(54; СИСТЕМА РЕГУЛИРОВАНИЯ ДИАМЕТРА РУКАВНОЙ ПЛЕНКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования диаметра рукава рукавной пленки | 1979 |
|
SU882764A1 |
| Устройство для регулирования толщины изделия | 1978 |
|
SU960747A1 |
| Способ измерения диаметра рукава рукавной пленки | 1977 |
|
SU693107A1 |
| Система управления температурным режимом экструдера | 1979 |
|
SU939170A1 |
| Устройство для регулирования диаметра пленочного рукава | 1987 |
|
SU1453365A1 |
| Устройство для автоматического регулирования ширины рукавной пленки из пластмассы | 1977 |
|
SU730589A1 |
| Устройство для измерения диаметра рукава рукавной пленки | 1980 |
|
SU941855A1 |
| Система автоматического регулирования диаметра экструдируемого пленочного рукава | 1989 |
|
SU1643170A1 |
| Система управления процессом формообразования экструдируемого пленочного рукава | 1988 |
|
SU1549772A1 |
| Автоматизированная система управления рудовосстановительной электропечи | 1981 |
|
SU954770A1 |
Изобретение относится к технике регулирования линейных размеров изде лия, в частности диаметра рукава рукавной пленки, непрерывно вытягиваемой из расплава, и может быть исполь зовано в производстве пленок, труб и т.д. Известна система регулирования ши рины сложенного рукава рукавной плен ки по сигналу ширины с датчика, установленного за вытягивающими пленку валками tlDНедостатком этой системы является низкая точность регулирования из-за большой величины транспортного запаз дывания по измерению, так как процесс формообразования происходит в зоне затвердевания, удаленной от дат чика на .значительную величину (несколько метров). Наиболее близкой по технической сущности к предлагаемой является си тема автоматического регулирования диаметра рукава рукавной пленки, не прерывно вытягиваемой из расплава, включающая в себя датчик отклонения диаметра рукава от заданного значения, регулятор и исполнительный механизм системы раздува, соединенные последовательно 23Недостатком этой системы являются также низкая точность регулирования. Цель изобретения - повышение точности системы. Поставленная цель достигается тем, что в систему автоматического регулирования диаметра рукава рукавной пленки, содержащую первый датчик отклонения диаметра рукава от заданного значения, установленный аа столбом расплава пленки, и исполнительный механизм, введен второй датчик от клонения диаметра рукава от заданного значения, установленный у толба paS-. плава пленки, последовательно соединенные блок разности, ключ и блок разделения и блок совпадения, выход которого соединен со вторым входом ключа, первый вход - с выходом блока разности, второй вход которого подключен к выходу первого датчика и второму входу блока совпадения, а- выходы блока разделения соединены со входами исполнительного механизма. При этом каждый датчик отклонения дигииетр рукава от заданного значения выполнен в виде группы датчиков, установленных в одной плоскости вокруг рукава, и алгебраического сумматора, входами подключенного к выходам соответствующей группы датчиков.
Блок совпадения выполнен в виде последовательно соединенных блока умножения ItВентиля.
Сущность Изобретения поясняется чертежом.
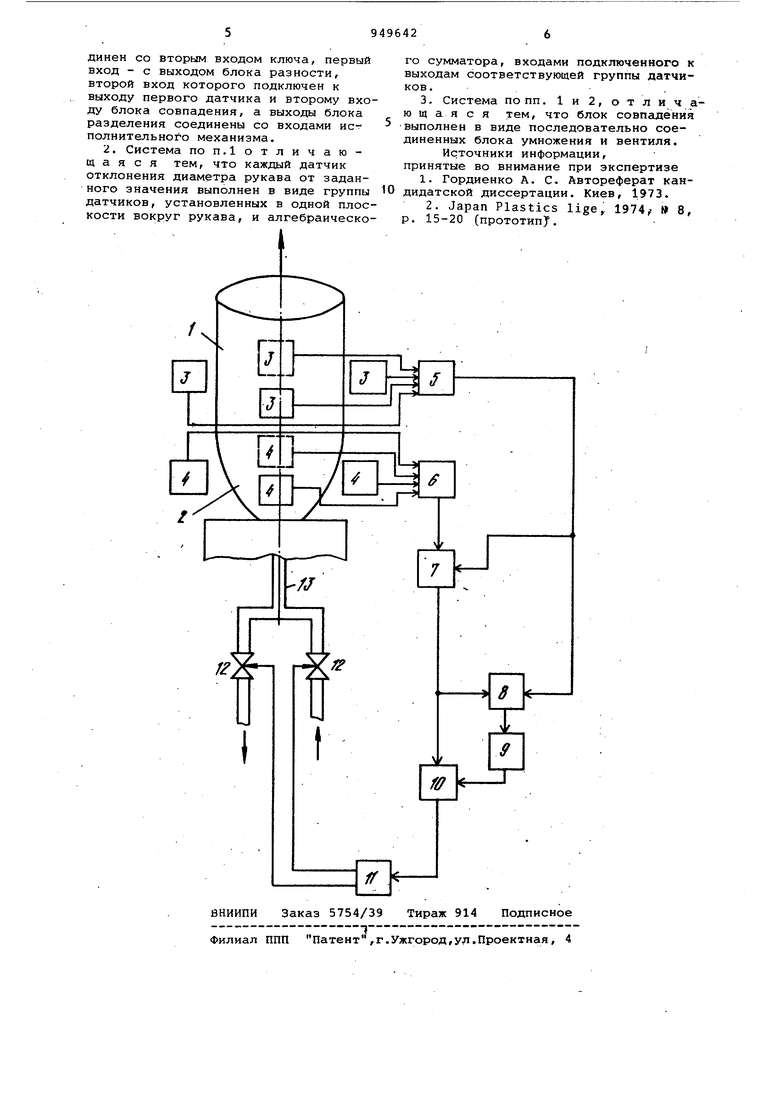
Система включает в себя пленку в виде рукава 1, столб i расплава, первую группу датчиков 3 отклонения диаметра, установленных в зоне затвердевания рукава, вторую группу датчиков 4 отклонения диа1летра, установленных -у столба 2 расплава, сумматор 5, входами соединенный с первой группой датчиков 3, сумматор,6 входами соединенный со второй группой датчиков отклонения диаметра 4, блок 7 разности, соединенный с сумматорами 5 и б, блок 8 умножения, подсоединенный к выходам блока 7 разно сти и сумматора 5, подключенный к выходу блока 8 умножения вентиль 9, посдедовательно с ним соединенный управляющим входом ключ 10, основным входом соединенный с выходом блока 7 разности, блок 11 разделения, разделяющий входной сигнал на сигналы разной полярности, соединенные с его выходами клапанами 12 исполнительного механизма,управляющие подачей воздуха и отсосом его из рукава 1 и магистраль 13, по которой осуществляется подача воздуха в рукав 1 и столб расплава 2,
Датчики 3 и 4 устанавливаются симметрично относительно оси рукава. На блок разности сигнал с выхода сумматора 5 подан со знаком минус.
Блок 8 умножения и вентиль 9, включенный в положительном направлении, в.более общем случае можно заменить знаковой схемой совпадения, осуществляющей преобразование
E sicEn pAsiq ncg , (i)
где И - выходной сигнал схемы совпадения ;
. р и q - входные сигналы., схемы совпадения,
С выхода вентиля или знаковой схемы совпадения сигнал подается на ключ 10, выход которого может быть положительным или нулем, X У при г о;
X - о при Z 0,
где X - выходной сигнал, У - входной сигнал, Z- управляющий сигнал.
Система работает следующим образом.
Каждый из датчиков 3 и 4 по мере вытягивания пленки 1 из столба 2 расплава вырабатывает сигнал, пропорциональный отклонению диаметра (радиуса) относительно з аданного значения сигналы со всех датчиков поступают в сумматоры 5 и 6, на выходах
которых появляется сигнал, пропорциональный осредненному значению отклонения диаметра, на выходе сумматора 5 - Д DO сумматора 6 -uTi На выходе блока разности 7 сигнал имеет вид Д 1С,-4Дс.- К -лДр- Так как всем изменениям диаметра рукава в зоне затвердевания предшествуют изменения диаметра в столбе расплава, то, выбирая соответствующим образом коэффициенты К. и К,2. получаем сигнал Д, близкий к производной изменения диаметра в зоне затвердевания Блок совпадения, образованный блоком В умножения и вентилем 9, позволяет получить сигнал управления для ключа 10, близкий к сигналу, Зсщанному преобразователем 1). Тогда на выходе ключа 10 появляется сигнал X, пропорциональный его входному У, но только в момент времени, когда входной сигнал У увеличивается по модулю, т.е., если входной сигнал X представляет собЬй синусоиду, то на выходе ключа сигнал X представляет собой части этой синусоиды, пропорциональные первой полрвине каждой полуволны. Эти разнополярные части синусоиды разделяются по знаку в блоке 11 разделения и подаются на регулирующие клапаны 12, причем, если диаметр увличивается , то срабатывает клапан, соединенный с магистралью отсоса, ели же диаметр уменьшается, то срабатывает клапан, соединенный с магистралью подачи воздуха
Предлагаемая система обеспечивает более высокую точность регулировани чем при регулировании по сигналу ошибки с применением обычного дифференцирования, так как в системе отсутствуют шумы дифференцирования и запаздывание сигнала после сглаживающих устройств„
Предлагаемая система позволяет в связи с этим уменьшить ширину поля рассеивания по диаметру рукава, что приводит к,снижению средней величины диаметра и экономии сырья.
Формула изобретения
