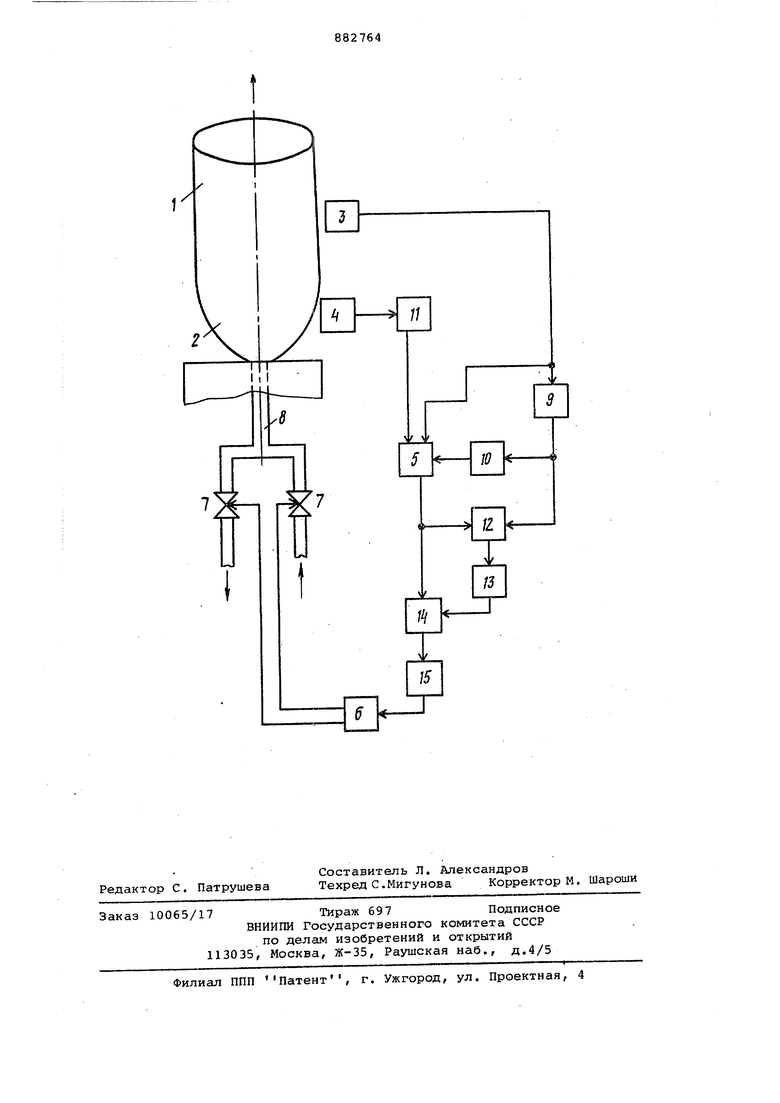
Изобретение относится к автоматизации процессов переработки пластмасс и может быть использовано в производстве рукавных пленок. известна система автоматического регулирования диаметра рукавной пленки, содержащая датчик отклонения диаметра от заданного значения, регулятор и исполнительный механизм системы раздува И. Недостатком известной системы является недостаточная точность.стабилизации диаметра рукава, так как про ноз изменения диаметра в процессе изготовления не производится. Наиболее близкой из известных систем по технической сущности является система автоматического регулирования диаметра рукава рукавной пленки, содержащая первый и второй датчики отклонения диаметра рукава, блок вычитания, соединенный последо в ательно через блок умножения и вен тиль с ключом, блок определения полярности 2 . Недостатком известной системы яв ляется низкая точность стабилизации диаметра рукава. Цель изобретения повышение точности стабилизации диаметра рукава. Указанная цель достигается тем, что система автоматического регулирования диаметра рукава рукавной пленки, содержащая первый и второй датчи ки отклонения диаметра рукава, блок вычитания, соединенный последовательно через блок умножения и вентиль с ключом, блок определения полярности, снабжена блоком запаздывания, элементом нечувствительности, релейным элементом и импульсным модулятором, причем вход блока запаздывания соединен с выходом второго датчика отклонения диаметра рукава, а выход блока запаздывания со входом блока вычитания, вход элемента нечувствительности соединен с выходом первого датчика отклонения диаметра рукава, а выход элемента нечувствительности со входом блока умножения, и через репейный -элемент со входом блока вычитания, вход импульсного модулятора соединен с выходом ключа, а выход импульсного модулятора соединен со входом блока определения полярности. На чертеже изображена схема автоматического регулирования диаметра рукава. Система содержит пленку в виде рукава 1, столб 2 расплава, первый датчик 3 отклонения диаметра рукава 1, установленный в зоне затвердевания пленки, второй датчик 4 отклонения диаметра рукава 1, установ ленный у столба расплава пленки, блок 5 вычитания, блок 6 определения полярности, разделяющий входной сигнал на сигналы разной полярности соединенные с. выходами блока б клапаны 7, управляющие подачей воздуха или отсосом его из рукава 1, магистраль 8, по которой осуществляется по дача воздуха в рукав 1 и столб 2 рас плава, элемент 9 нечувствительности соединенный входом с выходом датчика 3, релейный элемент 10, подсоединеннУй входом к выходу элемента 9 нечувствительности, а выходом к тртьему входу блока 5 вычитания, блок 11 запаздывания, подключенный входом к датчику 4, а выходом к первому входу блока 5 вычитания, второй вход блока 5 вычитания со знакомподсоединен к выходу датчика 3, блок 12 умножения, соединенный входами с выходами блока 5 вычитания и элемента 9 нечувствительности и соединенный последовательно через вентиль 13, ключ 14 и импульсный модулятор 15 ко входу блока 6, а управляющий вход ключа 14 соединен с выходом бло ка 5 разности. С выхода первого датчика 3 на вхо элемента 9 поступает сигнал X , -масштабный коэффициент. где K В/см; iDy, -отклонение от заданного значения диаметра рукава 1 в зоне затвердевания,см С выхода второго датчика 4 на вхо блока 11 запаздывания поступает сигнал bDjj, равный отклонению от заданного значения диаметра столба распла ва 2. С выхода блока 11 запаздывания. на вход блока 5 вычитания поступает задержанный сигнал, равный ЛОс - ADc{t-t), где t - время, с, t - постоянная времени задержки блока 11 запаздывания. В блоке 6 осуществляется разделение входного .