Изобретение относится к обработке металлов давлением, а именно к прокатному и волочильному производствам, в частности к способам производства проволоки, в том числе с цинковым покрытием.
Известен способ производства круглой проволоки путем волочения в монолитной волоке (Перлин И.Л., Ерманок М.З. Теория волочения проволоки. - М.: Металлургия. 1971. - 448 с.). Этот способ обеспечивает получение высокоточной проволоки из заготовки круглого поперечного сечения, что ограничивает технологические возможности способа.
Известен способ производства круглой проволоки, в котором заготовку прокатывают в системах калибров «плоский овал - круг» и «гладкая бочка - круг» (Смирнов В.К., Шилов В.А., Игнатович Ю.В. Калибровка прокатных валков / Учебное пособие для вузов. - М.: Металлургия, 1984. С 84-86). Недостатком способа является низкая устойчивость плоского овала в круглом калибре, что не позволяет получать круглые калиброванные профили. Именно по этой причине область использования данного способа - производство горячекатаного проката на многоклетьевых прокатных станах.
Известен многопарный роликовый фильер (многопарная роликовая клеть), содержащая попарно установленные вдоль оси деформации ролики с чередующимся взаимноперпендикулярным расположением осей (А.с. СССР, 129171, кл. 7b 4/10. Опубл. 1960. Бюл. № 12). Использование многопарной роликовой клети при производстве проволоки круглого сечения позволяет исключить операции кантовки заготовки при ее обжатии во взаимноперпендикулярных направлениях в двухвалковых калибрах. Однако при деформации заготовки в системах калибров «плоский овал - круг» и «гладкая бочка - круг» технологические возможности этой клети ограничены.
Наиболее близким по технической сущности и достигаемому эффекту предлагаемому изобретению является способ производства проволоки, включающий продольную резку ленты на прямоугольные заготовки, стыковую сварку концов прямоугольных заготовок, обжатие прямоугольных заготовок в черновых ребровых и чистовом калибрах прокатной (роликовой клети) с формированием кромок заготовок и угла между боковыми гранями заготовки, сопрягаемыми с одноименными кромками соответственно по радиусу, равному R=(0,045-0,48)h, где h - толщина ленты и угла в пределах α=28-34° (Патент РФ № 2147259, МПК 7 В21В 1/16, В21С 1/00. Опубл. 10.04.2000. Бюл. № 10).
Данный способ производства обеспечивает снижение себестоимости проволоки за счет использования в качестве исходной заготовки кромочных отходов с агрегатов продольной резки. Однако при переработке кромочных отходов, получаемых, например, при продольной резке рулонированного оцинкованного листа по ГОСТ 14918-80, качество покрытия на готовой проволоке низкое. Кроме того, выполнение операции стыковой сварки после продольной резки ленты и наличие большого количества проходов при деформации прямоугольных заготовок отрицательно сказывается на производительности процесса, а использование в качестве предчистового - ребрового калибра - на точности готовой продукции.
В основу изобретения положена техническая задача повышения производительности процесса, качества готовой продукции и долговечности валков - роликов.
Поставленная задача решается тем, что в известном способе производства, включающем продольную резку ленты на прямоугольные заготовки, обжатие прямоугольных заготовок в черновых ребровых и чистовом калибрах прокатной роликовой клети, используют оцинкованную ленту, перед продольной резкой осуществляют стыковую сварку рулонов ленты, а перед обжатием в черновых ребровых и чистовом калибрах кромки заготовки деформируют в открытых двухвалковых овальных калибрах.
