(54) БОРШТАНГА

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-расточной станок | 1979 |
|
SU948542A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК|?СЕСОЮЗ[-!АЯТЕЙ1Н1-;Л:гПГ^-:;? | 1972 |
|
SU350596A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| Способ обработки длинномерных цилиндрических отверстий | 2015 |
|
RU2616724C2 |
| Металлорежущий станок | 1983 |
|
SU1093423A1 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК | 1967 |
|
SU205505A1 |
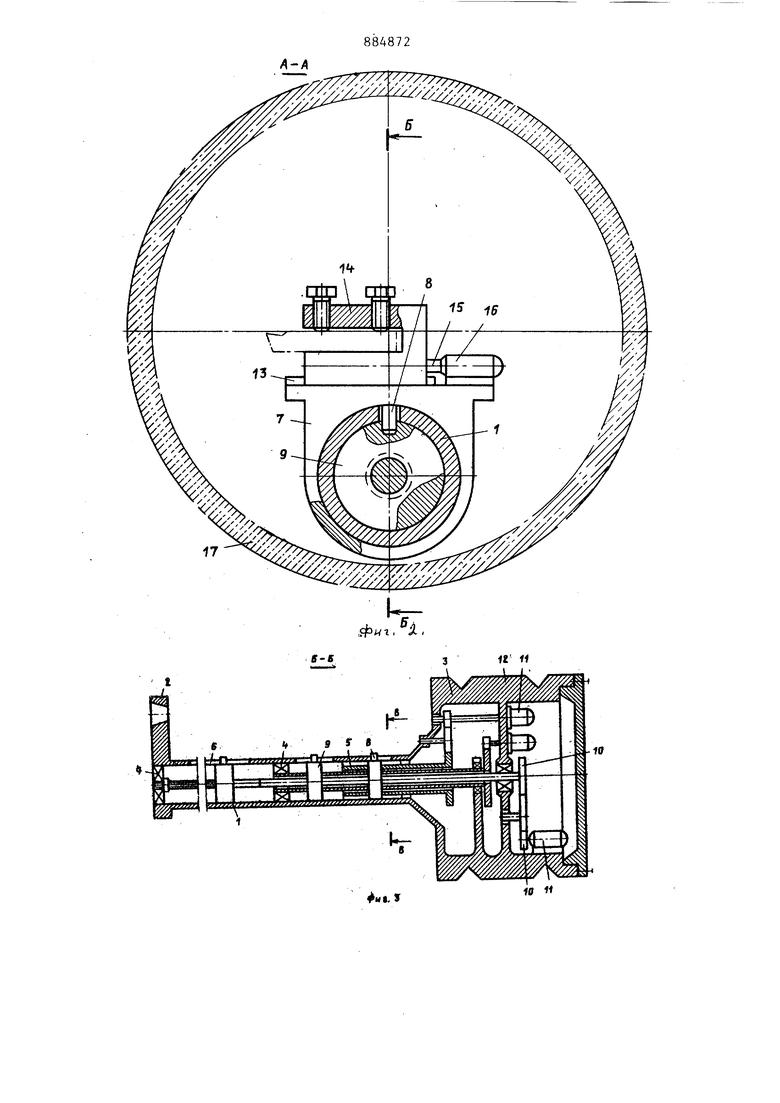

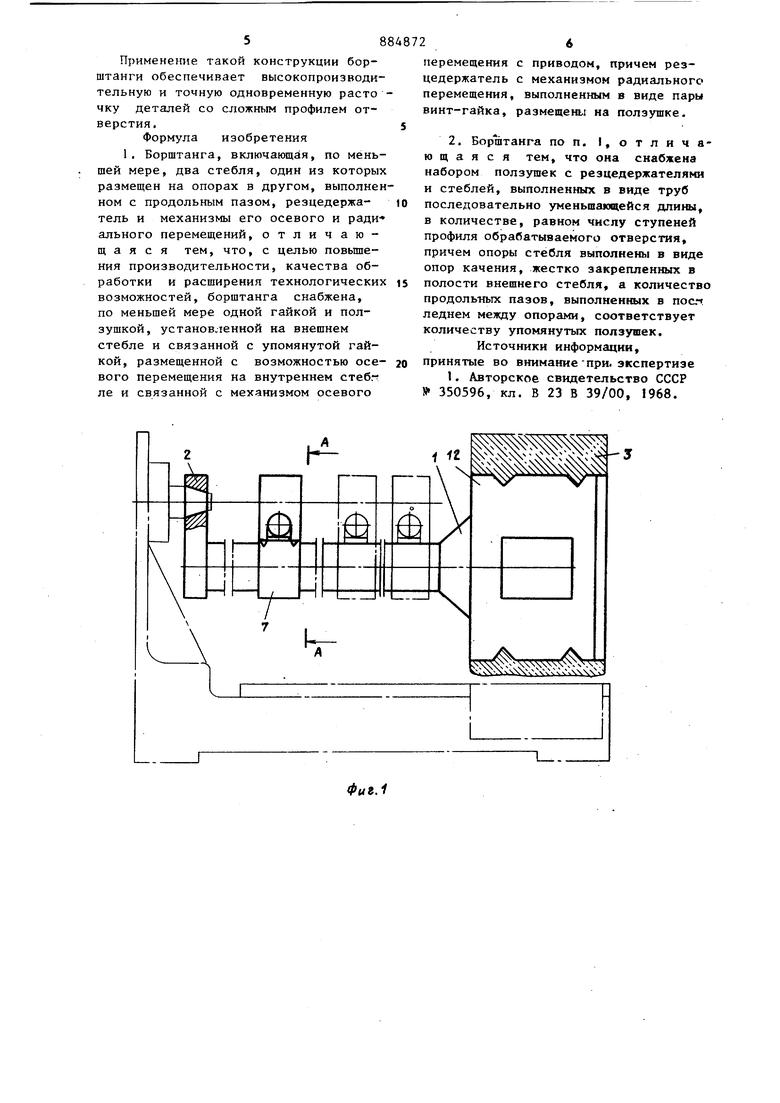
изобретение относится к машиностроению и может быть использовано в станках с числовым программным уп равлением. Известна борштанга, состоящая из двух стеблей, во внутреннем из которых выполнен продольный паз с закре ленным в нем копиром, и центрирующее отверстие в торце, противоположном расточной бабке, а во внешнем, связанном с приводом осевой подачи, выполнен радиальный паз, в котором с возможностью радиального перемещения под действием копира размещен держатель расточного резца, внешний стебель установлен с возможность осевого перемещения 1 . Недостатком известного устройства является чисто механическое програм мирование перемещений расточного рез ца, что снижает производительность подготовки станков к работе ч процесса расточки в целом,затрудняет обработку профилей с криволинейными образующими, а в случаях ступенчатого профиля с произвольным перепадом радиальных расстояний от оси заготовки (типа чередующихся выступов и впадин) вообще исключает расточку. Кроме того, при выведении расточного резца из обработанного отверстия возможно появление следа на стенке, снижающего точность и чистоту отверстия. Цель изобретения- повышение производительности, качества обработки и расширения технологических возможностей. Указанная цель достигается тем, что борштанга снабжена, по меньшей мере, одной гайкой и ползушкой, установленной на внешнем стебле, и связанной с гайкой, размещенной с возможностью осевого перемещения на внутреннем стебле и кинематически связанной с приво,дом, причем резцедержатель с механизмом радиального перемещения,, выполненным в виде пары винт-гайка и снаб3884женныМ приводом, размещены на ползуш ке. Кроме Toio, борштанга снабжена набором ползушек с резцедержателями и стеблей, выполненных в виде труб, последовательно уменьшающейся длины в количестве, равном числу ступеней профиля обрабатываемого отверстия, причем опоры стебля выполнены в виде опор качения, жестко закрепленных