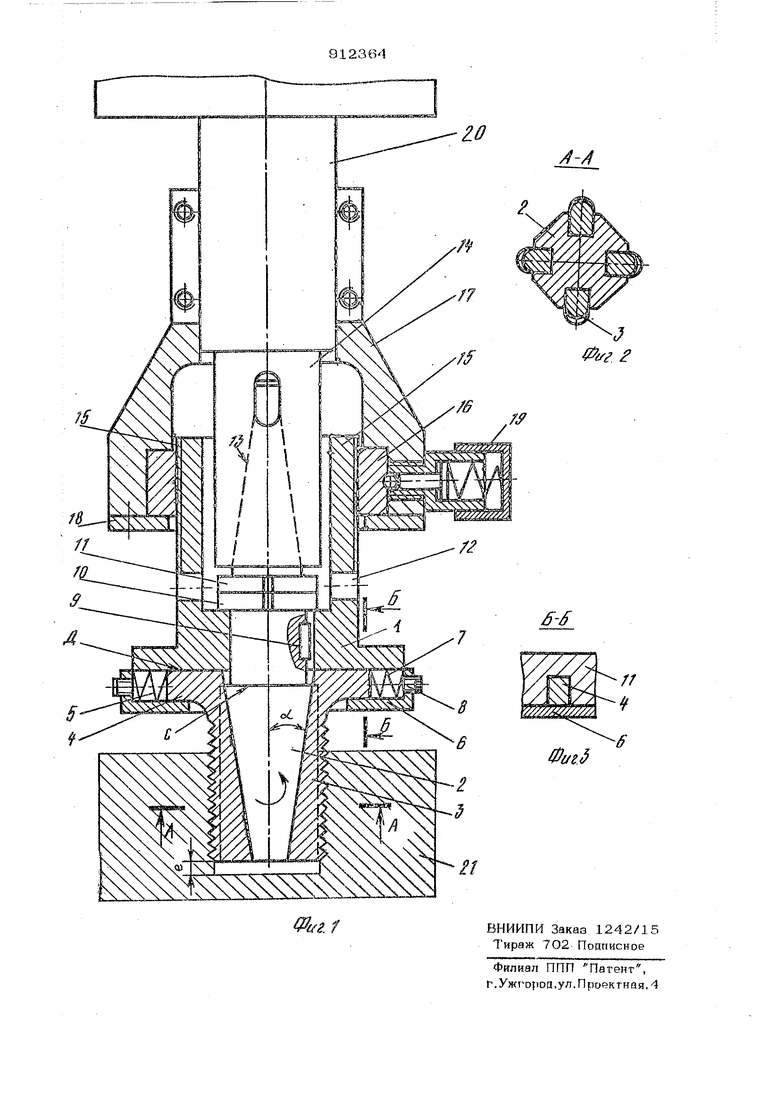
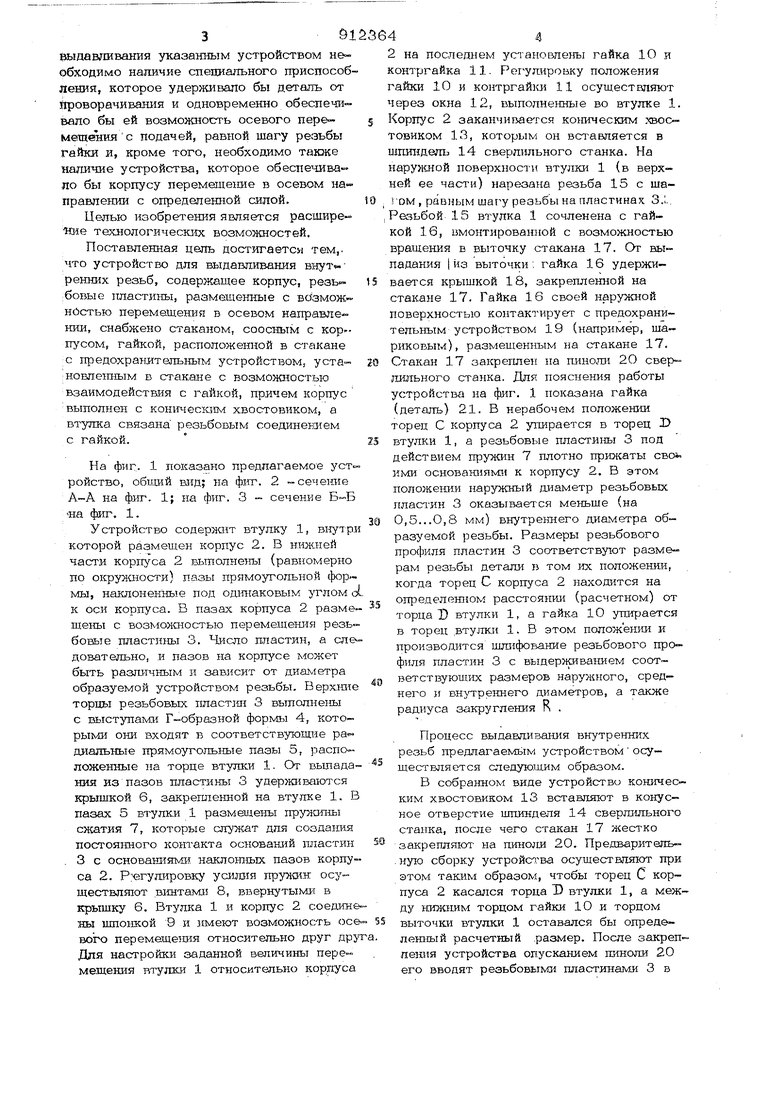
Изобретение относится к обработке металлов давлением к, в частности, может быть использовано при изготовлении глухих и сквозных резьбовых отверстий средних и крупных размеров в деталях из высокопластлчшзгх материалов. Известна конструкция сборного машинного метчика, состоящего из корпуса и укрепленных в нем гребенок со шлифованной резьбой, опирающихся на кош{ческую поверхность резьбового пальца, с помощь которого регулируют размер среднего щш метра метчика. От вьшадания гребенки удерживаются крышкой и стянуты пруясин- шлм кольцом L1 j Наличие у такого метчика постоянной заборной части, вьшолненной под определенным углом, не позволяет в тфоцессе его эксплуатации регулировать (в зави симости от физико-мехшшческих свойств материала гайки) толшину слоя металла, срезаемого режушими кромками метчика. Известно устройство для выдавливания внутренних резьб (бесстружечный метчик) состоящее из корпуса с установленными в нем резьбонымп пластинами, а такясе подпружиненной втулки и опорного кольца, установленных па корпусе и контактирую1Ш1Х с резьбовыми пласт1шами, при этом nasbt в корпусе и контактиру1о, с никп основания резьбовых пластин выполнены наклонными к оси корпуса с оддшаковым углом наклона. Путем изменега1Я скорости поступательного (осевого) перемещения корпуса констругацш метчика позволяет регулировать, в зависимости от конкретных условий обработки, скорость радиальной подачи резьбовых пластин в металл . Ош1ако yicaaainiaH конструкция метчика позволяет получать только сквозттсые резьбовые отверстия и непригодна для изго тошгется глухих резьб, кроме того, указанное устройство не молсет быть использовано при изготовлешш резьбовых отверстий на универсальных станках, например сверлиль гых. Объясняется это тем, что для осущестшхения процесса резьбо- выдаигшвания указанным устройством необходимо наличие специального приспособ ления, которое удерживало бы деталь от йроворачивания и одновременно обеспечивало бы ей возможность осевого переметденияс подачей, равной шагу резьбы гайки и, кроме того, необходимо также надичие устройства, которое обеспечивало бы корпусу перемещеюю в осевом направлении с определенной силой. Целью изобретения явл.