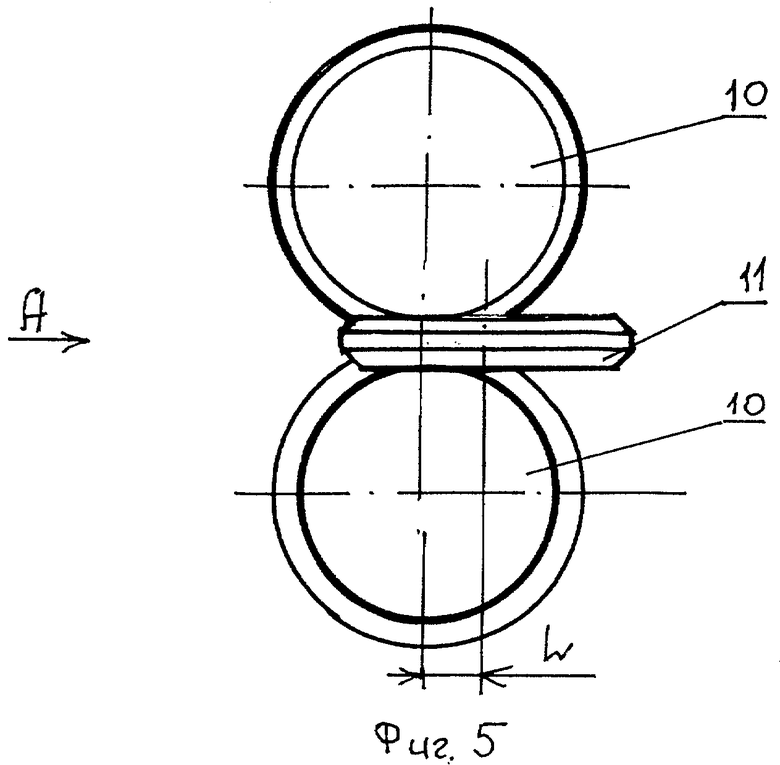
Деформацию прямоугольной заготовки осуществляют в двухпарных прокатных роликовых клетях, включающих в себя попарно установленные вдоль оси деформации валки - ролики с чередующимся взаимноперпендикулярным расположением осей, при этом расстояния между плоскостями осей соседних пар роликов L выполнено равным  , где D - диаметр роликов, В - ширина бочки роликов.
, где D - диаметр роликов, В - ширина бочки роликов.
Деформацию заготовки в предчистовом овальном калибре выполняют до соотношения b/h=1,35...1,5, где b и h - соответственно ширина и высота поперечного сечения заготовки, а общую вытяжку по переделу устанавливают равной 1,6...1,8.
Выполнение стыковой сварки перед резкой оцинкованной ленты и кромочных отходов с агрегатов продольной резки оцинкованного рулонированного листа на прямоугольные заготовки существенно сокращает затраты времени на вспомогательные операции и, следовательно, повышает производительность способа. Это объясняется тем, что средняя масса прямоугольных заготовок, получаемых из оцинкованной ленты и кромочных отходов агрегатов продольной резки, не превышает 17 кг, а масса бунтов оцинкованной проволоки с учетом ее сортамента может достигать 80 кг. Отсюда осуществление стыковой сварки до резки обеспечивает сокращение как минимум по четыре операции по заправке исходной заготовки в дисковые ножницы, прямоугольных заготовок в намоточные барабаны, снятию бунтов с барабанов и стыковой сварке концов прямоугольных заготовок перед их деформацией.
Деформация кромок заготовки в открытых двухвалковых овальных калибрах перед ее обжатием в черновых ребровых и чистовом калибрах повышает долговечность валков - роликов, точность готовой проволоки и качество ее покрытия.
Повышение долговечности валков - роликов обеспечивается тем, что предварительная деформация кромок заготовок в открытых овальных калибрах снижает износ черновых ребровых калибров и исключает поломки (сколы) валков - роликов, а возможность контроля толщины заготовки перед задачей ее в чистовой калибр существенно повышает точность готовой проволоки. Кроме того, при деформации прямоугольных заготовок, полученных из оцинкованной ленты и кромочных отходов от рулонов оцинкованного листа, обжатие кромок заготовки в овальном калибре способствует наиболее эффективному наволакиванию и растаскиванию цинкового покрытия на боковые поверхности заготовок (поверхности реза) и в конечном итоге обеспечивает равномерное покрытие цинком наружной поверхности готовой проволоки. Это обусловлено тем, что при обжатии заготовки в ребровом калибре течение металла осуществляется по направлению к оси заготовки, а при обжатии заготовки в овальном калибре - к боковым поверхностям.