в полости внешнего стебля, а количество продольных пазов, выполненных в последнем между опорами, соответствует количеству упомянутых ползушек. На фиг. 1 изображена борштанга, о щий вид, на фиг. 2 - разрез А-А на фиг, 1, на фиг. 3- разрез Б-Б на фиг. 2, на фиг. 4- разрез В-В на фиг. 3 , на фиг. 5- вид Г на фиг. 2, Борштанга выполнена составной и имеет наружный стебель 1, выполненный с эксцентричным выступом 2 с центрирующим отверстием, геометричес кая ось которого должна в рабочем положении совпадать с гeoмeтpичec кой осью заготовки, а другим концом связанный с бабкой 3 станка. Внутри наружного стебля 1 на опорах качения 4 размещены внутренние стебли 5, выполненные в виде труб последовательно уменьшающейся длины. На участках между опорами качения 4 и наружном стебле 1 выполнены пос ледовательно расположенные продольны пазы 6, в пределах длины каждого из которых на наружном стебле 1 размещены ползушки 7, которые щпонка- ми 8 через пазы 6 связаны с гайками 9, каждая из которых установлена с возможностью осевого перемещения на соответствующем внутреннем стебле-5. Внутренние стебли 5 через зубчатые колеса 10 связаны с двигателями I1 системы программного управления и размещены в корпусе 12 расточной бабки 3 станка. Длина каждого из пазов 6 в наружном стебле 1 не превьшает длину свободного (выступающего за пределы пос ледующей части телескопического набора) конца казкдого соответствукядего внутреннего стебля 5 и равна величине ступени профиля для деталей од ноге типоразмера. На ползушках 7 в направляющих 13 установлены подвижные в радиальном направлении резцедержатели 14 посредством пары винт-гайка 15, связанные с приводом программного перемещения ( тоководы к приводам для упрощения изображения не показаны). Все приводы осевых подач ползушек 7 и радиальных подач резцедержателей 14 подключены к общему блоку программного управления станка (не показан). Устройство работает следующим образом. На основе рабочего чертежа изделия с учетом технологических баз и припусков на обработку отверстий известным образом составляют программу расточки, которую вводят в устройство программного управления . Расточную бабку 3, несущую борщтангу, отводят с учетом длины заготовки в заданное положение и производится установка и крепление заготовки 17 в шпиндель станка. Затем борштангу вводят в отверстие заготовки до контакта центрирующего отверстия в эксцентричном выступе 2 с невращающимся центром станка (не показан). При одновременном перемещении ползущек 7 