Изобретение отиосил-я к технологии формования :еталлоп.)лимернь х .гегэлей, а именно к способу из|-от(1вления армированных металлической арматурой деталей на основе алифа1ических полиамидов, ii может бьЕть использовано для изготовления высокопрочных деталей различных агрегатов и .
Цель изобретения - повы1иение прочности соединения полиамида с металлической арматурой.
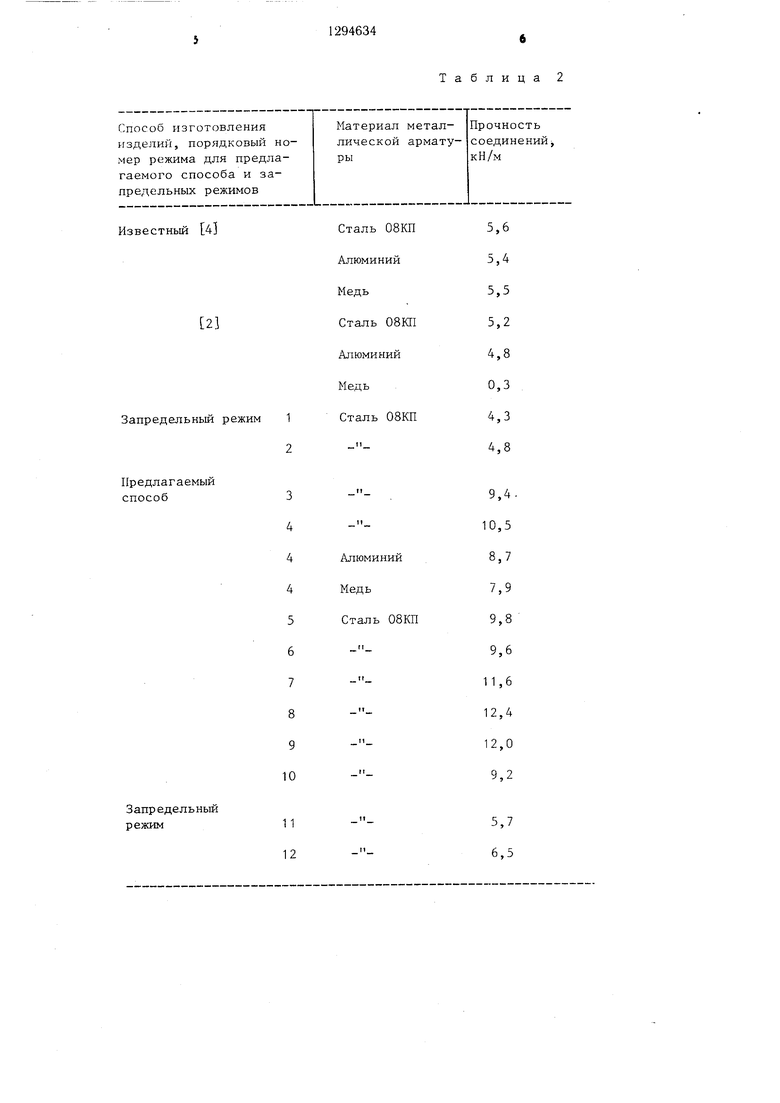
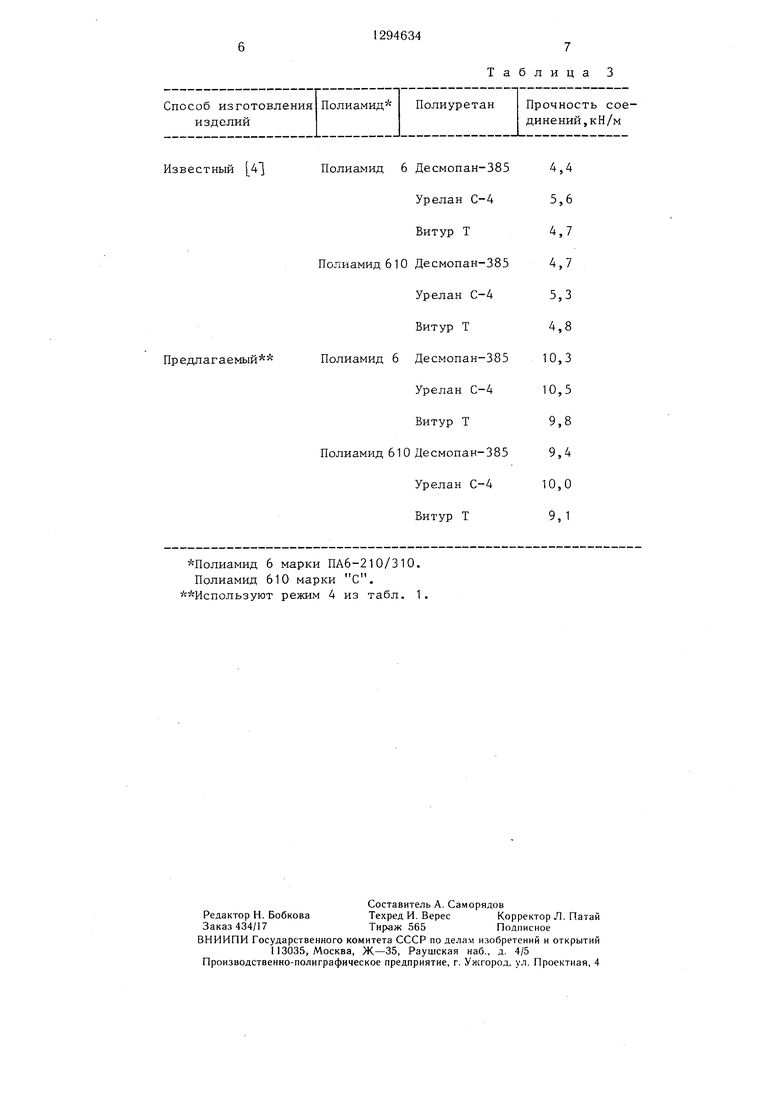
совывание производят в специальной литьевой форме на термо 1ластавтомате по следую- и№му режиму: температура литья по зонам: I - 200, И - 210, III - 240 и IV - 240°С, давление литья - 65 МПа, время выдержки под давлением - 8 с, время охлаждения - 40 с. Температура фольги при оп- рессовывании составляет 25-50°С. Размер полиамидных облицовок, напрессовываемых на фольгу, 110X10X2 мм. Испытания обПримеры 1-12. Приготавливают 10%- 10 разцов производят через сутки после их изные (мас.%) растворы термопластичных полиуретанов в тетрагидрофуране. После приготовления растворов производят обезжиривание металлических фольг путем их многократного протирания тампонами, смоготовления. Прочность соединения полиамидов с фольгой определяют методом отслаивания фольги от полиамидной облицовки (машина ZP-40, скорость перемещения подвижного зажима 50 мм/мин) и характериченными в ацегоне и толуоле. После это- зуют удельным усилием отслаивания в кН/м. го фольги устанавливают в горизонтальноеСвойства полученных армированных деталей
приведены в табл. 2 и 3.
