деформации изделил фиг.В
Изобретение относится к обработке металлов давлением.
Цель изобретения - повышение качества изделий путем повышения их геометрической точности.
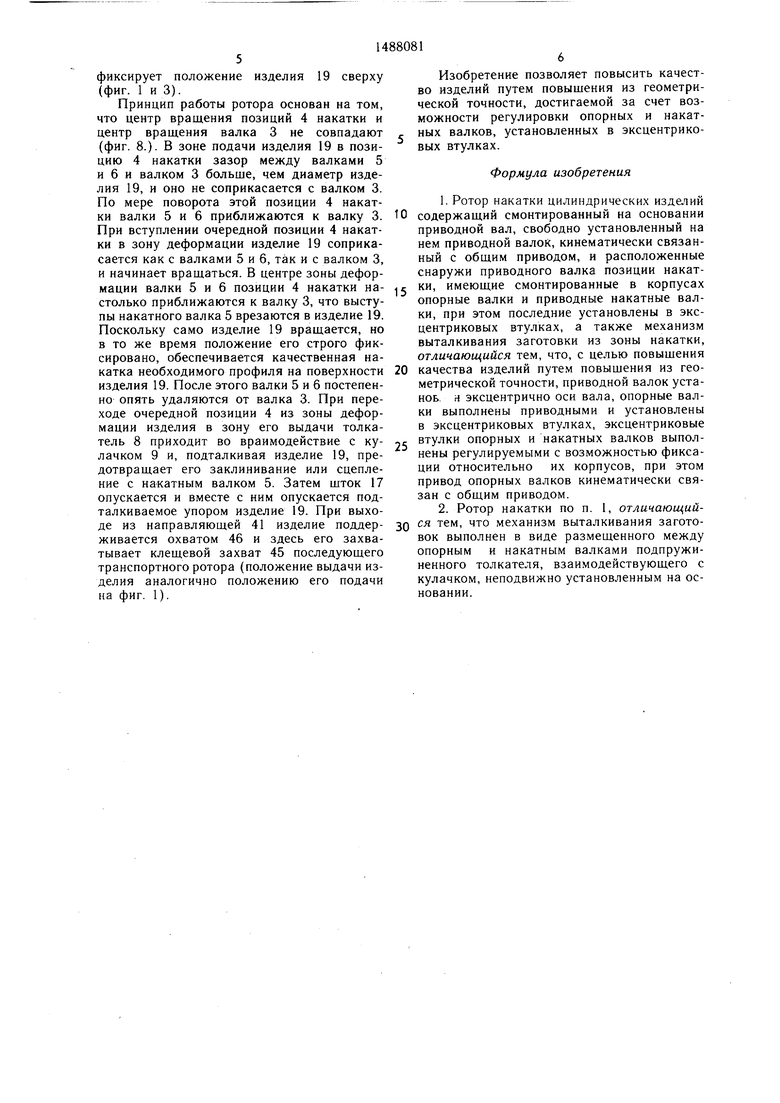
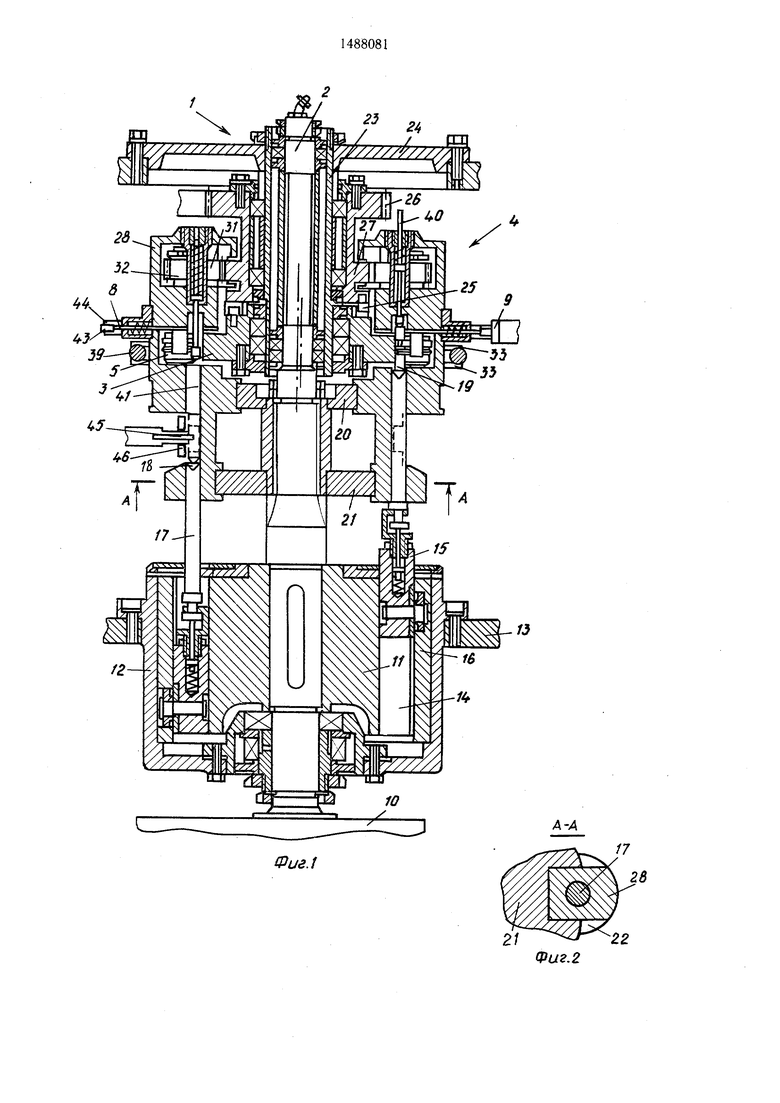
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - позиция накатки ротора, продольный разрез; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - разрез Д-Д на фиг. 5; на фиг. 8 - схема работы устройства.
Ротор содержит основание 1 и вертикально расположенный в нем приводной вал 2 с валком 3. -Валок 3 выполнен гладким и установлен эксцентрично валу 2. По периферии вала 2 размещены позиции 4 накатки (фиг. 1 и 3), каждая из которых содержит по два приводных валка - накатный валок 5 и опорный валок 6 (фиг. 5).
Оба валка 5 и б позиции 4 накатки установлены в эксцентриковых регулируемых втулках 7 (фиг. 7), положение которых фиксировано.
Между эксцентриковыми втулками 7 накатного 5 и опорного 6 размещен подпружиненный толкатель 8 накатанных изделий (фиг. 1, 3 и 4), взаимодействующий с неподвижно установленным на основании 1 кулачком 9 (фиг. 1). Вал 2 установлен в подшипниковых опорах и приводится во вращение через условно показанный редуктор 10. На нижнюю часть вала 2 насажен барабан 11, который размещен внутри неподвижного стакана 12, закрепленного