(54) СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКОГО СОЕДИНЕНИЯ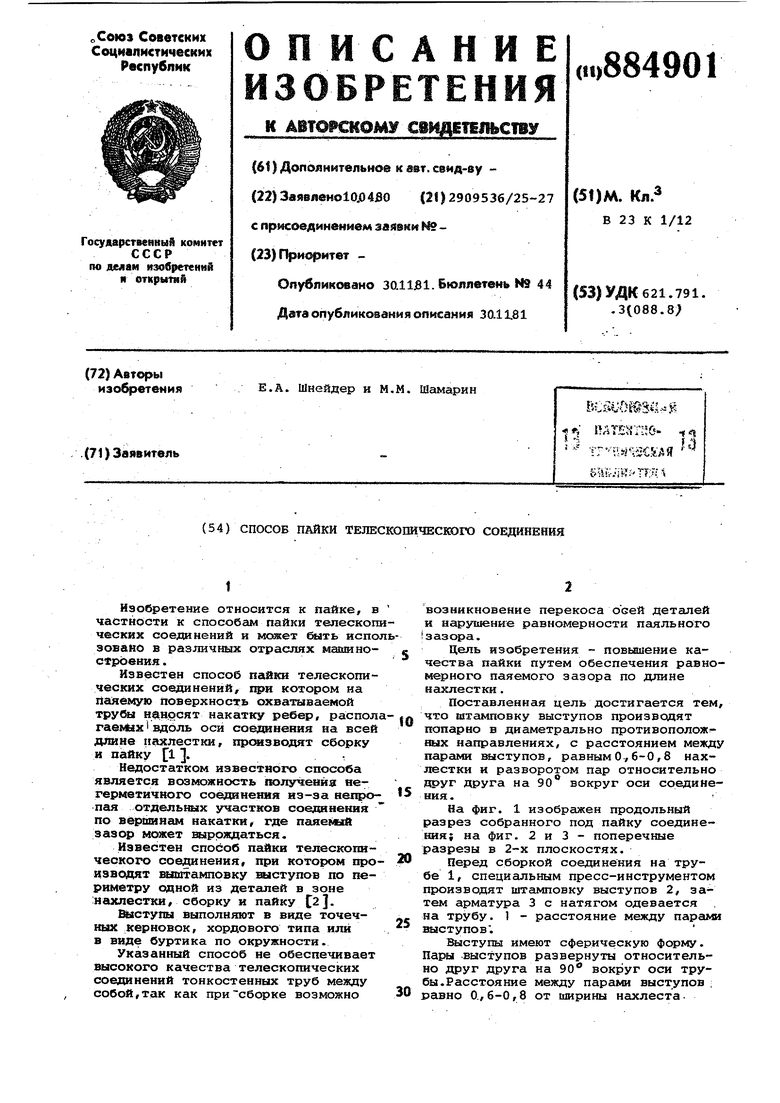
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ТРУБ ПАЙКОЙ | 2002 |
|
RU2240902C2 |
| Способ монтажной пайки телескопических соединений | 1976 |
|
SU650756A1 |
| Паяное телескопическое соединение | 1980 |
|
SU922413A1 |
| Способ пайки телескопических соединений | 1981 |
|
SU967702A2 |
| Способ пайки телескопических соединений | 1975 |
|
SU570464A1 |
| Паяное телескопическое соединение | 1980 |
|
SU946860A1 |
| СПОСОБ ПАЙКИ ТОНКОСТЕННЫХ ТРУБ ПРИ ТЕЛЕСКОПИЧЕСКОМ СОЕДИНЕНИИ | 2001 |
|
RU2193477C1 |
| Способ получения охватывающих соединений керамики с металлом | 1991 |
|
SU1776649A1 |
| Способ капиллярной пайки трубных элементов | 1978 |
|
SU1268330A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ТЕПЛООБМЕННИКА | 2013 |
|
RU2533892C1 |
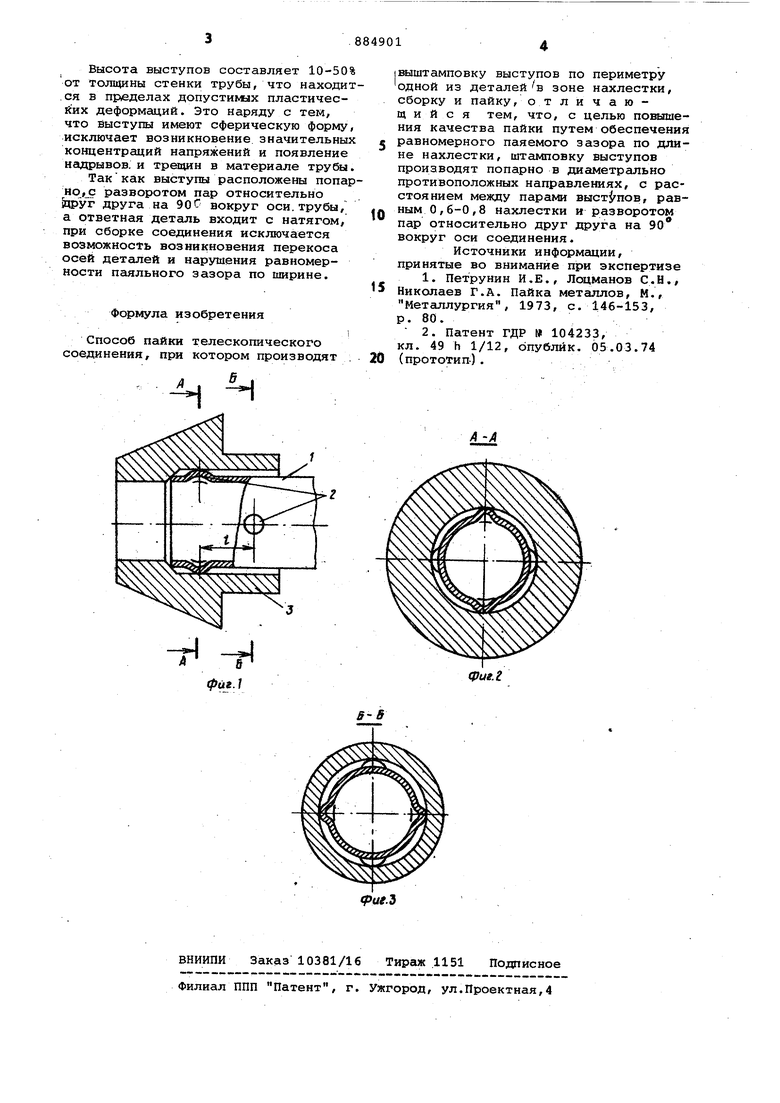
Изобретение относится к пайке, частности к способам пайки телеско ческих соединений и может &ать исп зовано в различных отраслях мапшно сФроеЕшя. Известен способ пайки телескопи ческих соединений, при котором на пёшемую поверхность охватываемой трубы наносят накатку ребер, распол гаемшхвдоль оси соединения на всей длине нахлестки, прсжзводят сборку и пайку fl .. Недостатком известного способа является возможность люлученйз негерметичного соединения нз-за непро псш отдельных