яется расширеtme технологических возможностей. Поставленная цель достигается тем,, что устройство для выдавливания BiHyT ренних резьб, содержащее корпус, резьи:боБые пластины, размещенные с возможнОстью перемещения в осевом направле«. НИИ, снабжено стаканом, соосным с кор.Щсом, гайкой, расположеютой в стакане с предохранлтельным устройством, установле1шым в стакане с возможностью взаимодействия с гайкой, нричем корпус выполнен с KOHiwecKiDvi хвостовиком, а втулка связана резьбовым соединением с гайкой. На фиг. 1 показано предлагаемое уст ройство, общий вид; на фиг. 2 -сечегаге на фиг. 1; на фиг. 3 .- сечение -на фиг, 1. Устройство содерлшт втулку 1, в1-гутр которой размещен корпус 2. В нюкней части корпуса 2 вьтолне 1Ы (равномерно по окруншости) пазы прямоугольной фор« мы, наклоненные под одинаковым углом c к оси корпуса. В пазах корпуса 2 разме щены с возмолшостью перемещения резьбовые пластины о. Число пластин, а сле довательно, и пазов на корпусе может быть различным и зависит от диаметра образуемой устройством резьбы. Верхюте торпы резьбовых пластин 3 выполнены с выступал-ш Г-образной формы 4, которыми озш входят в соответствующие ра диальные прямоугольные пазы 5, засположенные на торце втулки 1. От вьшада кия из пазов пластины 3 удерж11ваются крыщкой 6, закрепленной на втулке 1. В пазах 5 втулки 1 размещены пруншны снйзтия 7, которые служат для создания постоянного контакта оснований пластин . 3 с основаш ями наклотвых пазов корпуса 2. Р;егупировку усилия пружин осуществляют В1штам1 8, ввернутыми в крыщку 6. Втулка 1 и корпус 2 соедине ны ишонкой 9 и имеют возможнос;ть осе вого перемеще шя относительно друг дрз Для настройки заданной величины пере. мешения втулки 1 относительно корпуса 2 на последнем установлены гайка 