в станине 13. В вертикальных направляющих 14 барабана 11 размещены ползуны 15, взаимодействующие с неподвижным пространственным пазовым кулачком 16, установленным между стаканом 12 и барабаном 11. Каждый ползун 15 сочленен с подпружиненным штоком 17 соответствующей позиции 4 накатки, в торце которого выполнено углубление 18 под изделие-заготовку 19.
Выше на вал 2 насажен блок дисков 20 и 21 с выемками 22 для установки позиции 4 накатки, а над ними - втулка 23, жестко связанная со станиной 24. Нижняя часть втулки 23 выполнена эксцентричной по отнощению к валу 2 (за счет разной толщины стенок этой части втулки 23) и на нее с возможностью вращения установлен валок 3 тоже эксцентрично валу 2 (фиг. 1 и 8). Валок 3 кинематически связан во- дилом 25 с блоком зубчатых колес 26 и 27, который свободно насажен на концентричную валу 2 часть втулки 23. Верхнее зубчатое колесо 26 блока является приводным (привод не показан), а нижнее колесо 27 служит приводом накатного валка 5 и опорного валка 6 каждой позиции 4 накатки.
0
5
Каждая позиция 4 накатки (фиг. 3) представляет собой съемный корпус 28, в котором смонтированы две оси 29 и два валика 30 (фиг. 6 и 7). На каждой оси 29 насажено промежуточное зубчатое колесо 31, взаимодействующее с соответствующим зубчатым колесом 32, насаженным на валик 30.