Использование для деформации прямоугольной заготовки двухпарных прокатных роликовых клетей, включающих в себя попарно установленные вдоль оси деформации валки - ролики с чередующимся взаимноперпендикулярным расположением осей, с минимально возможным расстоянием между плоскостями осей соседних пар валков - роликов обеспечивает выполнение формоизменения прямоугольной заготовки без кантовки и надежную ее фиксацию от сваливания в чистовом калибре без привалковой арматуры, что в свою очередь гарантирует повышение точности готовой продукции.
Деформация заготовки в предчистовом овальном калибре до соотношения осей b/h=1,35...1,5 позволяет получать готовую проволоку без огранки и заусенцев.
Деформация прямоугольной заготовки при производстве оцинкованной проволоки с общей вытяжкой, равной 1,6...1,8, обеспечивает наилучшее качество цинкового покрытия.
Таким образом, использование предлагаемого изобретения позволяет повысить производительность процесса, качество готовой продукции и долговечность валков - роликов.
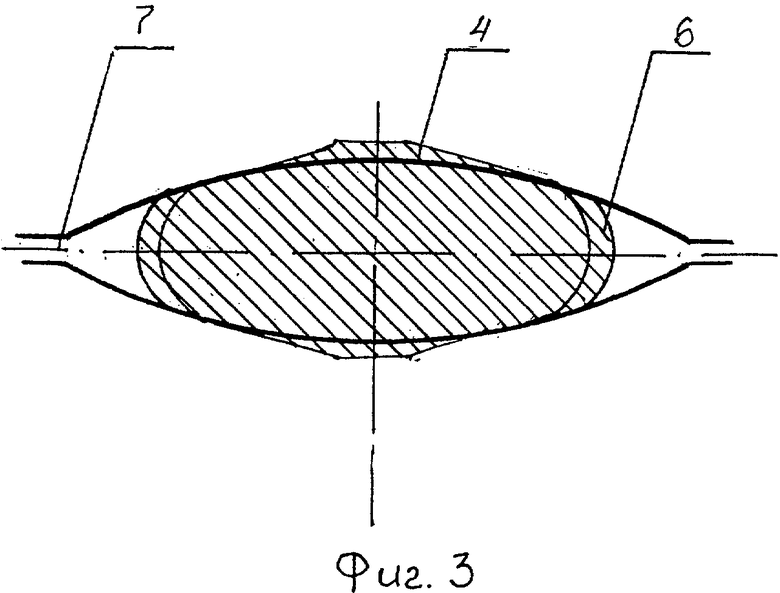
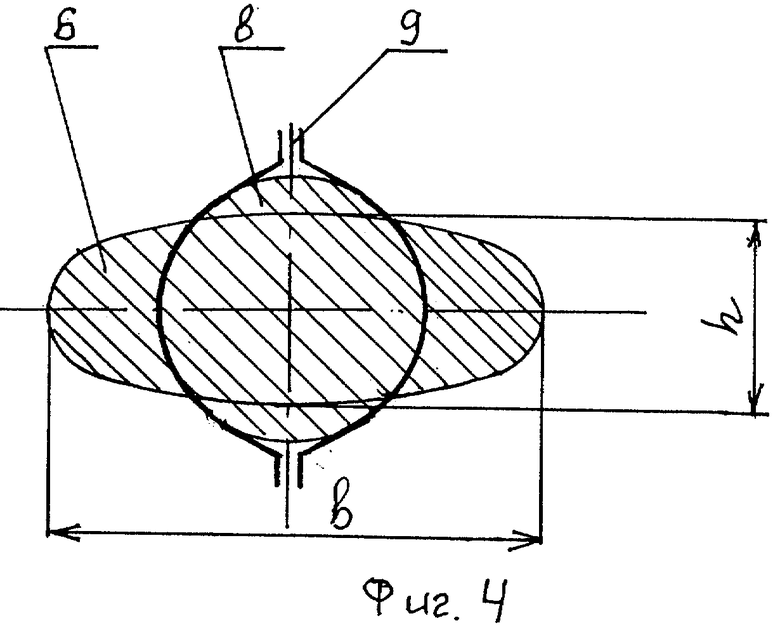
Предлагаемое изобретение поясняется чертежами, где на фиг.1 показана схема деформации заготовки в черновом овальном калибре, на фиг.2 - схема деформации заготовки в ребровом калибре, на фиг.3 - схема деформации заготовки в предчистовом овальном калибре, на фиг.4 - схема деформации заготовки в чистовом круглом калибре, на фиг.5 - схема расположения валков - роликов в двухпарной прокатной роликовой клети, на фиг.6 - вид А на фиг.5.