сигнала на положительны и отрицательный сигналы, каждый из которых подается на соответствующий .клапан 7. Элемент 9 нечувствительности осуществляет преобразование сигнала по следующей зависимости у О при 1х|- IX }и1 I у х-хз«при1х| |х JM) , где у - выходной сигнал элемента 9 X - входной сигнал элемента 9; х-,, - величина зоны нечувствительности. Релейный элемент 10 осуществляет преобразование входного сигнала у в выходной по следующей зависимости f Блок 12 умножения и вентиль 13 осуществляют следующее преобразрвание l SiOfnPЛs q;«C|, , (i) -выходной сигнал вентиля 13;. -входные сигналы блока 12; -знак коньюнкции или умножения для однополярных сигналов. На ключ 14 с выхода вентиля 13 подается только положительный сигнал 1 или . Если , то ключ 14 пропускает сигнал р. Преобразование входного сигнала ключом 14 имеет вид m р при , m О при , входной сигнал ключа 14 где р ходной сигнал с блока 5 вычитания) ; выходной сигнал, управляющий. Импульсный модулятор 15 осуществляет преобразование непрерывного сигнала в импульсный, например в частотно-импульсный, по следующей зависимости , где fn - частота импульсов; к - коэффициент пропорциональности;X - входной сигнал импульсного модулятора 15. Каждый из первого и второго датчиков 3 и 4 по мере вытягивания пленки в виде рукава 1 из столба 2 расплава вырабатывает сигнал, пропорциональный отклонению диаметра (радиуса) относительно заданного значения: на выходе первого датчика 3дО, на выходе второго датчика 4 дВр. Сигнал на выходе блока разности 5 имеет вид: PH u:jr-K KM.,u:3n+H- wib ot- - jbVi де К «1(1. - масштабный коэффициент; KjjKijiK, - коэффициенты по входам блока 5 вычитания, ак как всем изменениям диаметра руава 1 в зоне затвердевания пленки редшествуют измения диаметра в столе 2 расплава, то, выбирая соответтвующим образом коэффициенты. К, и i(предварительно при К4. 0) , полуим сигнал ДО, близкий к производой изменения диаметра в зоне затверевания. Блок совпадения, образованый блоком 12 умножения и вентилем 13 позволяет получить сигнал упавления для ключа 14, близкий к сигналу, заданному преобразователем(2). Тогда на выходе ключа 14 будет появляться сигнал т, пропорциональный его входному сигналу р, но только в момент времени, когда входной сигнал р увеличивается по модулю. Т.е., если входной сигнал р представляет собой синусоиду, то на выходе ключа 14 сигнал m представляет собой части этой синусоиды, пропорциональные первой половине каждой, полуволны Эти разнополярные части синусоиды, промодулированные импульсами в импульсном модуляторе 15, разделяются по знаку в блоке 6 и пЬдаются на клапаны 7, причем, если диаметр увеличивается, то срабатывает клапан 7, соединенный с магистралью отсоса, если же диаметр уменьшается, то срабатывает клапан 7, соединенный с магистралью подачи воздуха.