участков соединения по вышинам накатки, где паяемь зазор может выроящаться. Известен способ пайки телескопического соединения, при котором про изводят шяотамповку шлступов по периметру одной из деталей в зоне :нахлестки, сборку и пайку 2. выступы выполняют в виде точечных керновок, хордового типа или в виде буртика по окружности. Указанный способ не обеспечивает высокого качества телескопических соединений тонкостенных труб между собой,так как при сборке возможно возникновение перекоса осей деталей и нарушение равномерности паяльного зазора. Цель изобретения - повшиевие качества пайки путем обеспечения равномерного паяемого зазора по длине нахлестки. Поставленная цель достигается тем, что штамповку выступов производят попарно в диаметрально противоположишлх направлениях, с расстоянием между парами выступов, равным 0,6-0,8 нахлестки и разворотом пар относительно друг друга на 90 вокруг оси соединения . На фиг. 1 изображен продольный разрез собранного под пайку соединения; на фиг. 2 и 3 - поперечные разрезы в 2-х плоскостях. Перед сборкой соединения на трубе 1, специальным пресс-инструментом производят штамповку выступов 2, затем арматура 3 с натягом одевается на трубу. 1 - расстояние между парами выступов. Клступы имеют сферическую форму. Пары выступов развернуты относительно друг друга на 90 вокруг оси трубы.Расстояние между парами выступов ргшно О.,6-0,8 от ширины нахлеста