На чертежах показаны: 1 - прямоугольная заготовка; 2 - заготовка, обжатая в черновом овальном калибре; 3 - черновой овальный калибр; 4 - заготовка, обжатая в ребровом калибре; 5 - ребровой калибр; 6 - заготовка, обжатая в предчистовом овальном калибре; 7 - предчистовой овальный калибр; 8 - заготовка, обжатая в чистовом круглом калибре; 9 - чистовой круглый калибр; 10 - горизонтальный валок - ролик двухпарной прокатной роликовой клети; 11 - вертикальный валок - ролик двухпарной прокатной роликовой клети.
Способ осуществляется следующим образом.
Исходную заготовку в виде оцинкованной ленты или кромочных отходов с агрегатов продольной резки оцинкованного листа устанавливают на разматыватель линии продольной резки и режут на прямоугольные полосы. После схода заднего конца ленты с разматывателя устанавливают новый рулон и производят стыковую сварку переднего и заднего концов рулонов. Полученные бунты прямоугольных заготовок 1 транспортируют к прокатному волочильному стану и задают в двухпарные прокатные роликовые клети (фиг.5, 6), осуществляя последовательное формоизменение прямоугольной заготовки 1 в овальных 3, 7 и ребровом 5 калибрах до формирования в предчистовом овальном калибре 7 поперечного сечения заготовки с отношением осей b/h=1,35...1,5, где b и h - соответственно ширина и толщина заготовки. Далее в чистовом калибре 9 заготовку 6 деформируют в готовый профиль 8 круглого поперечного сечения. Готовая оцинкованная проволока получается при общей вытяжке 1,6...1,8, что обеспечивается установкой двух двухпарных прокатных роликовых клетей.
Согласно предлагаемому изобретению была опробована технология производства проволоки. В качестве исходной заготовки использовались отходы с агрегатов продольной резки оцинкованного листа, так называемая кромочная обрезь и некондиционный оцинкованный штрипс. Толщина исходной заготовки была 0,8...2,0 мм. Ширина прямоугольных заготовок лежала в пределах 2...3,5 мм. Отклонения прямоугольных заготовок по ширине не превышали 0,14 мм. Деформация прямоугольных заготовок осуществлялась на трехкратном барабанном волочильном стане с тремя двухпарными роликовыми клетями, каждая из которых включала горизонтальные и вертикальные ролики диаметром D=90 мм и шириной бочки ролика В=8 мм. Расстояние между плоскостями осей роликов было выполнено минимально возможным, равным L=38 мм. Скорость волочения составляла 3,2 м/сек, масса бунтов прямоугольных заготовок и готовой проволоки - 80 кг. Укрупнение бунтов до 80 кг осуществляли с помощью стыкосварочного аппарата до резки исходной заготовки. Всего в процессе опробования было переработано 25 тонн оцинкованной кромочной обрези и 10 тонн некондиционного оцинкованного штрипса в проволоку диаметром 1,2...2,1 мм. В результате выполненных исследований установлено следующее.
При деформации прямоугольной заготовки в овальном калибре удалось обеспечить эффективное наволакивание цинкового покрытия на боковые поверхности (поверхности среза) прямоугольных заготовок, которое при последующей деформации в ребровом, овальном и чистовом калибрах за счет растаскивания по всей поверхности среза обеспечивает равномерное распределение цинкового покрытия по поверхности проволоки, в то время как при реализации известного способа толщина цинкового покрытия на поверхностях среза составляла не более 60% от максимальной толщины цинкового покрытия проволоки. Кроме того, предварительное обжатие кромок прямоугольной заготовки в черновом овальном калибре позволило существенно снизить износ роликов ребрового калибра и полностью исключить их поломки.