Рассматриваемая система относится к системам, в которых управление исполнительным органом осуществляется в зависимости от знака и величины производной сигнала ошибки. Причем у равление включается только при увеличении сигнала ошибки. Нелинейность закона управления приводит к автоколебаниям в системе.
Элемент 9 нечувствительности введен в систему с целью уменьшения частоты автоколебаний и, следовательно скорости изменения сигналов в системе, что при определенной величине зоны нечувствительности приводит к уменьшению амплитуды автоколебаний. Кроме того, введение в систему зоны нечувствительности уменьшает влияние на ее динамику действующих в ней шумов.
Чтобы ликвидировать возникающую в системе из-за регулирования по скорости статическую ошибку, размыкание системы можно проводить при достижении сигналом dDc некоторого уровня в сторону уменьшения сигнала aD,. Для этого в систему введен релейный элемент 10, выходной сигнал с которого Z подан на вход блока 5 вычитания с коэффициентом К4. От величины произведения зависит скорость изменения сигналов в системе и, следовательно, частота автоколебаний.
Введением в систему блока II запаздывания осуществляется компенсация в сигнале дО опережающего влият ния сигнала лО по сравнению с появлением изменений из-за этого в сигнале дО, что вместе с уменыиением влияния шумов в системе и ликвидации статистической смиибки приводит к повьлшению точности.
Предлагаемая система позволяет вместе с увеличением точности регулирования диаметра рукава и за счет этого уменьшить поле рассеивания по диаметру рукава, что приводит к возможности снижения средней величины диаметра и поддерживанию в процессе нижней границы поля допуска. А это приводит, к экономии сырья, в допол- . нение к этому импульсный закон регулирования позволяет экономично рас5ходовать воздух для регулирования размеров рукава.
Формула изобретения
0
Система автоматического регулирования диаметра рукава рукавной пленки, содержащая первый и второй датчики отклонения диаметра рукава, блок вычитания, соединенный последо5рательно через блок умножения и вентиль с ключом, блок определения полярности, отличающаяся тем, что, с цепью повышения точности стабилизации диаметра рукава, она снйб0жена блоком запаздывания, элементом нечувствительности, релейным элементом и импульсным модулятором, причем вход блока запаздывания соединен с выходом второго датчика отклонения
5 диаметра рукава, а выход блока запаздывания со входом блока вычитания, вход элемента нечувствительности соединен с выходом первого датчика ртклонения диаметра рукава, а
0 выход элемента нечувствительности со входом блока умножения и через релейный элемент со входом блока вычитания, вход импульсного модулятора соединен с выходом ключа, а выход импульсного модулятора соединен
5 со входом блока определения полярности.
Источники информации, принятые во внимание при экспертизе
1.Furucawa S. Svsteme of auto0matic regulation.-Japan plastics Age, 1974, 8, p. 15-20.
2.Авторское свидетельство СССР
по заявке 2701221/24,кл.С 05 D 5/02 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования диаметра рукавной пленки | 1978 |
|
SU949642A1 |
| Система управления температурным режимом экструдера | 1979 |
|
SU939170A1 |
| Устройство для измерения диаметра рукава рукавной пленки | 1980 |
|
SU941855A1 |
| Импульсный регулятор | 1984 |
|
SU1170426A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1014612A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Электропривод постоянного тока | 1976 |
|
SU661704A1 |
| Устройство для регулирования температуры | 1987 |
|
SU1418669A1 |
| Устройство для автоматического регулирования ширины рукавной пленки из пластмассы | 1977 |
|
SU730589A1 |