д to
со
ел
Изобретение относитея к технологии обработки оптических поверхностей сложной формы и может быть использовано, в частности, при из1Ч)тов.:1епии лннз и зеркал, содержащих асферические поверхности.
Цель изобретения - увеличение точности обработки, обеспечение возможноети обработки вогнутых и выпуклых асферических центрированных онтических новерхнос- тей любой формы.
fia чертеже изображена схема устройства, }еализую1цего предложенный способ.
Устройство содержит сосуд 1 с магнитно-реологической жидкостью с абразивным материалом 2, рас положенный в магнитном ноле электромагнита 3, магнитное ноле которого регулируется приспособлением 4, оптическую деталь 5, закрепленную на подвижном нрнспособлении 6 д,:1я )егулировкн ноложения детали относительно сосуда и давления детали па жидкость, электродвигатель 7, который через редуктор 8 врап1ает ось 9 с закрепленной па пей огггической деталью 5.
Устройство работает с.:1еду1О1цим образом.
(осуд 1, запо.чненный магни гно-рео. кл и- ческой жидкостью (МРЖ) с абразивн151М материа.лом 2, помещается в неоднородное Mai HHTHoe поле, создаваемое электрома|-пи- том 3. Равповесная noiiCpxHocTb магнитно- реологической жидкости ({нормируется под в;|иягп1ем трех родов сил: тяжести. иове)х- ностного натяжения и маиппных.
Ре1Л лируя при помощи нрнспособлепия 4 ве.1нчину нанравлеппе поля в электромаг- нпте ., добиваются требуе.мой формы рав- по нес noil по верх пост и магнитно-рео.югичес- Koii жидкости. При включе1 :ии магнитного поля магннтно-рсо. югпческая жидкость приобретает онреде. 1е11ную твердое 1 ь, которую можно ре1 у;1ировать изменением индукции магнгггпо1Ч) поля, и равновесная поверхность ма нитно-реологической жидкости приобретает с|)орму обрабатываемой иоверхноети, на которой расположепы частички абразивного материа.па.
Обрабатывае.мую оитическую деталь 5 устанав. на нодвижпом прпснособ.ле- пии 6, ирИ помощи которого обеспечивается нентрпропка, г.чубппа погружения детали относнте.:1ьно равновесной поверхности маг- ннтно-рео;1огической жндкости п величипа давления на нее детали. Bpanieime онтичее- кой детали 5 обеспечивается электродвигателем 7, который через редуктор 8 вращает ось 9, на которой закреплена деталь 5. Пример. Для обработки асферических оптических деталей из стекла К-8 используют магнитно-реологическую жидкость на основе порошка карбонильного железа Р-10 (ГОСТ 13610-79) с объемной концентрацией 0,5 и абразивным материалам различной крупности (М 40, М 28; крокус) с концентрацией абразива по массе 30%. В ка0 честве жидкой основы используют воду. При напряженности магнитного поля Н 100 кА/м напряжение сдвига составило Fni 280 кПа. При этом производительность процесса обработки составила Q
г 0,4 мГ/см -мин, а шероховатость обработанной поверхности 0,01 мкм.
При таком способе обработки онтических поверхностей можно обрабатывать с высокой точностью ььшуклые и вогнутые центрированные оптические поверхности любой
0 ско.пь угодно с.ложной формы, поскольку можно устранять любые асимметричные ошибки, локально изменяя напряженность маг нитного ноля электро.магнита и при этом инструмент (магнитно-реологическая жидкость с абразивным .материалом) не изнашивается, кроме того, величина давления на нее детали постоянна и может быть задана с бoльпJOЙ степенью точности. Предложенный снособ прост с точки зрения авто.матизации процесса обработки с применением ЭВМ как
Q нри определении параметров технологического процесса, так и в управляющем режиме.
