Известно, ЧТО наклеп бандажей обычно производится ковкой их на оправке с помощью бойка гидравлического пресса в холодном пли горячем состоянии, при этом одновременпо с наклепом происходит и растяжение бандажа по окружности. Этот способ наклепа не обеспечивает равномерного распределения деформаций по сечению тела бандажа и требует значительного времени на наклеп единицы изделия.
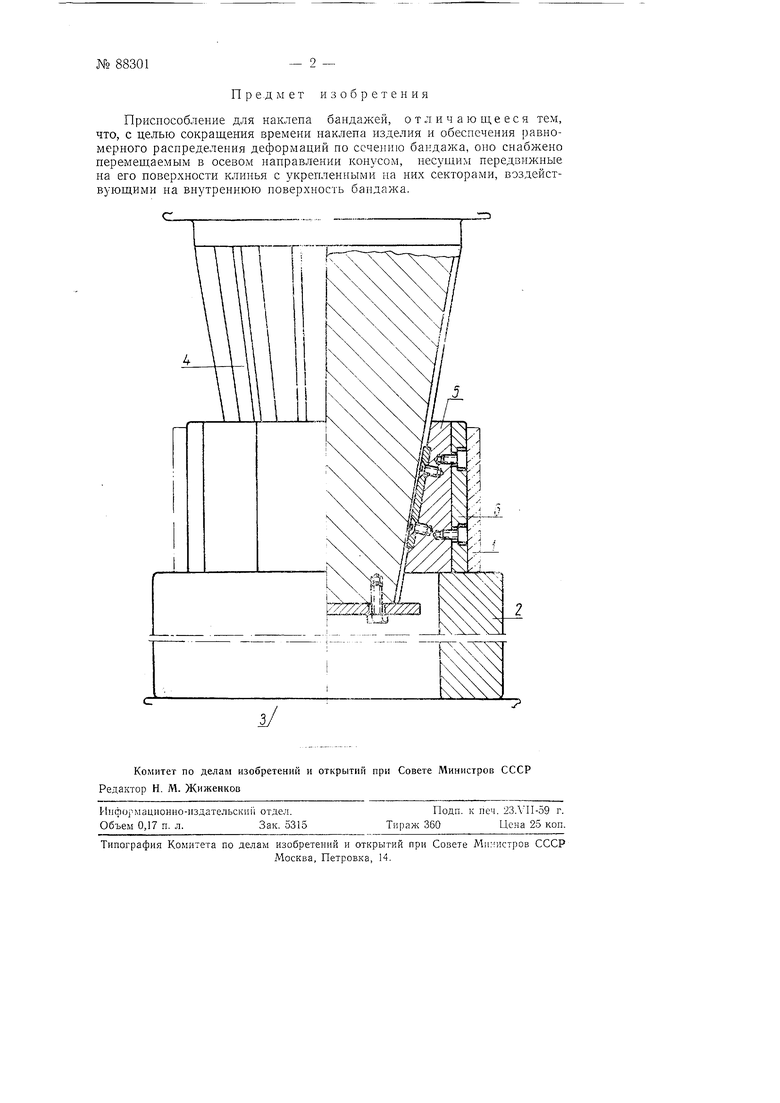
В описываемом приспособлении эти недостатки устранены тем, что оно снабжено перемещаемым в осевом направлении конусом, несущим передвижные на его поверхности клинья с укрепленными на них секторами, воздействующими на внутреннюю поверхность бандажа.
На чертеже изображен частичный продольный разрез приспособления.
Для осуществления наклепа бандажей с помощью описываемого приспособлеиия, подготовленная под наклеп заготовка / в холодном или полугорячем состоянии помещается на опорную подушку 2, установленную на столе 3 пресса. Приспособление снабжено конусом 4, перемещаемым в осевом направлении и несущим передв 1л :ные на своей поверхности клинья 5. На клиньях 5 укреплены сменные секторы 6, воздействующие на внутреннюю поверхность бандал а. При перемещении секторов 6 в радиальном направлении увеличиваться разность между радиусом описанной вокруг секторов окружности и фактическим наружным радиз-сом секторов, вследствие чего заготовка примет вид миогогранника со скругленными ребрами.
Для максимального приближения поперечного сечения заготовки к форме кольца необходимо деформированную до заданного размера заготовку выправить путем повторного растяжения ее на приспособлении с таким расчетом, чтобы секторы 6 заняли положение против половины сторон многогранника деформированной заготовки, что снизит припзск для последующей механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2478016C1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ И СОЗДАНИЯ НЕОБХОДИМЫХ ТЕМПЕРАТУРНЫХ УСЛОВИЙ ДЛЯ ОБЪЕКТА ТРУБЧАТОЙ ФОРМЫ | 2002 |
|
RU2283230C2 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ НА ПРОЧНОСТЬ ПРИ СЛОЖНОНАПРЯЖЕННОМ СОСТОЯНИИ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ОБРАЗЦОВ ИЛИ ОТРЕЗКОВ ТРУБ | 2011 |
|
RU2488090C1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2001 |
|
RU2203155C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2529294C1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 1996 |
|
RU2118813C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |