I
Изобретение относится к машиностроению и может быть использовано при изготовлении угольных блоков ДЛЯ алюминиевых электролизеров в огнеупорной, химической и металлургической промышленности.
Известен мундштук для выдавливания угольных блоков, содержащий формующую и калибруюш.ую зоны, а также рассекающий выступ в виде ласточкиного хвоста с заостренной и калибрующей частями 1).
Недостатком такого мундштука является неравномерность деформации выдавливаемого материала в зонах формования ребер блока, выявляющаяся в различной величине упругого последствия материала, что приводит к образованию поперечных трещин и снижению качества выдавливаемых изделий.
Цель изобретения - повышение качества выдавливаемых изделий.
Цель достигается тем, что в мундштуке, содержащем формующую и калибрующую зоны, а также рассекающий выступ в виде ласточкиного хвоста с .заостренной и калибрующей частями, в начале калибрующей зоны на расстоянии 0,3-0,5 ее длины на рассекаюп1ем выступе выполнено соответствующее профилю калибрующей части утолщение, а между утолщением и-калибрующей частью рассекающего выступа выполнен переходный участок, ограниченный поверхностью с прямолинейными образующими, угол наклона которых к оси мундштука меньше
угла контактного трения пары: выдавливаемый материал и материал мундщтука, при этом высота и щирина утолщения больше соответственно высоты и ширины калибрующей части рассекающего выступа на 0,7-
,0 0,8 величины линейного упругого расширения выдавливаемого материала.
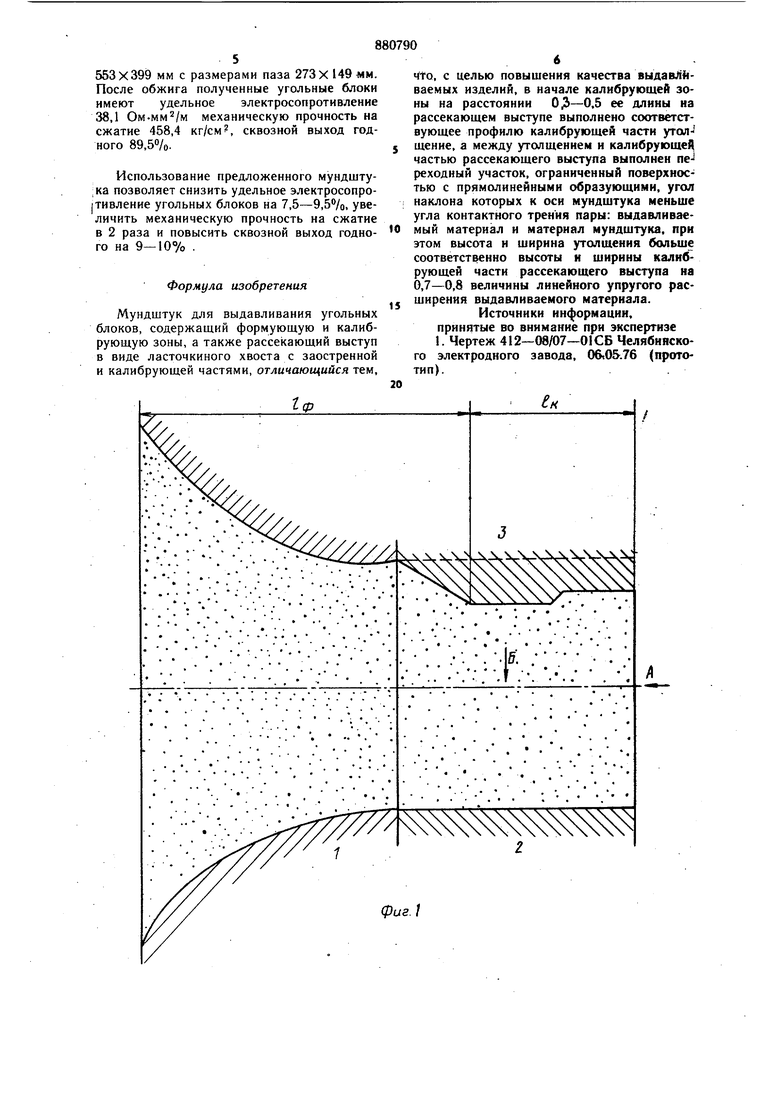
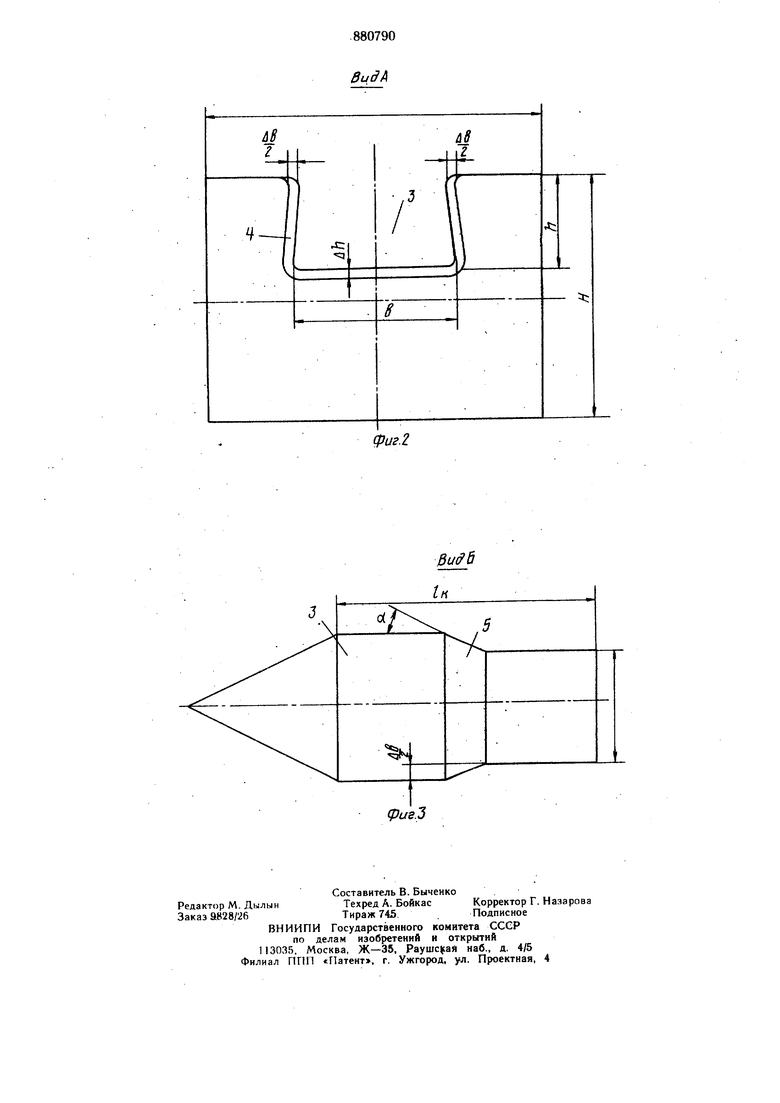
На фиг. Г изображен мундштук, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. I. Мундштук состоит из формующей зоны 1
15 длиной Icf с переменным поперечным сечением, калибрующей зоны 2 длиной t с постоянными размерами по высоте и ширине блока Н и В на всей длине калибрующей зоны и рассекающего выступа 3. Рассекающий выступ 3 в виде ласточкиного хвоста
