(54) РОЛИКОВАЯ РАСКАТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулируемая раскатка | 1981 |
|
SU956255A2 |
| Роликовая накатка | 1990 |
|
SU1754425A1 |
| Раскатка для упрочняюще-чистовой обработки поверхностей | 1977 |
|
SU712237A1 |
| Раскатка для обработки отверстий | 1980 |
|
SU944899A1 |
| Роликовая раскатка | 1986 |
|
SU1625669A2 |
| Устройство для отделочно-упрочняющей обработки | 1990 |
|
SU1764970A1 |
| УСТАНОВКА ДЛЯ РАСКАТКИ И СТАБИЛИЗАЦИИ ДОРОЖЕК КАЧЕНИЯ ШАРИКОВЫХ ПОДШИПНИКОВ | 2015 |
|
RU2611615C1 |
| Комбинированный раскатник | 1990 |
|
SU1722795A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| Раскатка | 1974 |
|
SU841937A1 |
I
Изобретение относится к металлообработке, а частности к инструментам для обработки металлов пластическим деформированием, и может быть использовано для чистовой и упроч- . няющей обработки внутренних поверхностей деталей.
Известны раскатки, содержащие оправку, в которой под углом к ее оси расположены деформирующие ролики, контактирующие с опорным элементом 1.
Недостатком известной раскатки является то, что деформирующие поверхности частей ролика выполнены с разными заборными и обратными углами. У одной части ролика заборной является радиусная часть, а обратной - торцовая, а у другой - наоборот, что приводит к возникновению неравномерного пятна контакта и снижению качества обработки. Помимо этого регулирующим элементом между частями ролика является мерная шайба, которая не позволяет производить поднастройку рабочего размера раскатки в процессе обработки.
Цель изобретения - повышение производительности и качества обработки.
Эта цель достигается тем, что в роликовой раскатке, содержащей установленный под углом в оправке деформирующий ролик, выполненный из сопряженных торцами частей, связанных регулирующим-элементом, части ролика размещены в оправке несоосно,причем оси всех частей ролика расположении на единой конической поверхности.
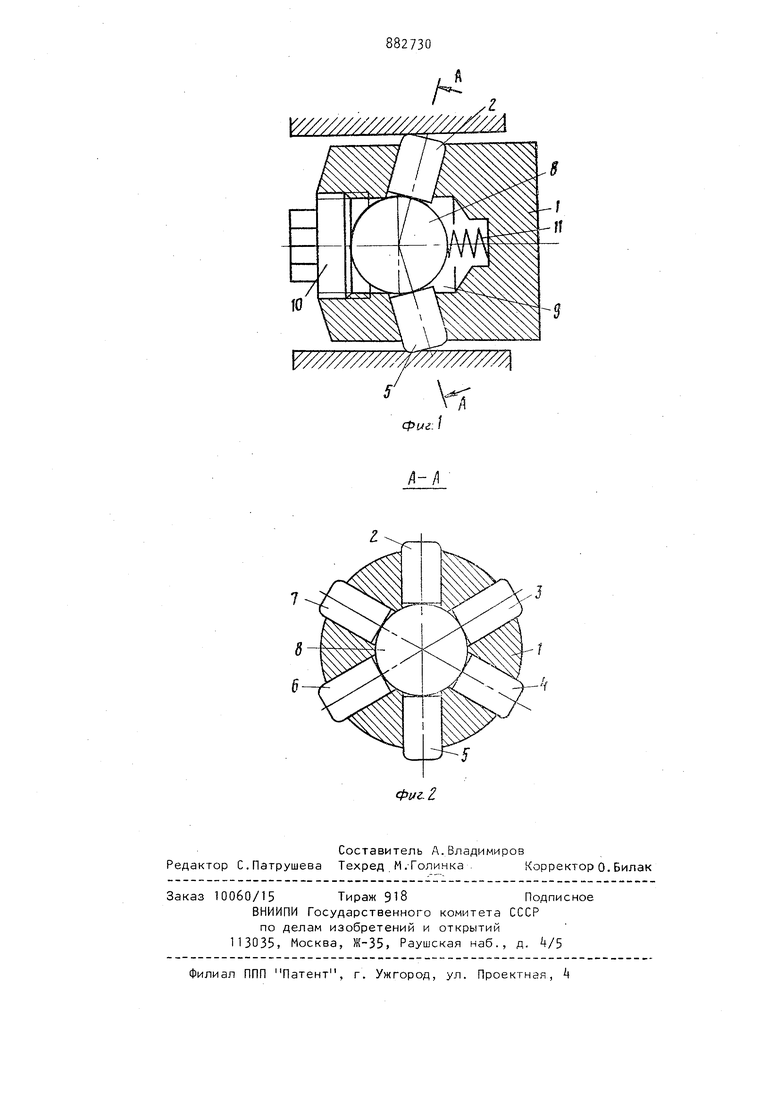
На фиг.1 изображена предлагаемая роликовая раскатка , на фиг.2 - разрез /А-А на фиг. 1.
