(54) УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО РАСТЯЖЕНИЯ ПРОВОЛОКИ И ЛЕНТЫ
I
Изобретение относится к обработке металлов давлением, а именно к оборудованию для деформирования проволоки и ленты, и может быть применено в метизной промышленности.
Наиболее близким по технической сущности к предлагаемому является устройство пластического растяжения проволоки и лeнJ ты, содержащее смоточный и намоточный барабаны и валки с рабочей жидкостью, размещенной между ними 1.
Недостатком устройства является то, что в нем трудно локализовать жидкость в очаге деформации и тем самым создать необходимое давление. Кроме того, как показали предварительные испытания, процесс деформации растяжением плохо стабилизируется, а при такой схеме напряженнодеформированного состояния степень деформации мала. Все это не позволяет вести устойчивое пластическое деформирование проволоки и ленты в широких пределах.
Цель изобретениярасширение тех
нологических возможностей устройства.
Поставленная цель достигается тем, 4Td в устройстве для пластического растяжения проволоки и ленты, содержащем смоточный, намоточный барабаны и валки с рабочей жидкостью, размещенной между ними, один из валков жестко закреплен и выполнен с цилиндрической полостью и отверстиями для входа и выхода обрабатываемого металла, а другой валок установлен в этой полости эксцентрично с возможностью вращения и выполнен с калибром и винтовыми нарезками.
10
В качестве рабочей жидкости использован дисперсный ферромагнетик, и устройство снабжено источником магнитного поля, расположенным снаружи неподвижного валка.
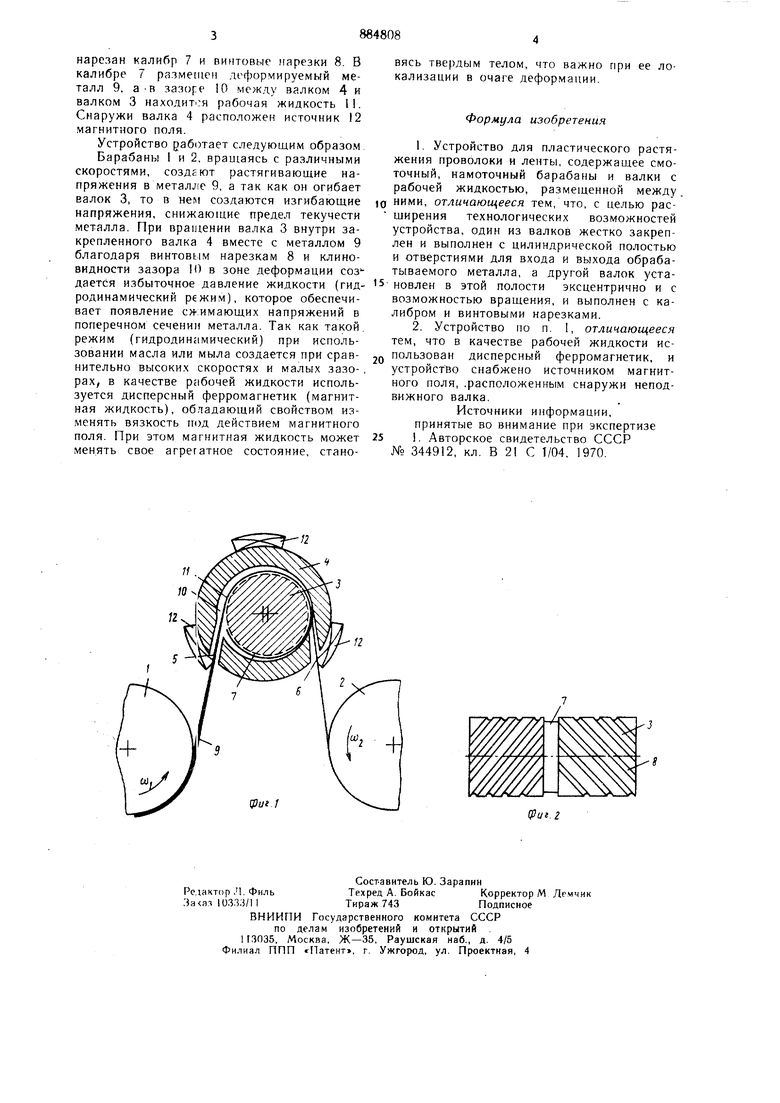
На фиг. 1 представлена схема устройст15ва; на фиг. 2 - конструкция одного из валков.
Устройство состоит из смоточного I н намоточного 2 барабанов, валка 3, выполненного с возможностью вращения и уста30новлеиного в цилиндрической полости закрепленного валка 4 с отверстиями 5 и 6 для входа и выхода металла. На валке 3
нарезан калибр 7 и винтовые нарезки 8. В калибре 7 разметен деформируемый металл 9, а -в зазоре 10 между валком 4 и валком 3 находитгя рабочая жидкость 11. Снаружи валка 4 расположен источник 12 магнитного поля.
