(54) УСТРОЙСТВО для ПОДАЧИ СГ-1АЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи смазочно-охлаждающей жидкости | 1980 |
|
SU884990A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1992 |
|
RU2036777C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2383430C1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU856776A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Устройство для подвода смазочно-охлаждающей жидкости к шлифовальному кругу | 1985 |
|
SU1283063A1 |
1
Изобретение относится к металлообработке, а более конкретно к устройствам для подачи смазочно-охлаждаЮ1дей жидкости на охлаждение и очистку шлифовального круга.
Известны устройства для подачи смазочно-охлаждающей жидкости струйно-напорнымвнезонным способом, выполненные в виде насадков и заканчивающиеся одним или несколькими отверстиями малого диаметра (1.
Наиболее близкой к предлагаемой является конструкци,я струйно-напорного внезонного способа подачи сма- . зочно-охлаждающей жидкости на охлаждение и очистку шлифовального круга, имеющая присоединительную резьбу, канал для подвода жидкости и ряд отверстий для вывода жидкости 2.
Недостатком известных конструкций является отсутствие регулирования скорости высокоскоростного потока жидкости и быстрое засорение, так как отверстия для вывода жидкости имеют диаметр от 0,1 до 0,9 мм для создания скорости достаточной для эффективной очистки и охлаждения круга. При этом устройство для очистки смазочно-рхлаикдающай жидкости весьма громоздки и недостаточно надежны. Для очистки отверстий необходима частичная разборка устрой- ства и прерывание процесса обрабо ки изделия.
Цель изобретения - регулирование скорости высокоскоростного потока жидкости.
Поставленная цель достигается тем, что устройство имеет две гибкие,,
fO скрепленные между собой пластины, выполненные с возможностью регулируемой деформации и изменения размеров выходной щели.
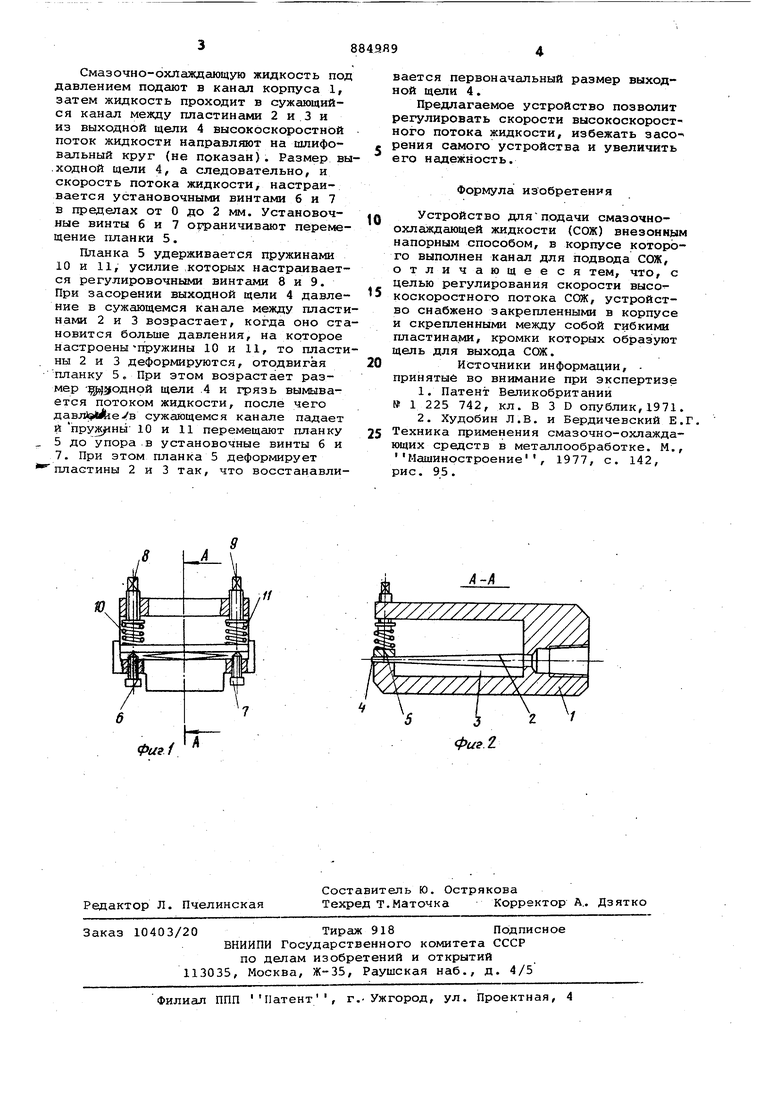
На фиг. 1 изображено устройство,
15 общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из корпуса 1 с закрепленными на нем пластинами
20 и 3, кромки которых образуют выходную щель 4. В пазу корпуса 1 находится планка 5. В корпусе 1 размещены установочные винты б и 7,а также регулировочные винты 8 и 9 с пру25жинами 10 и 11. Устройство закрепляется на бабке шлифовального круга Хне показан) на расстоянии 1-5 мм от круга.
Устройство работает следующим об30разом.
Смазочно-охлаждающую жидкость под авлением подают в канал корпуса 1, затем жидкость проходит в сужающийся канал между пластинами 2 и 3 и из выходной щели 4 высокоскоростной поток жидкости направляют на шлифовальный круг (не показан). Размер выходной щели 4, а следовательно, и скорость потока жидкости, настраивается установочными винтами б и 7 в пределах от О до 2 мм. Установочные винты б и 7 ограничивают перемеение планки 5.
Планка 5 удерживается пружинами 10 и 11, усилие .которых настраивается регулировочными винтами 8 и 9. При засорении выходной щели 4 давление в сужающемся канале между пластинами 2 и 3 возрастает, когда оно становится больше давления, на которое настроеныпружины 10 и 11, то пластины 2 и 3 деформируются, отодвигая планку 5. При этом возрастает размер -щ одной щели .4 и грязь вымывается потоком жидкости, после чего давл А1еУв сужающемся канале падает и пруж 1ньа 10 и 11 перемещают планку 5 до упора .в установочные винты 6 и 7. При этом планка 5 деформирует пластины 2 и 3 так, что восстанавливается первоначальный размер выходной щели 4.
Предлагаемое устройство позволит регулировать скорости высокоскоростного потока жидкости, избежать засо-рения самого устройства и увеличить его надежность.
Формула изобретения
Устройство дляподачи смазочноохлаждающей жидкости (СОЖ) внезонным напорным способом, в корпусе которого выполнен канал для подвода СОЖ, отличающее ся тем, что, с целью регулирования скорости высокоскоростного потока СОЖ, устройство снабжено закрепленными в корпусе и скрепленными между собой гибкими пластинами, кромки которых образуют щель для выхода СОЖ.
Источники информсщии, принятые во внимание при экспертизе
№ 1 225 742, кл. В 3D опублик,1971.
А-А
Фиг.