1О и контргайка 11. Регулировку положения гайки 10 и контргайзш 11 осуществлтот через окна 12, выполненные во втулке 1. Корпус 2 заканчивается коническим хвостовиком 13, которым он вставляется в 14 сверлильного станка. На наружлой поверхности втулки 1 (в верхней ее части) нарезана резьба 15 с ша)ОМ , равным шагу резьбы на пластинах 3.1-. Резьбой 15 втулка 1 сочленена с гайкой 16, вмонтированной с возможностью вращения в выточку стакана 17. От выпадания I из выточки : гайка 16 удерживается крышкой 18, закрепленной на стакане 17. Гайка 16 своей наружной поверхностью контактирует с предохранительным устройством 19 (например, шариковым), размещенным на стакане 17. Стакан 17 за1фегтен на пинолз 2 О сверлютьного станка. Для пояснения работы устройства на фиг. 1 показана гайка (деталь) 21. В нерабочем положении торец С корпуса 2 упирается в торец D втулки 1, а резьбовые пластины 3 под действием щзуншн 7 плотно прюкаты своь ими основаниями к корпусу 2. В этом положении наружный дд аметр резьбовых пластин 3 оказывается меньше (на 0,5...0,8 мм) внутреннего диаметра образуемой резьбы. Размеры резьбового пластин 3 соответствуют размерам резьбы детали в том их положении, когда торец С корпуса 2 находится на определенном расстоянии (расчетном) от торца) втулки 1, а гайка 10 угшрается в торец ьтулки 1. В этом положении и производится щлифование резьбового профиля пластин 3 с выдерживанием соответствующих размеров наружного, среднего и внутреннего диаметров, а также радиуса закругления R . Процесс выдавливания внутренних резьб предлагаемь м устройством осуществляется следующим образом. Е co6pajiHOM виде устройство коническим хвостовиком 13 вставляют в конусное отверстие шпинделя 14 сверлильного станка, после чего стакан 17 жестко закреплякэт- на 2О. Предваритель. ную сборку устройс :ва осущестшшют при этом таким образом, чтобы торец С корnyoEi 2 касался торца D втулки 1, а между 5-гижпим торцом гайки 1О и торцом выточки втулки 1 оставался бы определенный расчетный размер. После