Использование в качестве предчистового овального калибра в сочетании с формированием заготовки с соотношением размеров поперечного сечения b/h=1,35...1,5, где b и h - соответственно ширина и толщина заготовки, и применением двухпарных роликовых клетей с минимальным расстоянием L между плоскостями осей роликов позволило, по сравнению с известным способом, полностью исключить сваливание заготовки в калибре, огранку готового профиля (b/h<1,35), образование по разъемам калибра заусенцев (b/h>1,5) и в конечном итоге существенно повысить точность готового профиля.
В процессе исследований так же установлено, что наилучшее качество цинкового покрытия при переработке оцинкованных кромочных отходов достигается выполнением деформацией прямоугольных заготовок в двух двухпарных роликовых клетях с общей вытяжкой, не превышающей 1,6...1,8, по следующим причинам. При производстве проволоки с общей вытяжкой меньше 1,6 наблюдается неравномерность цинкового покрытия по поверхности проволоки, а при деформации заготовки с общей вытяжкой больше 1,8 - интенсивное осыпание цинка и, как следствие, уменьшение толщины цинкового покрытия на готовой проволоке.
Таким образом, в результате опытного опробования можно утверждать, что использование предлагаемого изобретения по сравнению с ближайшим аналогом позволяет повысить производительность, качество производимой продукции и долговечность валков - роликов.
Повышение производительности способа достигается выполнением стыковой сварки перед резкой оцинкованной ленты на прямоугольные заготовки, что позволяет сократить как минимум по четыре операции по заправке исходной заготовки в дисковые ножницы, прямоугольных заготовок в намоточные барабаны, снятию бунтов с барабанов и стыковой сварке прямоугольных заготовок перед их деформацией.
Повышение качества готовой продукции обеспечивается повышением точности проволоки и качества цинкового покрытия.
Повышение долговечности роликов обусловлено снижением износа ребрового калибра и исключением поломок роликов.
Предлагаемое изобретение целесообразно использовать для производства проволоки на предприятиях металлургического, строительного и машиностроительных комплексов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕЛЬСОВОГО ПРОФИЛЯ ИЗ НЕРЖАВЕЮЩЕЙ МАРКИ СТАЛИ | 2009 |
|
RU2409430C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2007 |
|
RU2348493C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |


Изобретение предназначено для повышения производительности, качества производимой продукции и долговечности валков (роликов) на предприятиях металлургического, машиностроительного и строительного комплексов. Способ включает стыковую сварку концов ленты, продольную резку ленты на прямоугольные заготовки, обжатие прямоугольных заготовок. Увеличение долговечности валков и производительности процесса, повышение точности проволоки, качества ее покрытия обеспечивается за счет того, что используют оцинкованную ленту, перед продольной резкой осуществляют стыковую сварку рулонов ленты, а перед обжатием в черновых ребровых и чистовом калибрах кромки заготовки деформируют в открытых двухвалковых овальных калибрах двухпарной прокатной роликовой клети с чередующимся взаимноперпендикулярным расположением осей роликов, расстояние между плоскостями осей которых L выполнено равным  , где D - диаметр роликов, В - ширина бочки роликов. 2 з.п. ф-лы, 6 ил.
, где D - диаметр роликов, В - ширина бочки роликов. 2 з.п. ф-лы, 6 ил.
 , где D - диаметр роликов, В - ширина бочки роликов.
, где D - диаметр роликов, В - ширина бочки роликов.
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| Способ прокатки полосы со скругленными боковыми кромками | 1977 |
|
SU615956A1 |
| СПОСОБ РЕАБИЛИТАЦИИ ПАЦИЕНТОК С ТРУБНО-ПЕРИТОНЕАЛЬНЫМ БЕСПЛОДИЕМ ПОСЛЕ ЭНДОСКОПИЧЕСКИХ РЕКОНСТРУКТИВНО-ПЛАСТИЧЕСКИХ ОПЕРАЦИЙ | 2002 |
|
RU2217084C1 |