положение и наносят на них растворы полиуретанов с таким расчетом, что пос,пе испарения тетрагидрофурана (теглпература испарения 20-25°С) на поверхности фольг остается пленка толщиной примерно 200 мкм. После испарения тетрагидрофурана фольги термообрабатыпают при 160°С в течение 15 мин. Далее их вновь устанавливают в горизонтальное положение и наносят на поверхь ость полиуретана раствор нафте- ната кобальта и аддукта 2,4-толуилендиизоцианата и триметилолпропана формулы
ЖО
C2H5 C{CH20CONH(СН.з)з
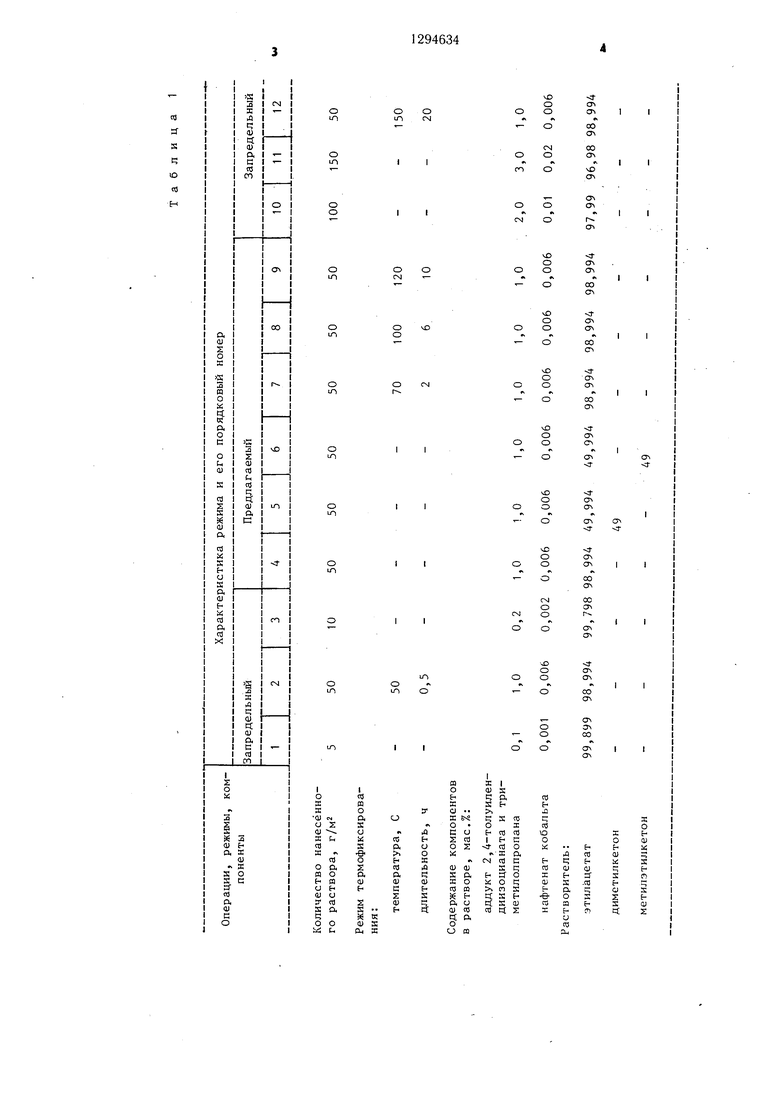
в количестве, указанном в таб.:. 1.
Растворитель удаляют испарением при 20-50°С (толщина слоя после испарения растворителя составляет 0,05-0,5 мкм). Me- тодом литья под давлением производят оп- рессовывание фольг Iюлиaмидa /Iи. Опрес
совывание производят в специальной литьевой форме на термо 1ластавтомате по следую- и№му режиму: температура литья по зонам: I - 200, И - 210, III - 240 и IV - 240°С, давление литья - 65 МПа, время выдержки под давлением - 8 с, время охлаждения - 40 с. Температура фольги при оп- рессовывании составляет 25-50°С. Размер полиамидных облицовок, напрессовываемых на фольгу, 110X10X2 мм. Испытания об разцов производят через сутки после их изготовления. Прочность соединения полиамидов с фольгой определяют методом отслаивания фольги от полиамидной облицовки (машина ZP-40, скорость перемещения подвижного зажима 50 мм/мин) и характери зуют удельным усилием отслаивания в кН/м. Свойства полученных армированных деталей
зуют удельным усилием от Свойства полученных арм
приведены в табл. 2 и 3.
