(54) СПОСОБЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная установка для литья под низким давлением | 1986 |
|
SU1371768A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ В МЕТАЛЛИЧЕСКУЮ ЛИТЕЙНУЮ ФОРМУ | 2024 |
|
RU2830088C1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ лтья вакуумным всасыванием | 1976 |
|
SU554943A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Установка для литья с противодавлением | 1979 |
|
SU831315A1 |
| Кокильная карусельная машина | 1990 |
|
SU1799677A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
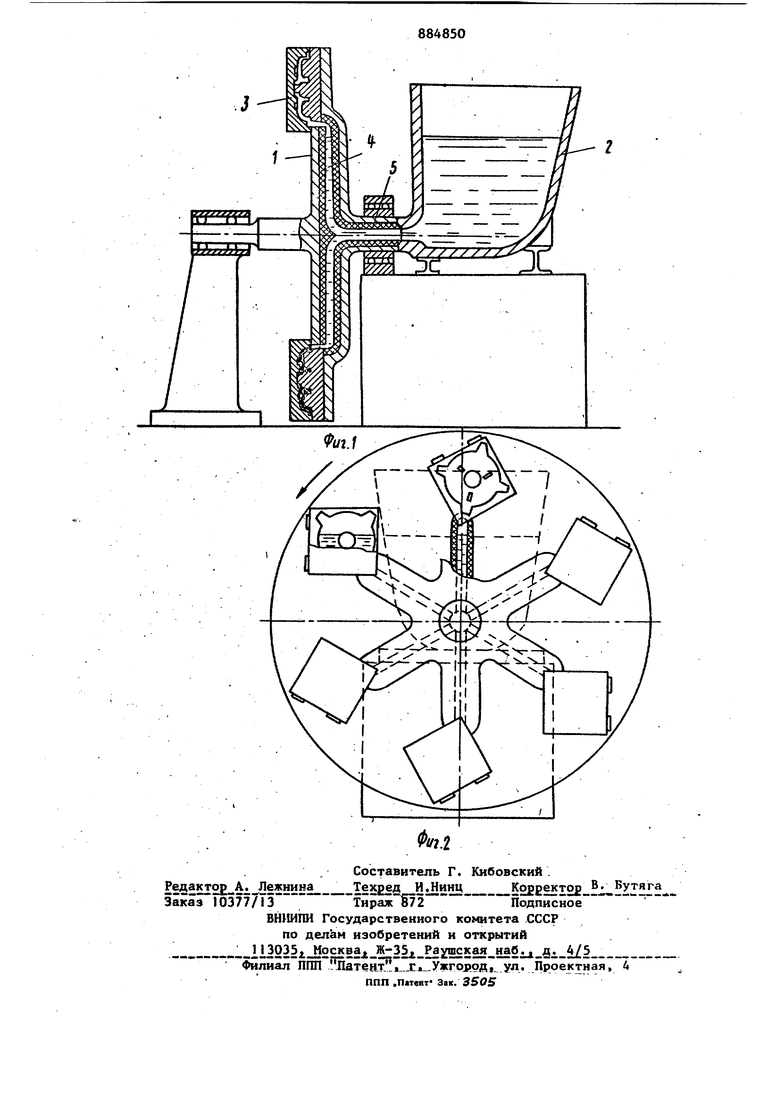
Изобретение относится к литейному делу, преимущественно к серийному и массовому производству отливок. Известен способ литья, включающий подачу расплава.из. раздаточной емкости в форму по герметичному мет таплопроводу, кристаллизацию расплава под избыточным давлением и удаление отливки 1 . . Недостатком этого способа являетря низкое качество получаемых отливок. . Цель изобретения - повышение качества литья за счет уменьшения -газо вой пористости. Поставленная цель достигается тем что в способе, включаиицем подачу рас плава из раздаточной емкости в форму по герметичному металлопроводу, крис таллизацш расплава под избыточным давлением и удаление отливки, в раздаточной емкости поддерживают атмосферное давление, йодачурасплава в форму и создание избыточного давлени осуществляют опусканием формы ниже уровня расплава на заданную высоту и вьщержкой до полной кристаллизации отливки, а упёлеиие отливки производят после подъема формы выше уровня рас11лава.. На фиг. 1 изображено устройство для осуществления предлагаемого способа, разрез вдоль оси вращения карусели; иа фиг. 2 - то же, разрез поперёк оси k Устройство состоит из карусельной кокильной машины 1 с горизонтальной осЬю вращения и непрерывным вращением, карусели и раздаточной емкости 2. Шесть кокилей 3- соединены радиальными неталлопроводами 4 с полой осью 5 кокильной мапшны. Полая ось кокильной машины служит металлопроводом и соединена через подвижное уплотнение с раздаточной емкостью. Примерно 1/4 диаметра карусели находится выше уровня расплава, так что два кокиля одновременно могут находиться выше уровня расплава. Диаметр карусели равен 3,4 м, наибольшая высота столба расплавленного чугуна над кокилем составляет 1,95 м и создает .давление G,3 МПа, Минималь ная высота столба расплава в период кристаллизации отливки (при прохождении кокилем дуги в 120° в нижней части карусели) составляет 1,3 м и созда ет избыточное давление 0,09 Ша. , Способ осуществляют следующим образок.. Подготовленньш к приему расплава кокиль расположен выше уровня расплава. При вращении карусели он опускается ниже уровня расплава и заполняется расплавом, поступающим из раздаточной, емкости.через осевой и радиаль ный металлопроводы. В течение 15 с кокиль опускается на высоту 1 ,.Э м ниже уровня расплава и заполняется расплавленным чугуном,При зтом карусель поворачивается на 60°. Давление в кокиле достигает 0,09 Ш1а. В течение по следующих 30 с происходит- кристаллазация отливки. Карусель делает поворот на 120. Кокиль проходит нижнкно точку, высота столба расплава при это достигает 1,9 м, а давление 0,13 МПа, В конце этого периода кристаллизация отливки заканчивается, высота столба расплава и избыточное давление распла ва такие же, как в начале периода. В течение последующего периода кокиль поднимается вверх вьппе уровня расплава, его раскрывают, отливку, извлекают, цикл повторяют снова. Время полного оборота карусели и цикла изготовления одной отливки 90 с. Интервал выхода готовых отливок 15 с. Использование предлагаемого способа позволяет создать производительные установки литья под низким давлением, осуществить непрерывную раздачу металла в формы, уменьшить газовую насыщенность расплава и, соответственно,- газовую пористость отливок. Формула изобретения Способ литья, включающий подачу расплава из раздаточной емкости в форму по герметичному металлопроводу, кристаллизацию расплава под избыточным давлением и удаление отливки, о тличающийся тем, что, с целью улучшения качества литья за счет уменьшения газовой пористости, в раздаточной емкости поддерживают атмосферное давление, подачу расплава в форму и создание избыточного давления осуществляют оп Ьканием формы ниже уровня расплава на заданную высоту и выдержкой до полной кристаллизации отливки, а удаление отхшвки производят после подъема формы выше уровня расплава. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке R 2615216/02, кл. В 22 D 27/14,. 1978.