вдоль оси борщтанги и радиальном перемещени и резцедержателей 14 с разными, заранее расчитанными скоростями, происходит одновременная обработка ступеней профиля фасонного отверстия в заготовке. Ползушки 7 перемещаются вдоль оси борштанги при вращении внутренних стеблей 5, двигающих гайки 9 со щпонками 8. Резцедержатели 14 перемещаются в направляю1цих 13 под действием собственных приводов 16. Количество одновременно работающих ползушек 7.и резцедержателей 14 определяется в зависимости от контура отверстия. Для этого предварительно разрабатывается расчетно-техническая карта из условия синхронизации по времени обработки отдельных участков отверстия. Расточка отверстий осуществляется в полностью автоматическом режиме в соответствии с управляющей программой, заложенной в устройство программного управления. После отработки программы все от водятся в исходное положение, борштанга выводится из обработанного отверстия, устанавливается следующая заготовка и цикл повторяется. 58 Применение такой конструкции борштанги обеспечивает высокопроизводительную и точную одновременную расто чку деталей со сложным профилем отверстия. Формула изобретения 1. Борштанга, включающая, по меньшей мере, два стебля, один из которых размещен на опорах в другом, выполнен ном с продольным пазом, резцедержатель и механизмы его осевого и ради ального перемещений, отличающаяся тем, что, с целью повьшения производительности, качества обработки и расширения технологических возможностей, борштанга снабжена, по меньшей мере одной гайкой и ползушкой, установленной на внешнем стебле и связанной с упомянутой гайкой, размещенной с возможностью осевого перемещения на внутреннем стебг ле и связанной с механизмом осевого перемещения с приводом, причем резцедержатель с механизмом радиального перемещения, выполненным в виде пары винт-гайка, размещены на ползушке. 2. Борштанга по п. 1,отличаю щ а я с я тем, что она снабжена набором ползушек с резцедержателями и стеблей, выполненных в виде труб последовательно уменьшающейся длины, в количестве, равном числу ступеней профиля обрабатываемого отверстия, причем опоры стебля выполнены в виде опор качения, жестко закрепленных в полости внешнего стебля, а количество продольных пазов, выполненных в поел леднем между опорами, соответствует количеству упомянутых ползушек. Источники информации, принятые во внимание-при. экспертизе I. Авторское свидетельство СССР № 350596, кл. В 23 В 39/00, 1968.
s-e
..i.
11 11
10 11
Ht.y
Л ид г
16
ЕЕГ
«8.5
