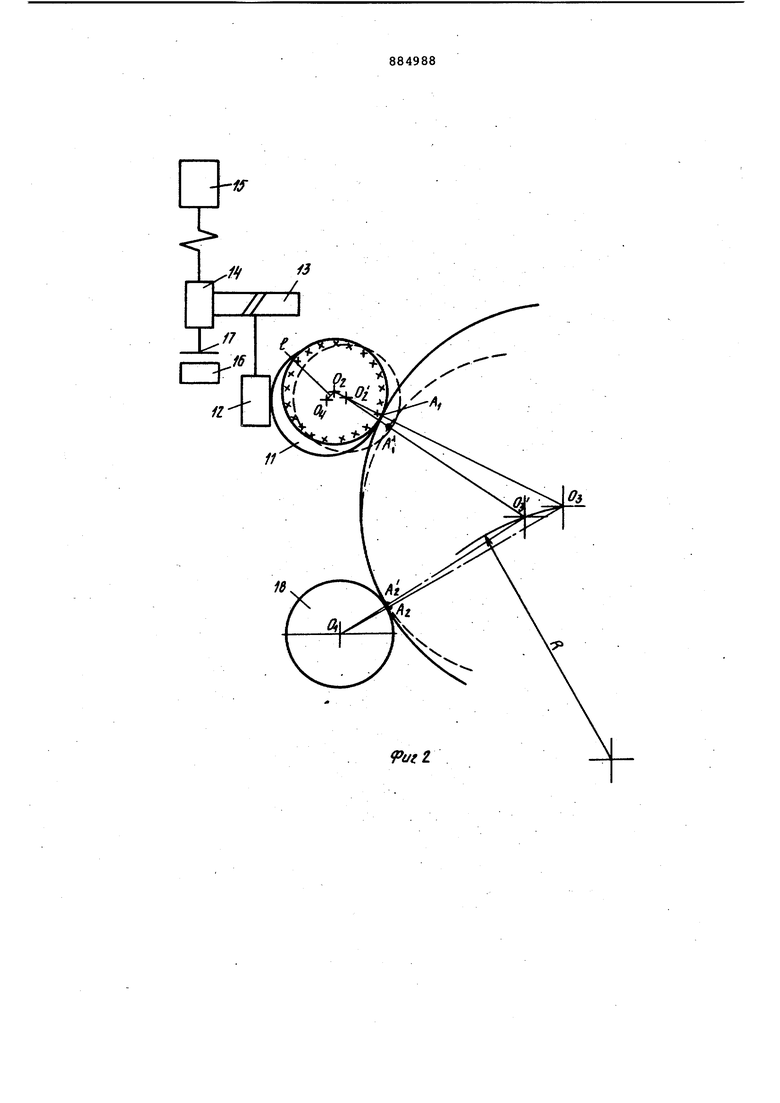
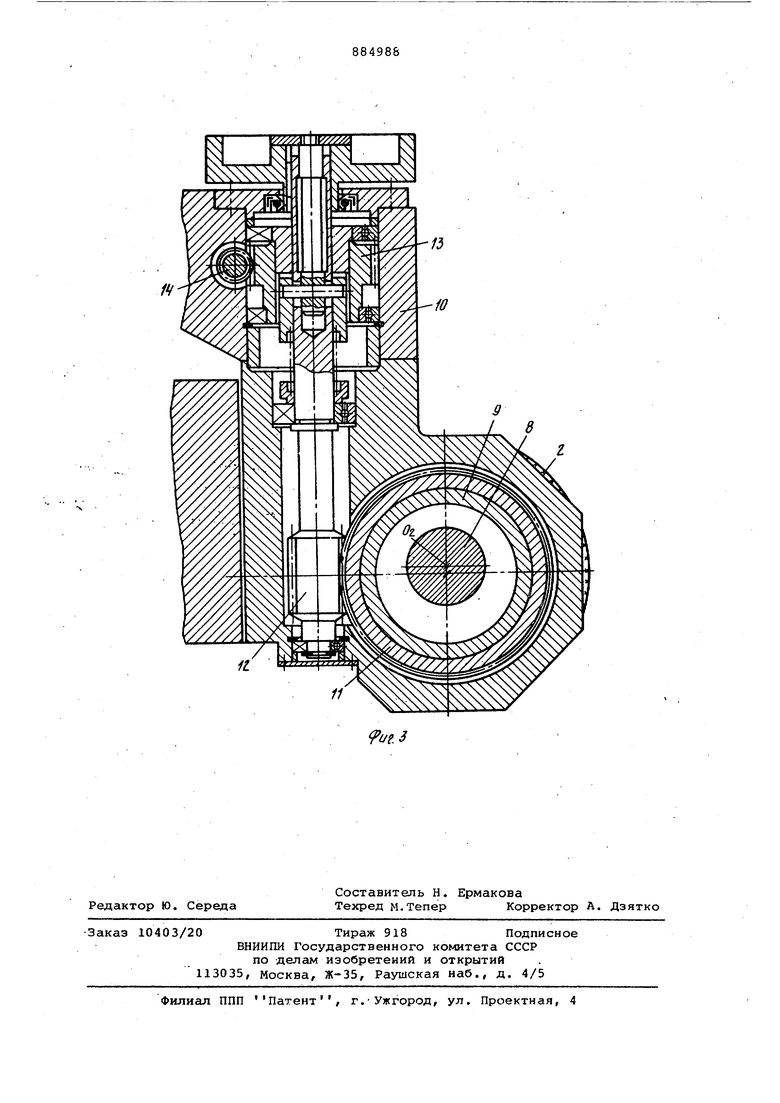
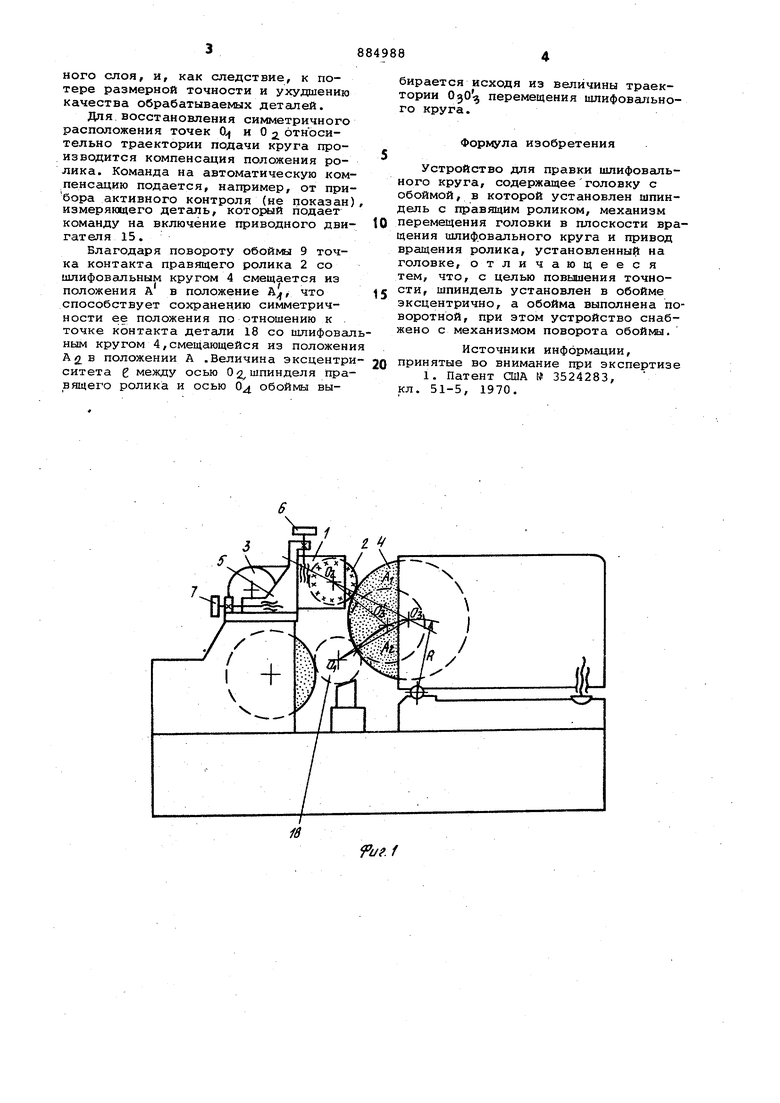
Изобретение относится к станкост ,роению и может быть применено на вр ных бесцентровых круглошлифовальных станках с криволинейной подачей кру на изделия. Известно устройство для правки шлифовального круга, содержащее головку с обоймой, в которой установлен шпиндель с правящим роликом, ме ханизм перемещения головки в плоскости вращения шлифовального круга и привод вращения ролика, установленный на головке 1Известное устройство не обеспечивает возможности компенсационного перемещения шпинделя с роликом для повышения точности правки. Цепь изобретения - повышение точ ности правки. Указанная цель достигается тем, что шпиндель установлен в обойме . эксцентрично, а обойма выполнена по воротной, при этом устройство снабжено механизмом поворота обой1 1. На фиг. 1 показана конструкция устройства, установленного на бесцентровошлифовальном станке; на фиг. 2 - схема компенсационного дви жения правящего ролика;, на фиг. 3 механизм поворота обоймы. Устройство содержит головку 1, в которой размещен правящий ролик 2 и установлен привод 3 вращения ролика. Для установочного перемещения головки 1 в плоскости вращения шлифовального круга 4 служит механизм 5, который включает винты 6 и 7. Правящий ролик 2 закреплен на шпинделе 8, который установлен в обойме 9 с эксцентриситетом б . Обойма 9 может поворачиваться с помощью механизма 10, включающего, например червячное колесо 11, червяк 12, зубчатое колесо 13, второй червяк 14 и приводной двигатель 15. Для связи с системой автоматического управления устройство может иметь бесконтактный датчик 16 с флажком 17. Устройство работает следующим образом. По мере износа шлифовального круга ось его вра1цеиия перемещается по дуге OjO радиуса R. При этом расстояния от оси вращения круга до оси вращения изделия (ОуО.) и.до оси вращения ролика (OjOj) (фиг. 2) становятся неравными (), что приводит к уменьшению глубины снимаемого при правке с круга дефектного слоя, и, как следствие, к потере размерной точности и ухудшению качества обрабатываемых деталей. Для восстановления симметричного расположения точек 0, и О относительно траектории подачи круга производится компенсация положения ролика. Команда на автоматическую ком,пенсацию подается, например, от прибора активного контроля (не показан) измерянадего деталь, который подает команду на включение приводного двигателя 15. Благодаря повороту обоймы 9 точка контакта правящего ролика 2 со шлифовальным кругом 4 смещается из положения А в положение А что способствует сохранению симметричности ее положения по отношению к точке контакта детали 18 со шлифовал ным кругом 4,смещающейся из положени положении А .Величина эксцентри ситета g между осью О 2, шпинделя правящего ролика и осью Од обоймы выбирается исходя из величины траектории ОзО, перемещения шлифовального круга. Формула изобретения Устройство для правки шлифовального круга, содержащее головку с обоймой, в которой установлен шпиндель с правящим роликом, механизм перемещения головки в плоскости вращения шлифовального круга и привод вращения ролика, установленный на головке, отличающееся тем, что, с целью повьндения точности, шпиндель установлен в обойме эксцентрично, а обойма выполнена поворотной, при этом устройство снабжено с механизмом поворота обоймы. Источники информации, принятые во внимание при экспертизе 1. Патент США № 3524283, кл. 51-5, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| Шлифовальная головка профилешлифовального станка | 1982 |
|
SU1148767A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |