нижнее положение. Автомат подготовлен к следующему циклу работы.
Формула изобретения Автомат для резки и укладки в штабель керамических цилиндрических заготовок, содержащий закрепленный на мундштуке вакуум-пресса лоток, струнный механизм резки и укладчик с вращающимся приемным столом и привод его подъема, отличающийся тем, что, с целью повышения производительности, лоток снабжен амортизатором и расположен наклонно к горизонтальной плоскости, а укладчик выполнен в виде установленного на раме вертикально замкнутого цепного конвейера с закрепленными на его цепях наклонными полками, наклон которых соответствует наклону лотка, ограничительной шторы, соединенной с установленным в вертикальных направляющих рамы суппортом с копирной линейкой и контактирующей с ней посредством ролика кареткой со сталкивателем.
S g $ ч
«л
О)
о г- to со г-
S «
q CU $ «V
VJ
ТН I f J
/
Фиг.З
| Мороз И.И | |||
| Технология строительной керамики | |||
| Киев: Госпромиздат | |||
| Судно | 1925 |
|
SU1961A1 |
| Устройство для укладки и резки керамического бруса | 1980 |
|
SU944936A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