закрепления устройства опусканием пиноли 20 его вводят резьбовыми пластинами 3 в отверстие детали 21 до тех пор, пока нижние торцы резьбовых пластин 3 не кос1гутся дна отверстия. Затем шпинделю 1.4 станка сообщают левое вращение (при иэготоЕяении правой резьбы), при котором втулка 1 начинает ввинчиваться резьбовым участком 15 в невращающую ся гайку 16. Ввинчиваясь, втулка 1 чере крышку 18 начинает пошшмать резьбовые пластины 3. Так как корпус 2 в осевом направлении остается неподвижным, а резьбовые пластины 3 движутся по наклонным пазам корпуса 2 вверх, то их наружный -диаметр увеличивается. Своими рабочими вершинами резьбовые пластины 3 начинают внедряться в повер ность отверстия гайки, образуя тем самым ее резьбовой профиль. Пружины 7 при этом сжимаются. Внедрение резьбовы пластин .3 в металл гайки продолжается до тех пор, пока втулка 1 торцом выточки не упрется в нижний торец гайки Ю. Это положение и показано на фиг. 1, т.е. то попоже1-ше, когда полный резьбовой профиль, за исключением участка В , образован по всей высоте отверстия. Рез кое возрастание крутящего момента при упоре втулки 1 в нижний торец гайки 10 приводит к тому, что пружина шарикового предохранительного устройства ежимается, шарик выходит из углубления гайки 16, и последняя начинает вращаться вместе со втулкой 1. Резьбовые плас тины 3 продолжают при этом вывинчиваться из резьбового отверстия гайки (детали) и под действием возникающей осевой сипы начинают поднимать пиноль 20 станка. В этот момент шпинделю 14 станка сообщают обратное направление вращения. Втулка 1 начинает вывинчиваться из гайки 16 и перемещать тем самым резьбовые пластины 3 относительно корпуса 2 вниз. Под действием пружин 7 резьбовые пластины 3 перемещаются к центру отверстия и выходят из зацеплекия с деталью гайки 21. Пиноль 20 646 вместе с устройегвом поднимают, устанавливают следую.