Устройство работает следующим образом Барабаны 1 и 2, вращаясь с различными скоростями, создЕют растягивающие напряжения в металле 9, а так как он огибает валок 3, то в нем создаются изгибающие напряжения, снижающие предел текучести металла. При враихении валка 3 внутри закрепленного валка 4 вместе с металлом 9 благодаря винтовым нарезкам 8 и клиновидности зазора 10 в зоне деформации соз дается избыточное давление жидкости (гидродинамический режим), которое обеспечивает появление сЯ:имающих напряжений в поперечном сечении металла. Так как такой, режим (гидродинамический) при использовании масла или мыла создается при сравнительно высоки.х скоростях и малых зазо- , pax, в качестве рабочей жидкости используется дисперсный ферромагнетик (магнитная жидкость), обладающий свойством изменять вязкость под действием магнитного поля. При этом магнитная жидкость может менять свое агрегатное состояние, становясь твердым телом, что важно при ее локализации в очаге деформации.
Формула изобретения
1.Устройство для пластического растяжения проволоки и ленты, содержащее смоточный, намоточный барабаны и валки с рабочей жидкостью, размещенной между.
(О ними, отличающееся тем, что, с целью рас щирения технологических возможностей устройства, один из валков жестко закреплен и выполнен с цилиндрической полостью и отверстиями для входа и выхода обрабатываемого металла, а другой валок установлен в этой полости эксцентрично и с возможностью вращения, и выполнен с калибром и винтовыми нарезками.
2.Устройство по п. 1, отличающееся тем, что в качестве рабочей жидкости ис2Q пользован дисперсный ферромагнетик, и устройство снабжено источником магнитного поля, .расположенным снаружи неподвижного валка.
Источники информации, принятые во внимание при экспертизе 25 . Авторское свидетельство СССР № 344912, кл. В 2 С 1/04, 1970.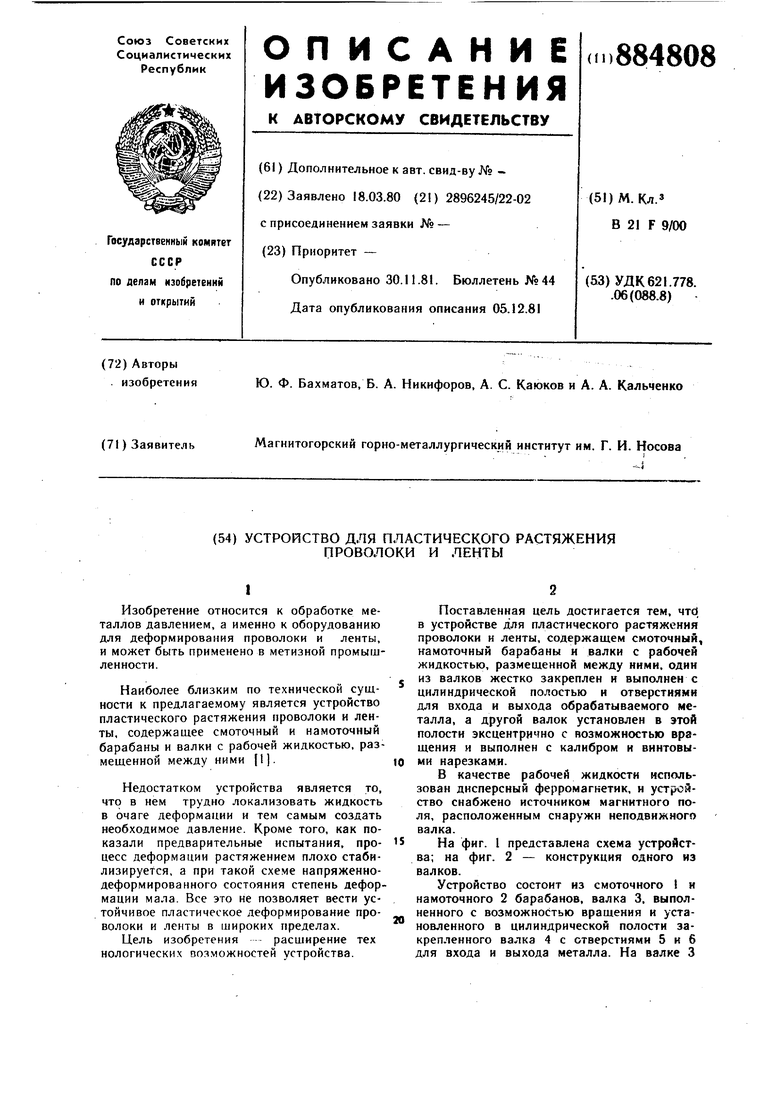
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Устройство для деформации металла | 1982 |
|
SU1047554A1 |
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ КЛЕЕВ И КЛЕЕВЫХ ПРЕПРЕГОВ С ТЕРМОРЕАКТИВНЫМ ПОЛИМЕРНЫМ СВЯЗУЮЩИМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254172C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОВОЛОКИ И ПРОФИЛЕЙ ИЗ НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2429943C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Устройство для восстановления зубчатых колес | 1990 |
|
SU1773658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2350410C1 |
