(5) УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки эластичным инструментом и устройство для его осуществления | 1980 |
|
SU884967A1 |
| Станок для абразивной обработки торцов дисков | 1979 |
|
SU856762A1 |
| Станок для абразивной обработки вращающимися щетками деталей типа дисков | 1979 |
|
SU889409A1 |
| Устройство для абразивной обработки | 1982 |
|
SU1085771A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| Станок для абразивной обработки торцов изделий | 1980 |
|
SU867614A1 |
| Копировальный станок | 1979 |
|
SU850358A1 |
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| Устройство для обработки абразивным инструментом | 1978 |
|
SU1030141A2 |
| Шлифовальный инструмент | 1982 |
|
SU1093525A1 |
I
Изобретение относится к безразмерной абразивной обработке, например полированию, глянцеванию -и т.п.v и Может быть использовано в разных раслях машиностроения.
Известно устройство для абразив ной обработки, содержащее корпус, внутри которого размещен шпиндель с . закрепленным на нем при помощи шайбы с гайкой эластичным инструментом СП.
Недостатком, известного устройства является низкое качество обработки. - изобретения - повышение качества обработки.
Поставленная цель достигается тем, что на одном торце гибкой части инструмента закреплен кольцевой торцовый кулачок, установленный с возможностью взаимодействия с введенным в устройство роликом, ось которого закреплена на корпусе, а на другом торце - кольцо с упругим элементом, установленным с возможностью контакта с шайбой, закрепленной на шпинделе.
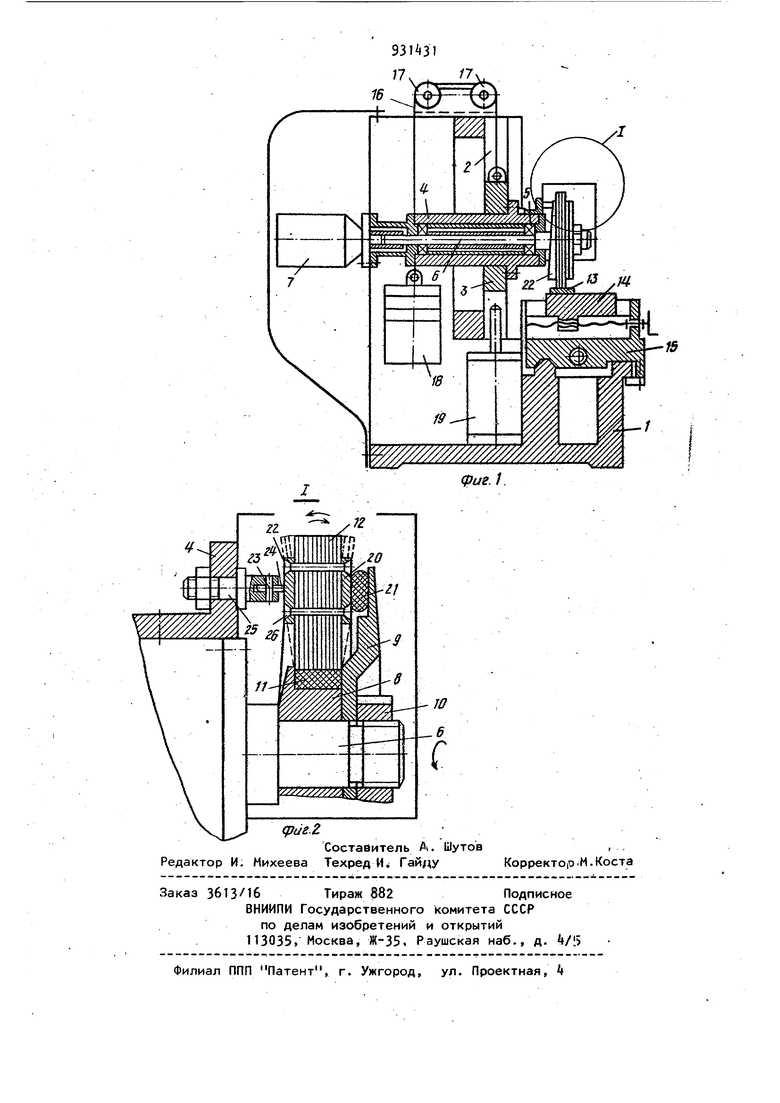
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 узел I на фиг. 1.
На станине 1 в вертикальных направляющих 2 установлена с возможностью вертикального перемещения инструментальная головка 3, в корпусе k которой с возможностью вращения на подшипниках 5 расположен шпиндель 6, привод во вращение которого.осуществ10ляется электро- или гидродвигателем 7 закрепленным, например, на головке 3 или корпусе .
На оправке 8 шпинделя 6 с буртом с помощью шайбы 9 и гайки 10 закреп15лен инструмент 11 с эластичными элементами 12, выполненный, например, в виде волосяной или текстильной щетки, войлочного, сезалевого или поропластового полировальника и т.п.
20
В зависимости от вида обработки , (полирование, глянцевание и т.п.) используют эластичный инструмент с нанесенным на его периферию абразивом или 8 зону обработки подают абразивную пасту (суспензию). Обрабатываемую деталь 13 устанавливают на столе k суппорта 15 сооб щающих ей необходимые формообразующие смещения. Инструментальная голов ка 3 гибким элементом 16, перекинутым через направляющие ролики 17, закрепленные на станине, соединена с грузом 18, величиной которого задайТ необходимое усилие поджима инструмента к обрабатываемой заготовке 13- Для отвода инструмента вверх при смене детали служит расположенный на станине силовой цилиндр 19, шток которого взаимодействует с инструментальной головкой 3. На свободном торце инструмента 11 на его эластичных элементах 12 закреплено кольцо 20, к которому шайбой 9 поджат упругий элемент 21, выполненный, например, в виде резинового кольца. С противоположного торца инструмента на его гибких элементах закреплен кольцевой кулачок 22, выполненный, например, в виде косой шайбы. С кулачком конта.ктирует имею щий возможность свободно вращаться на оси 23 ролик 2. Ось ролика с помощью кронштейна 25 закреплена на i корпусе 4 шпинделя. Кольцо 20 и кула чок 22 соединены между собой болтами 2б . При работе устройства вращается шпиндель, а вместе с ним инструмент 11, обрабатываемая деталь 13. Кулачок 22, вращаясь вместе с инструментом, взаимодействует с роликом 23 и отклоняется им в осевом направлении Вместе с кулачком осевые перемещения (колебания, вибрации) совершают и эластичные элементы 12 инструмента за счет его периодического наклона к оси шпинделя вместе с кулачком В обратном направлении инструмент с кулачком смещаются упругим элемен9том 21, сжимающимся при смещении кулачка с инструментом. Частоту осевых вибраций эластичных элементов принимают в диапазоне 100-5000 колебаний в минуту, а амплитуду - от 1 до 15 мм. При меньшей частоте вибраций уменьшаются величины положительнь1х эффектов, а при большей эластичные элементы не успевают возвратиться в исходное положение. Частоту вибраций задают числом оборотов инструмента и числом выступов и впадин на кулачке. Амплитуду и частоту колебаний концов эластичных элементов окончательно подбирают экспериментально в зависимости от материала обрабатываемой детали, тре- буемой шероховатости поверхности и т.п. Таким образом, предлагаемое устройство позволяет повысить качество обработки. Формула изобретения Устройство для абразивной обработки, содержащее корпус, внутри которого размещен шпиндель с закрепленным на нем при помощи шайбы с гайкой эластичным инструментом, отличающееся тем, что, с целью повышения качества обработки, на одном торце гибкой части инструмента закреплен кольцевой торцовый кулачок, установленный с возможностью взаимодействия с введенным в устройство роликом, ось которого закреплена на корпусе, а на другом торце кольцо с упругим элементом, установленным с возможностью контакта с шайбой, закрепленной на шпинделе. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 289759 /25-08, кл. В 24 В 1/00, 21.03.80.
