(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многокольцевого коллектора | 1984 |
|
SU1300589A1 |
| Способ изготовления миниатюрного многокольцевого коллектора | 1985 |
|
SU1304114A1 |
| Способ изготовления многокольцевого коллектора | 1985 |
|
SU1359832A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ГИРОСКОПИЧЕСКОГО ПРИБОРА | 1982 |
|
SU1085357A1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ЭЛЕКТРОННЫХ МОДУЛЕЙ, ТРЕХМЕРНЫЕ ЭЛЕКТРОННЫЕ МОДУЛИ | 2018 |
|
RU2705727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2583377C2 |
| Способ изготовления коллектора | 1984 |
|
SU1307497A1 |
| Коллектор электрической машины | 1979 |
|
SU843056A1 |
Изобретение относится к технологии изготовления коллекторов, например, гироскопических приборов, и может быть использовано в электротехнической и приборостроительной промышленностях. Известен способ изготовления коллектора, включанщий присоединение к контактным кольцам выводных проводов заливку внутренней полости коллектора эпоксидным компаундом и установку внутри контактных колец изоляцион ных втулок II . Недостатком известного способа является сложность изготовления и большой радиус трения, а следователь но, и большой момент трения, так как для размещения днутри контактных колец изоляционных втулок и выводных проводов необходим сравнительно боль шой диаметр колец. Наиболее близким к предлагаемому является способ изготовления коллектора, включакндий присоединение к кольцевым контактным элементам выводных проводов и заливки их, с обеспечением заданной величины осевого шага, изоляционным материалом, например эпоксидным компаундом 21. Недостаток известного способа заключается в том, что установка контактных элементов увеличивает диаметр коллектора и вызывает увеличение момента трения в коллекторном узле, что приводит к снижению качества изготавливаемых изделий. Кроме того, из-за Необходимости предварительного механического изготовления контактных элементов, зачистки изоляции и подпайки выводных проводов и контактным элементам, сборки с заданным шагом, заливки изоляционным материалом, а затем механической обработки собранного коллектора, увеличивается трудоемкость. Цель изобретения - повьш ение качества изготавливаемых изделий и снижение трудоемкости.
Поставленная цель достигается тем, что перед заливкой изоляционным материалом выводные провода скручивают вокруг их общей оси с шагом, соответствующим шагу расположения кольцевых контактных элементов, а после заливки снимают изоляцию с каждого выводного провода научастках, соответствзгющнх расположению кольцевых контактных элементов, и образуют кольцевые контактные элементы , например, вакуумным напылением электропроводного материала.
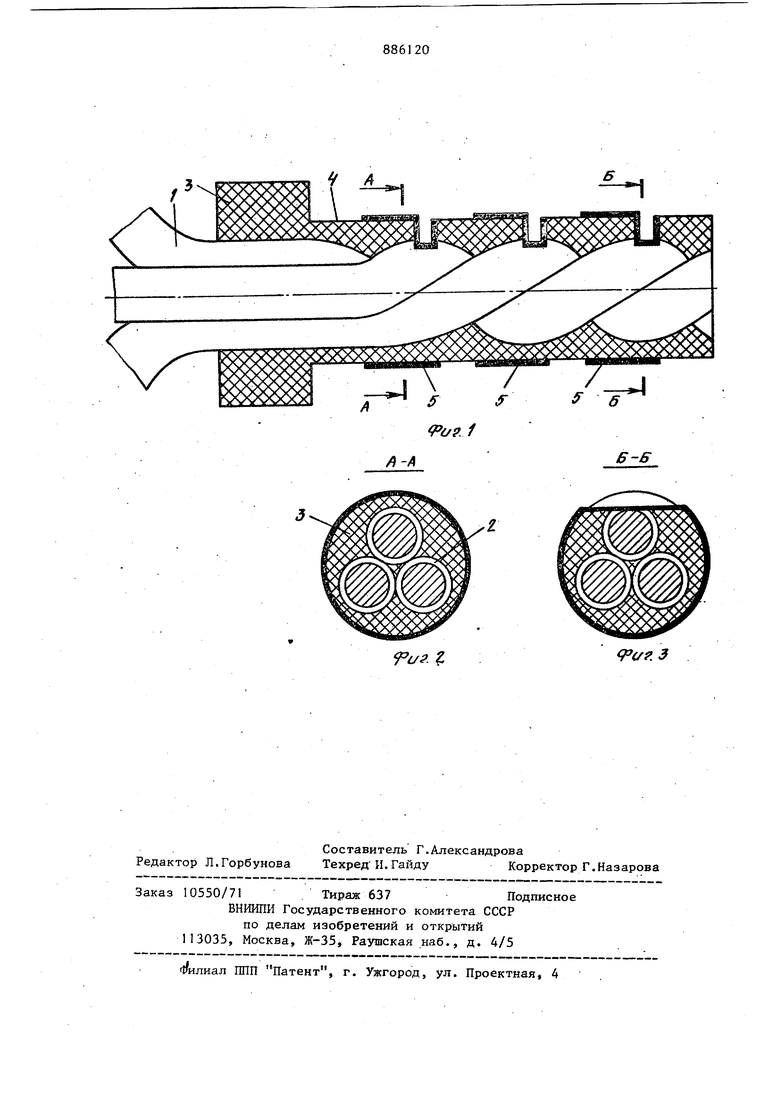
На фиг. 1 изображен коллектор, изготавливаемый по предлагаемому способу,- на фиг. 2 - сечение А-А на фиг. ; на фиг. .3 - сечение Б-Б ria фиг. 1 .
Изготовление коллектора производися следующим образом.
Быводные провода 1, имеющие изоляцию 2, скручивают вокруг их общей оси с шагом, соответствующим шагу расположения кольцевых контактных элементов, и заливают изоляционным материалом 3, в результате чего создается монолитная заготовка коллек тора с гладкой цилиндрической поверхностью 4. Затем снимают изоляционный материал 2 и 3 до оголения каждого вывода провода 1 на з астках, соответствующих расположению кольцевых контактных элементов, и образуют колцевые контактные элементы 5, например, вакуумным напылением электропроводного материала в зоне снятия изоляционного материала 2 и 3 и расположения контактных элементов 5, тем самьм обеспечивая электрический контакт между оголенными вьшодными проводами 1 и контактными элементами 5. .
Изобретение позволяет повысить качество изготавливаемых изделий и снизить трудоемкость за счет того.
что диаметр коллектора определяется сечением выводных проводов, величиной радиального слоя изоляционного материала, превышающего диаметр описанной окружности по вьшодным проводам, и толщиной напыленных контактных элементов.
Формула изобретения
Способ изготовления коллектора, включающий присоединение к кольцевым контактным элементам выводных проводов и заливку их с обеспечением
заданной величины осевого шага изоляционным материалом, например эпоксидным компаундом, отличающийс я тем, что, с целью повьппения качества изготавливаемых, изделий и снижения трудоемкости, перед заливкой изоляционным материалом вьшодные провода скручивают вокруг их общей оси с шагом, соответствующим шагу
расположения кольцевых контактных элементов, а после заливки снимают изоляционный материал до оголения каждого выводного провода на участках, соответствующих расположению
кольцевых контактных элементов, и образуют кольцевые контактные элементы, например, вакуумным напылением электропроводного материала в зоне снятия изоляционного материала и расположения контактных элементов.
Источники информации, принятые во внимание при экспертизе
конструкций. М., Машиностроение, 1975, с. 215-232.
с/.1 А
/.э
fV. I