Предлагаемая роликовая раскатка состоит из оправки 1, несущей деформирующие ролики 2-7 торцы которых сопряжены друг с другом посредством регулирующего элемента 8, выполненного в виде шара, установленного с возможностью перемещения в отверстии 9 оси оправки 1 под воздействием проб ки 10 и взаимодействующего с упруги элементом 11. Оси всех роликов 2-7 лежат на ед ной конической поверхности, вершина которой находится в точке пересечения осей частей ролика с осью оправ ки. Угол установки всех роликов 2-7 выбран таким, чтобы обеспечить одно временный контакт деформирующих поверхностей роликов с поверхностью обрабатываемого отверстия. Работа предлагаемой роликовой ра катки осуществляется следующим обра .зом. Предварительно ролики 2-7 раскатки настраивают на требуемый размер обработки путем перемещения шара 8 пробкой 10. Обрабатываемую заготовку устанавливают, закрепляют на станке и сообщают ей и раскатке рабочие движения вращения и подачи. Деформирующие поверхности роликов 2-7 одновременно вступают в контакт с заготовкой и, вследствие заданного натяга обработки, производят пластическое деформирование микронеровностей обрабатываемой поверхности. При этом каждый из роликов 2-7, вращаясь вокруг своей оси,контактирует с шаром 8 в точке, что снижает трение на поверхности их контакта, а шар 8 под воздействием упругого элемента 11 постоянно контактирует с пробкой 10, ЧТО исключает самопроизвольные его перемещения вдоль оси оправки 1 в отверстии 9 и нарушение заданного размера обработки. Вследствие размещения в оправке 1. одновременно работающих, роликов 2-7 рабочую подачу роликовой раскат ки увеличивают пропорционально количеству частей ролика без нарушения качества обработки. Поскольку ролики 2-7 размещены так, что их ос лежат на единой конической поверхно ти, то все части ролика имеют одинаковые заборные и обратные деформирующие поверхности, что позволяет получить одинаковые пятна контакта этих частей ролика с заготовкой . 4 По окончании рабочего хода обработку прекращают. При необходимости перенастройки роликовой раскатки на другой рабочий размер производят перемещение роликов 2-7 шаром 8, осуществляя бесступенчатое регулирование рабочего размера. Таким образом, размещение в предлагаемой роликовой раскатке частей ролика несоосно позволяет разместить в одном ряду количество частей ролика больше двух, что повышает производительность обработки пропорционально количеству частей ролика, а размещение их осей на единой конической поверхности дает возможность производить обработку одинаковыми у всех частей заборными и обратными деформирующими поверхностями, что повыша- . ет качество обработки на 15-25 по сравнению с известными раскатками. Выполнение же регулировочного элемента в виде шара, установленного с возможностью перемещения вдоль оси оправки, позволяет производить бесступенчатое регулирование рабочего размера раскатки. Формула изобретения 1.Роликовая раскатка, родержащая оправку, в которой под углом к ее оси расположены деформирующие ролики, контактирующие с опорным элементом, отли чающаяся тем, что, с целью повышения производительности и качества обработки, опорный элемент выполнен в виде шара, установленного с возможностью регулирования, при этом деформирующие ролики контактируют с опорным элементом своими торцами, а их оси расположены на единой конической поверхности. 2.Раскатка по п. 1, о т л и ч а ю щ а я с я тем, что частей ролика может быть больше двух. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 368996, кл. В 24 В 39/02, 1971.
////////////////////// //Л
/
W
ф1лг. I
А-К