Формула изобретения
1.Способ изготовления армированных деталей на основе алифатических полиамидов, включающий нанесение на металлическую арматуру промежуточного слоя из термопластичного полиуретана и последующее опрессовывание ее полиамидом, от- личающийся тем, что, с целью повыщения прочности соединения полиамида с арматурой, на поверхность промежуточного слоя перед опрессовыванием наносят в количестве 10-100 г/м раствор состава, мае.: Аддукт 2,4-толуилендиизоцианата и триметилолпропана0,2-2,0
Нафтенат кобальта0,002-0,01
Органический растворитель Остальное и испаряют растворитель.
2.Способ по п. 1, отличающийся тем, что опрессованные детали термообрабаты- вают при 70-120°С в течение 2-10 ч.
п)
sr s
G Ю П)
H
Способ изготовления ргзделий, порядковый номер режима для предлагаемого способа и запредельных режимов
43
21
ьй режим
ый
ый
1 2
3 4 4 4 5 6 7 8 9 10
11 12
Сталь 08КП
Алюминий
Медь
Сталь ОВКП
Алюминий
Медь
Сталь 08КП
Алюминий Медь Сталь 08КП
Таблица 2
Прочность
соединений
кН/м
5,6 5,4 5,5 5,2 4,8 0,3 4,3 4,8
9,4.
10,5
8,7
7,9
9,8
9,6
11,6
12,4
12,0
9,2
5,7 6,5
41
ый
Полиамид 6 Десмопан-3854,4
Урелан С-45,6
Витур Т4,7
Полиамид 610 Десмопан-3854,7
Урелан С-45,3
Витур Т4,8
Полиамид 6 Десмопан-38510,3
Урелан С-410,5
Витур Т9,8
Полиамид 610 Десмопан-3859,4
Урелан С-410,0
Витур Т9,1
Полиамид 6 марки ПАб-210/310.
Полиамид 610 марки С. Используют режим 4 из табл. 1.
Таблица 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полиуретановой облицовки на металлических изделиях | 1984 |
|
SU1265209A1 |
| Способ изготовления армированных металлом изделий из полиамидов | 1978 |
|
SU882757A1 |
| Способ получения облицовки на металлических изделиях | 1983 |
|
SU1264992A1 |
| Способ получения металлополимерных изделий | 1988 |
|
SU1682363A1 |
| Адгезионный состав | 1983 |
|
SU1151567A1 |
| Способ получения покрытия на металле | 1975 |
|
SU588693A1 |
| Способ адгезионного соединения полиамидов с медью | 1988 |
|
SU1553551A1 |
| Способ получения покрытий на металлических деталях | 1980 |
|
SU978945A1 |
| Адгезионный состав | 1987 |
|
SU1458367A1 |
| Способ нанесения полимерного покрытия | 1980 |
|
SU994281A1 |
Изобретение относится к технологии формования металлополимерных деталей, конкретно к способу изготовления армированных металлических арматурой деталей на основе алифатических полиамидов, и может быть использовано для изготовления высокопрочных деталей различных агрегатов и машин. Изобретение позволяет путем нанесения на металлическую арматуру промежуточного слоя из термопластичного полиуретана, затем слоя, содержащего аддукт 2,4-толуилендиизоцианата и триметилолпро- пана и нафтенат кобальта, и последующего опрессовывания ее алифатическим полиамидом получать металлополимерные детали, имеющие прочность соединения полиамида с металлической арматурой, равную 7,9- 12,4 кН/м. 1 з.п. ф-лы, 3 табл. ю КЛ 1чЭ со J О5 00 N
| Способ изготовления армированных металлом изделий из полиамидов | 1974 |
|
SU526526A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Способ изготовления армированных металлом изделий из полиамидов | 1978 |
|
SU882757A1 |
| Солесос | 1922 |
|
SU29A1 |
| Кардашов Д | |||
| А | |||
| и др | |||
| Полимерные клеи.- М.: Химия, 1983, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Способ изготовления армированных изделий из пластмасс | 1979 |
|
SU859177A1 |
| Солесос | 1922 |
|
SU29A1 |