Под колесом 32 на одном из валиков 30 жестко закреплен фасонный накатной валок 5 (фиг. 3), а на другом - гладкий опорный валок 6 (фиг. 7). Сами валики 39 смонтированы каждый в эксцентриковой втулке 7, снабженной двумя (один под другим) рычагами 33. В рычагах 33 выполнены соосные отверстия 34, переходящие в открытый паз 35 (фиг. 5 и 7). Между рычагами 33 каждой из двух втулок 7 размещен цилиндрический вкладыш 36, штыри 37 которого вставлены в отверстия 34 рычагов 33. Диаметр штырей 37 меньше диаметра вкладыша 36, и они имеют два параллельных среза по бокам. В каждом из двух вкладышей 36 выполнено резьбовое отверстие 38, в эти отверстия 38 ввернут винт 39, регулирующий положение эксцентриковых втулок 7 их поворотом, а вместе с тем и положение валков 5 и 6. Такая регулировка положения втулок 7 осуществима благодаря тому, что вкладыши 36 установлены в отверстиях 34 с возможностью поворота (в небольших пределах).
Сверху в центре корпуса 28 позиции 4 накатки установлен с возможностью вращения и возвратно-поступательного перемещения вверх-вниз подпружиненный упор 40 (фиг. 3 и 6), который в свободном положении находится на уровне нижней кромки валков 5 и 6 (фиг. 1). Снизу оппозитно упору 40 в направляющей 41 размещен шток 17, верхняя часть 42 которого выполнена с воз- можностью вращения (фиг. 3).
Подпружиненный толкатель 8 позиции 4 накатки установлен таким образом, что без воздействия кулачка 9 находится вне соприосновения с изделием 19. Взаимодействие олкателя 8 с кулачком 9 осуществляется через ролик 43, установленный на рычаге 44.
Ротор накатки работает следующим об- разом.
При включении привода вал 2 (фиг. 1), а вместе с ним и барабан 11 позиции 4 накатки приходят во вращение. Независимо от них через блок зубчатых колес 26 и 27 приводятся во вращение валок 3 и валки 5 и 6 всех позиций накатки. Очередной клещевой захват 45 предшествующего транспортного ротора (не показан) подает изделие 19 в одну из позиций 4 накатки под охват 46. Шток 17 этой позиции 4 поднимается, перемещает изделие 19 по направляющей 41 и устанавливает его между валками 5 и 6 и валком 3. По ходу подъема изделие 19 поджимает упор 40, который в дальнейшем
Изобретение позволяет повысить качество изделий путем повышения из геометрической точности, достигаемой за счет возможности регулировки опорных и накатных валков, установленных в эксцентриковых втулках.
Формула изобретения
1. Ротор накатки цилиндрических изделий
фиксирует положение изделия 19 сверху (фиг. 1 и 3).
Принцип работы ротора основан на том, что центр вращения позиций 4 накатки и центр вращения валка 3 не совпадают (фиг. В.). В зоне подачи изделия 19 в позицию 4 накатки зазор между валками 5 и 6 и валком 3 больще, чем диаметр изделия 19, и оно не соприкасается с валком 3. По мере поворота этой позиции 4 накатки валки 5 и 6 приближаются к валку 3. Ю содержащий смонтированный на основании При вступлении очередной позиции 4 накат-приводной вал, свободно установленный на
ки в зону деформации изделие 19 соприка- нем приводной валок, кинематически связан- сается как с валками 5 и 6, так и с валком 3, ный с общим приводом, и расположенные и начинает вращаться. В центре зоны дефор- снаружи приводного валка позиции накат- мации валки 5 и б позиции 4 накатки на- j ки, имеющие смонтированные в корпусах
столько приближаются к валку 3, что высту-
пы накатного валка 5 врезаются в изделие 19. Поскольку само изделие 19 вращается, но в то же время положение его строго фиксировано, обеспечивается качественная накатка необходимого профиля на поверхности 20 качества изделий путем повышения из геоизделия 19. После этого валки 5 и б постепен-метрической точности, приводной валок уста- но опять удаляются от валка 3. При пере- нов. а эксцентрично оси вала, опорные вал- ходе очередной позиции 4 из зоны дефор- ки выполнены приводными и установлены мации изделия в зону его выдачи толка- в эксцентриковых втулках, эксцентриковые тель 8 приходит во враимодействие с ку- с втулки опорных и накатных валков выпол- лачком 9 и, подталкивая изделие 19, пре- нены регулируемыми с возможностью фикса- дотвращает его заклинивание или сцепле- ции относительно их корпусов, при этом ние с накатным валком 5. Затем шток 17 привод опорных валков кинематически свя- опускается и вместе с ним опускается под- зан с общим приводом.