2 выполнен заостренным в формующей зон и имеет конечные размеры h и b в плоскости выхода из калибрующей зоны. На длине t 0,3-0,S длины калибрующей зоны 2 выетуп 3 имбет в начале калибрующей зоны соответствующее профилю калибрующей части утблщение 4, равное 0,7-0,8 величины линейного упругого расширения выдавливаемого материала. По ширине выступа утолщение ЛЬ равно 0,7-0,8 величины суммарного линейного упругого расширения материала по обоим ребрам угольного блока, а утолщение по высоте ДН принимается в соответствии с линейным упругим расширением материала по высоте блока по пазу (размер Н-h). Наружная поверхность утолщения 4 соответствует профилю калибрующей части рассекающего выступа. Рассекающий выступ 3 после утолщения 4 в средней части калибрующей зоны мундштука содержит переходный участок 5. Угол наклона образующей переходного участка oi arc tg f, где f - коэффициент контактного трения пары: выдавливаемый материал и материал мундштука. Мундштук работает следующим образом. Масса из контейнера пресса поступает в мундштук, где в формующей зоне 1 происходит ее формоизменение с круглого на прямоугольное сечение с продольным пазом в виде ласточкиного хвоста. -В калибрующей зоне 2 происходит окончательное формирование размеров и свойств готовых заготовок. Здесь в верхней части калибра масса обтекает . рассекающий выступ 3 с утолщением 4 и на нее действуют сдерживающие силы контактного трения, затем масса скользит по переходному участку 5, а при остановках пресса фиксируется относительно этого участка, исключая образование вмятин. В дальнейшем прессуемая масса проходит калибрующий участок рассекающего выступа 3 (без утолщения), где на массу действие сдер живающих сил трения минимально, и их
К2 : П22ё21УI$P SUS2....