Формула изобретения
5 Способ обработки асферических оптических поверхностей нутем приведения оптической поверхности в контакт с неемачи- ваюшей жидкостью, на новерхноети которой расноложены частички абразивного материала ири одновременном относительном вра0 щении, воздействия на жидкость магнитного ноля, отличающийся тем, что, с целью увеличения точности обработки, обеспечения возможноети обработки вогнуты.х и выпуклых асферических центрированных оптиг чееких поверхностей любой формы, в качестве несмачивающей жидкости используют магнитно-реологическую жидкость, при этом распределепие вектора напряженности магнитного ноля задают уравнением обрабатываемой асферической поверхности.
5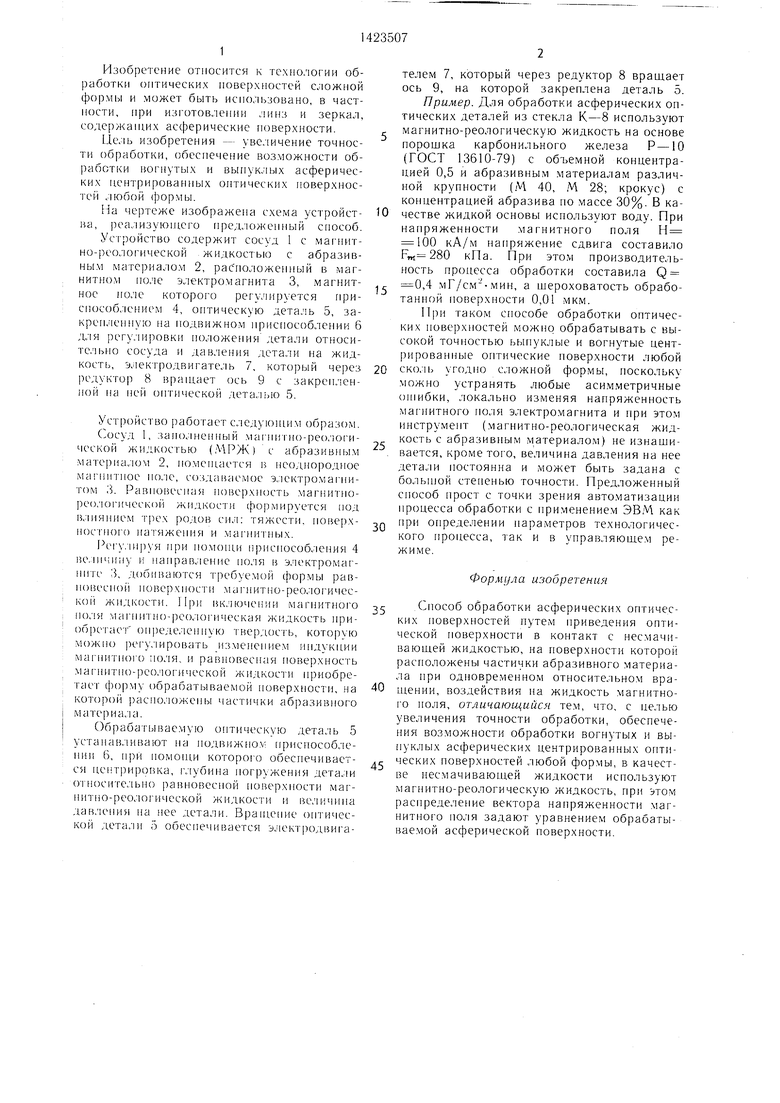
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки оптической поверхности | 1979 |
|
SU881015A1 |
| Способ обработки асферических поверхностей деталей | 1974 |
|
SU542626A1 |
| Устройство для обработки оптических поверхностей | 1981 |
|
SU1013241A1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| ИНТЕРФЕРОМЕТР ДЛЯ КОНТРОЛЯ КАЧЕСТВА ОПТИЧЕСКИХ | 1973 |
|
SU373519A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Способ обработки асферических поверхностей | 1973 |
|
SU528181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОГНУТЫХ ПОДЛОЖЕК ДИФРАКЦИОННЫХ РЕШЕТОК | 1991 |
|
RU2036485C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2245852C1 |

| Инструмент для обработки асферических поверхностей | 1960 |
|
SU144737A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ обработки оптической поверхности | 1979 |
|
SU881015A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