талкиваемое упором изделие 19. При выхо-2. Ротор накатки по п. I, отличающийде из направляющей 41 изделие поддер- ЗО механизм выталкивания загото- живается охватом 46 и здесь его захва- вок выполнен в виде размещенного между тывает клещевой захват 45 последующего опорным и накатным валками подпружи- транспортного ротора (положение выдачи из- ненного толкателя, взаимодействующего с делия аналогично положению его подачи кулачком, неподвижно установленным на ос- на фиг. 1).новании.
опорные валки и приводные накатные валки, при этом последние установлены в эксцентриковых втулках, а также механизм выталкивания заготовки из зоны накатки, отличающийся тем, что, с целью повышения
Изобретение позволяет повысить качество изделий путем повышения из геометрической точности, достигаемой за счет возможности регулировки опорных и накатных валков, установленных в эксцентрикосодержащий смонтированный на основании приводной вал, свободно установленный на
вых втулках.
Формула изобретения
1. Ротор накатки цилиндрических изделий
содержащий смонтированный на основании приводной вал, свободно установленный на
нем приводной валок, кинематически связан- ный с общим приводом, и расположенные снаружи приводного валка позиции накат- ки, имеющие смонтированные в корпусах
качества изделий путем повышения из геометрической точности, приводной валок уста- нов. а эксцентрично оси вала, опорные вал- ки выполнены приводными и установлены в эксцентриковых втулках, эксцентриковые втулки опорных и накатных валков выпол- нены регулируемыми с возможностью фикса- ции относительно их корпусов, при этом привод опорных валков кинематически свя- зан с общим приводом.