Термоантрацит-4-1-0
Графитированные
СодержаниеФР§ 5Н2М.1
50 действие сводится только к заглаживанию поверхности заготовки. В нижней части калибрующей зоны при истечении массы сдерживающее действие сил трения на всей длине калибра одинаково. Сдерживающее действие сил трения в верхней части калибрующей зоны меньше, чем в ее нижней части. При прохождении массы через мундштук на контактной поверхности она испытывает действие нормальных и касательных удельных сил. В формующей зоне 1 сдерживающее действие удельных сил давления относительно горизонтальной оси симметрии уравновешивается. Уравновешивание сдерживающих сил трения в калибрующей зоне 2 обеспечивается тем, что на выходе из калибра за счет компенсации линейного упругого расширения в зоне ребер блока удельные давления минимальны. Поэтому сумма контактных сил трения на всей поверхности калибра уравновешивается по всему периметру калибрующей зоны. В результате этого происходит уменьшение разности скорое тей истечения материала, их выравнивание в верхней и нижней частях калибрующей зоны. Из-за значительного снижения неравномерности деформации путем компенсации упругого последствия материала улучшается качество угольных блоков. Пример. Подготовленную в смесительной машине массу загружают в контейнер пресса усилием 6300 т, при этом температура загружаемой массы 85°С, температура контейнера 110°С, температура калибра мундштука 160°С. Подпрессовывают при давлении 220 кг/см в течение 3 мин и выдавливают через предлагаемый мундштук. Масса представляет собой смесь наполнителя со связующим. Состав наполнителя показан в таблице.
Связующее - среднетемпературный каменноугольный пек - взято в количестве 20 ±20/0 на массу.
; Масса (на фиг. 1 изображена множеством точек) при выдавливании проходит формующую зону 1 и калибрующую зону 2 с рассекающим выступом 3. На расстоянии 0,3 длины калибрующей зоны на рассекающем выступе выполнено утолщение высотой 0,7 величины линейного упругого расширения материала (2% по высоте и 4,j по ширине выступа), в поперечных направлениях рассекающего выступа (ДИ 2 мм, 3,9 мм). В средней части калибрующей зоны рассекающий выступ после утолщения содержит переходный участок с углом наклона образующей к оси прессования d - -9° (угол контактного трения для данной углеграфитовой композиции). На выходе из предлагаемого мундштука линейное упругое расширение материала 0,2- 0,3%. Получают угольные блоки размерами
553X399 мм с размерами паза 273x149 мм. После обжига полученные угольные блоки имеют удельное электросопротивлеиие 38,1 Ом-мм /м механическую прочность на сжатие 458,4 кг/см , сквозной выход годного 89,.
Использование предложенного мундшту:ка позволяет снизить удельное электросопро|тивление угольных блоков на 7,5-9,5%, увеличить механическую прочность на сжатие в 2 раза и повысить сквозной выход годного на 9-10% .
Формула изобретения
Мундштук для выдавливания угольных блоков, содержащий формующую и калибрующую зоны, а также рассекающий выступ в виде ласточкиного хвоста с заостренной и калибрующей частями, отличающийся тем.
что, с целью повышения качества выдавливаемых изделий, в начале калибрующей зоны на расстоянии Oj3-0,5 ее длины на рассекающем выступе выполнено соответствующее профилю калибрующей частн yranJ щение, а между утолщением н калнбрующеД частью рассекающего выступа выполнен ne-i реходный участок, ограниченный поверхностью с прямолинейными образующими, угол наклона которых к осн мундштука меньше угла контактного трення пары: выдавливаемый материал н матернал мундштука, при этом высота н ширнна утолшення больше соответственно высоты н шнрнны калибрующей части рассекающего выступа на 0,7-0,8 величины линейного упругого расщирения выдавливаемого материала.
Источники ннформацнн, принятые во внимание прн экспертизе 1. Чертеж 412-08/07-01СБ Челябинского электродного завода, 06«05.76 (прототип)...
р- .
- . J.
фиг.1
Jj
г
Buffb in
Ы