щую деталь, и процесс повторяют. Возможен также и, вариант изготовления резьбовых отверстий без изменения направлеш1я вращения шпинделя. В этом случае пиноль 20 станКа вместе с устройством поднимается до тех пор, пока резьбовые пластины 3 полностью не вывернутся из резьбового отверстия гайки 21. Процесс изготовлештя CKBoaiaix резьбовых отверстий предлагаемым ует ройством анапогичен описанному. Прещтоженная конструкция устройства позволяет использовать его На ушгоерсаль- ных сверлильных стагпсах без всякой Jix модернизашш, а также выдавливать резьбу в сквозных .и глухих отверстиях. Формула изобретения Устройство для выдавливания внутрен- шгх резьб, содерл ащее корпус, резьбовые пластины, размещенные с возможностью перемещеш1я в продольных наклонных пазах корцуса, и втулку, установленную с возможностью перемещения в .юсевбм маправпении, отличающееся тем, что, с целью расщирешш номенклатуры обрабатываемых изделий н технологических возмолшостей, оно снабжено стаканом, . coocHT iM с корпусом, гайкой, рас1га ожешюй в стакане, к предохранительным устройством, установленным в стака- ite с возможностью взаимодействия с гайкой, корпус выполнен с кошхческим хвостовиком, а втулка связана с резьбовьм сиединешгем с гайкой. Источ1П1ки зп1(3юрмацш1, принятые во внимание при экспертизе 1.Фрут шн Ю. Л. Высокопроизводиельный резьбообразующий инструмент. ., Мащиностроенйе, 1977. 2.Авторское свидетельство СССР 742018, кл. В 21 Н 3/О8, il.O7.77 (прототип).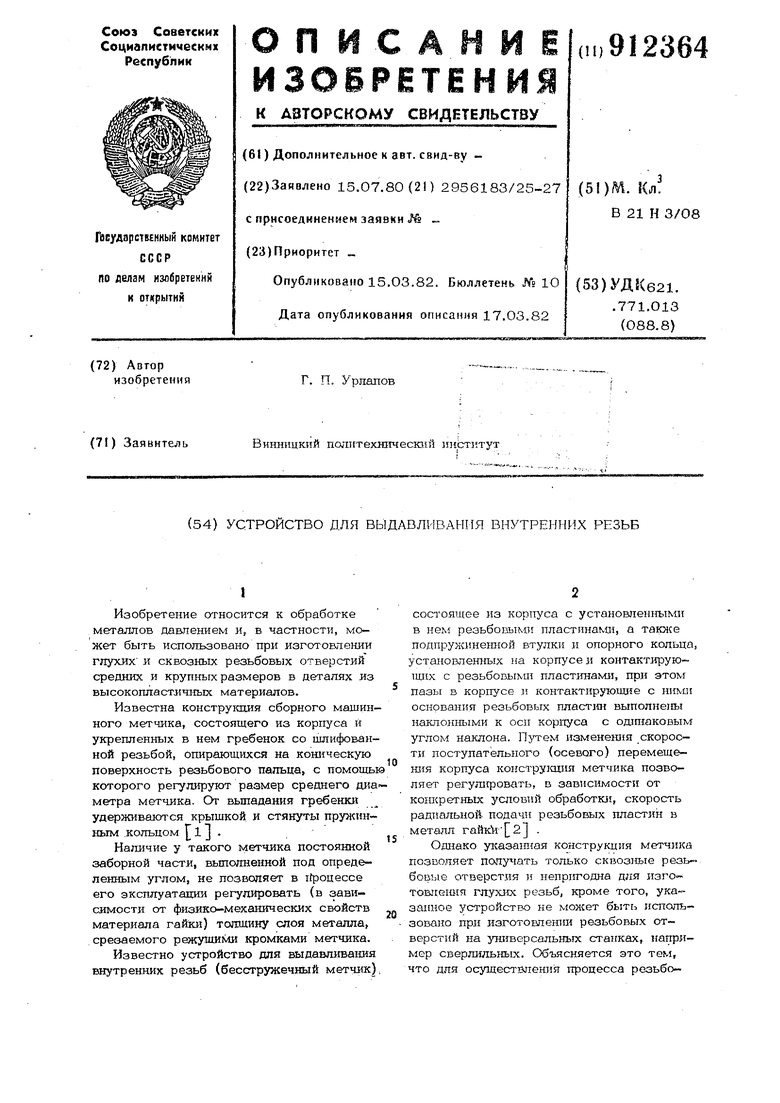
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдавливания внутренних резьб | 1980 |
|
SU927397A1 |
| Устройство для выдавливания внутренних резьб на деталях | 1980 |
|
SU975160A1 |
| Устройство для получения внутренних резьб на деталях | 1986 |
|
SU1411086A1 |
| Устройство для образования внутренней резьбы | 1981 |
|
SU967640A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Бесстружечный метчик | 1979 |
|
SU882690A2 |
| Патрон для крепления метчиков | 1986 |
|
SU1342613A1 |
| Шпиндельная бабка | 1981 |
|
SU996118A1 |
| Устройство для крепления концевого инструмента | 1989 |
|
SU1710275A2 |
| Бесстружечный метчик | 1979 |
|
SU863109A1 |