опорные валки и приводные накатные валки, при этом последние установлены в эксцентриковых втулках, а также механизм выталкивания заготовки из зоны накатки, отличающийся тем, что, с целью повышения
2/ -22 Фиг. 2
Ъ
36
5ff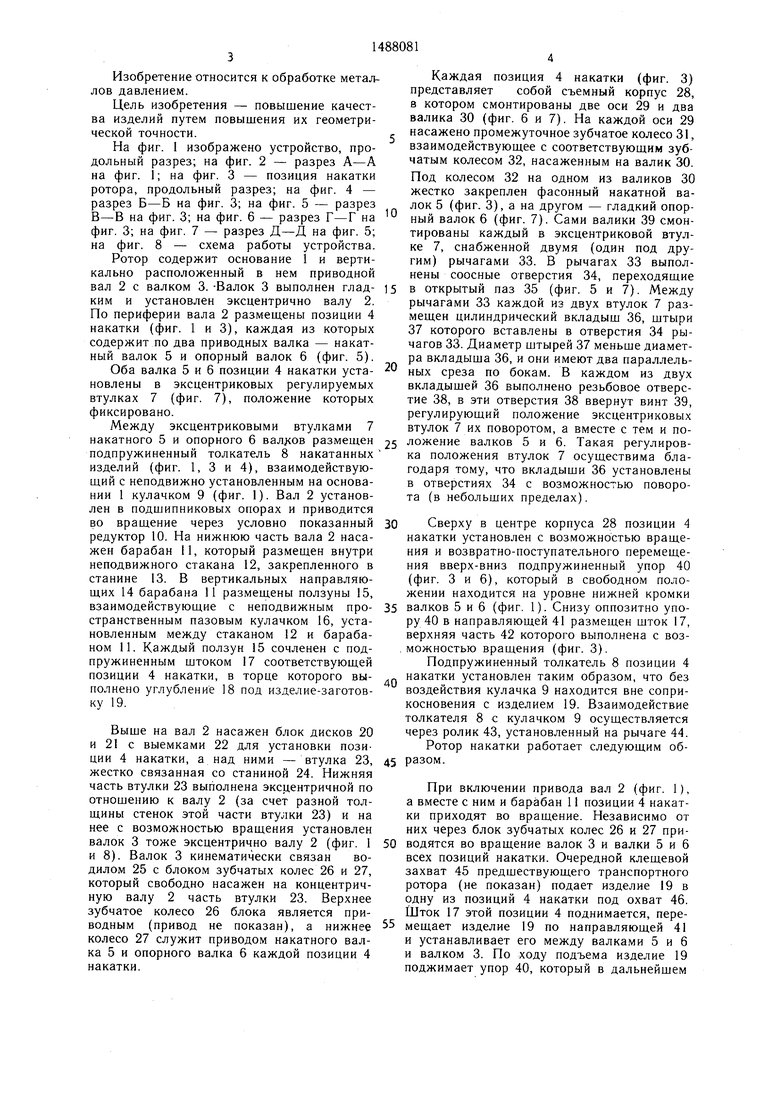
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Устройство для прокатки цилиндрических изделий | 1982 |
|
SU1034821A2 |
| Устройство для накатки зубчатых профилей на валах | 1980 |
|
SU956117A1 |
| Многопоточная рабочая машина непрерывного действия | 1977 |
|
SU732147A1 |
| Устройство для прокатки зубчатых колес | 1989 |
|
SU1697959A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |

Изобретение относится к обработке металлов давлением, а именно к изготовлению изделий, имеющих форму тел вращения, например, роторов. Цель изобретения - повышение качества изделий путем повышения их геометрической точности. Заготовка 19 устанавливается на вращаемые упоры между вращающимся в одном направлении и вокруг своих осей валкам 3, опорными валками 6 и накатными валками 5. Заготовка 19 захватывается вращающимися 5 и опорными 6 валками и при повороте позиций накатки 4 постепенно прижимается к валку 3 до зоны деформации. В зоне деформации осуществляется накатка заготовки 19 за счет максимальной величины эксцентриситета валка 3. При дальнейшем вращении валка 3 относительно валков 5 и 6 величина эксцентриситета уменьшается, а процесс накатки прекращается. Возможность вращения заготовки 19 в валках 5 и 6 и равномерная деформация заготовки 19 при накатке, а также возможность регулировки валков 5 и 6 за счет установки их в эксцентриковых втулках позволяет повысить качество изделий. 1 з.п.ф-лы, 8 ил.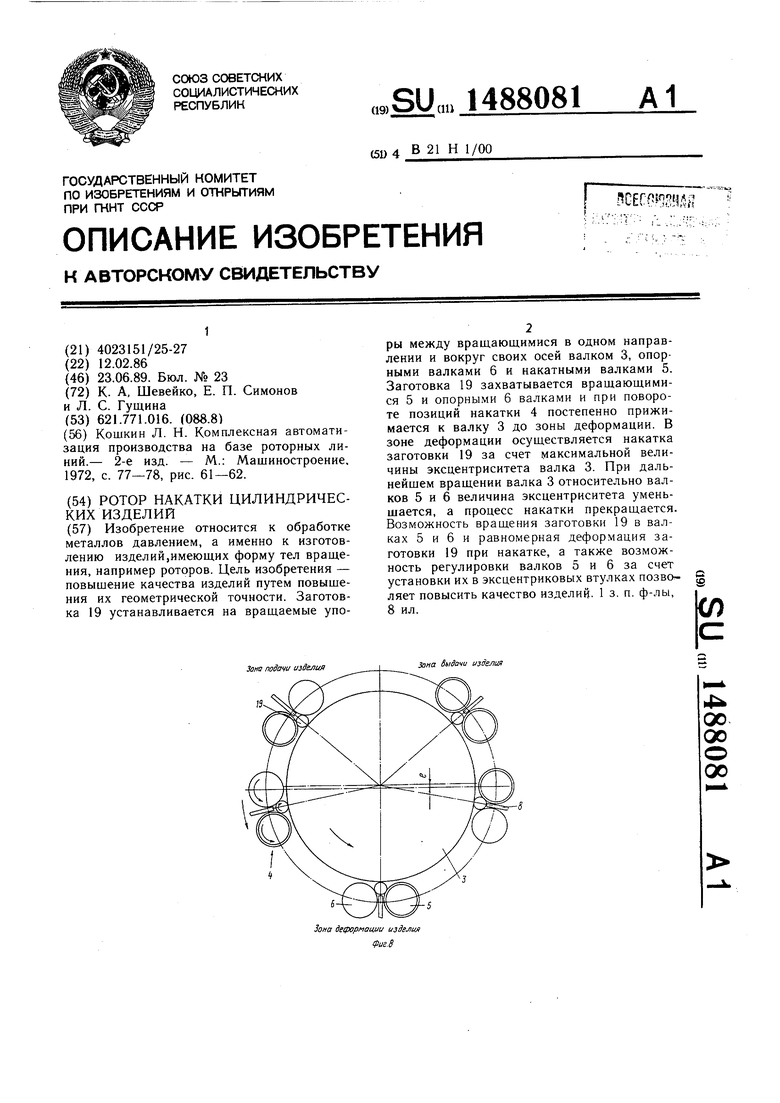
Фие.6
| Кошкин Л | |||
| Н | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
