Изобретение относится к точному приборостроению, а именно к способам изготовления иниaтюpныx прецизионных токосъемников коллекторного типа применяемых в приборах и системах ав томатического управления.
Целью изобретения является уменьшение габаритов коллектора при увели чении числа колец.
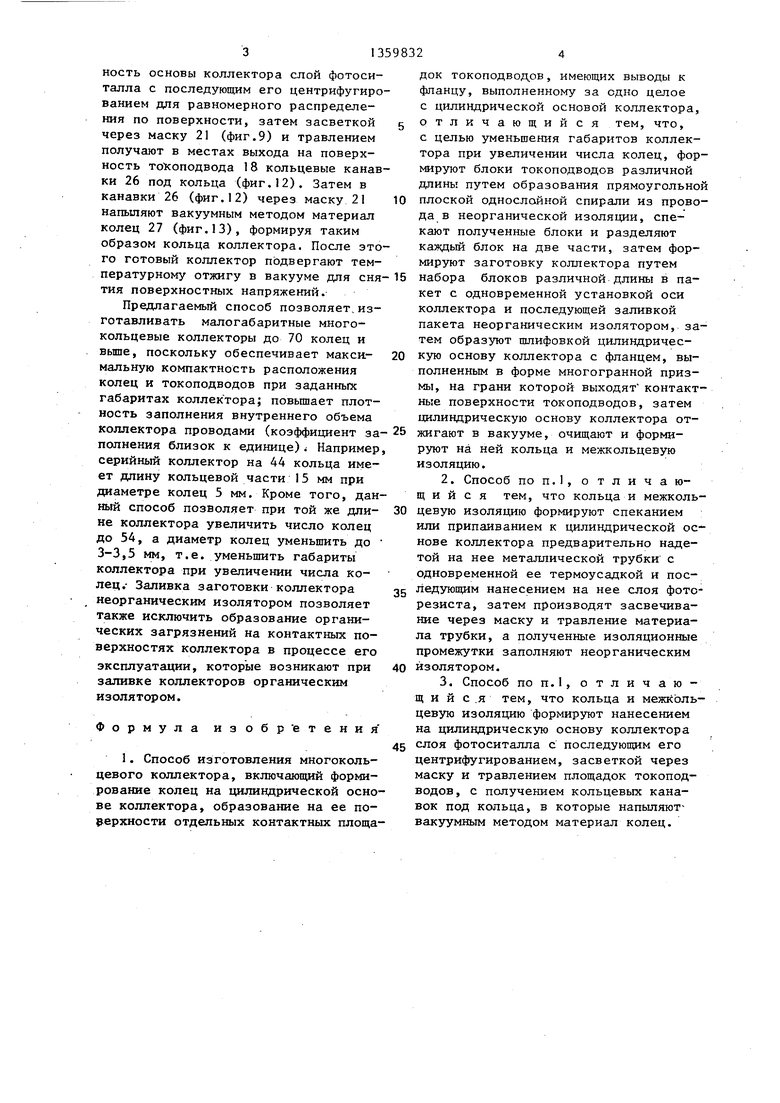
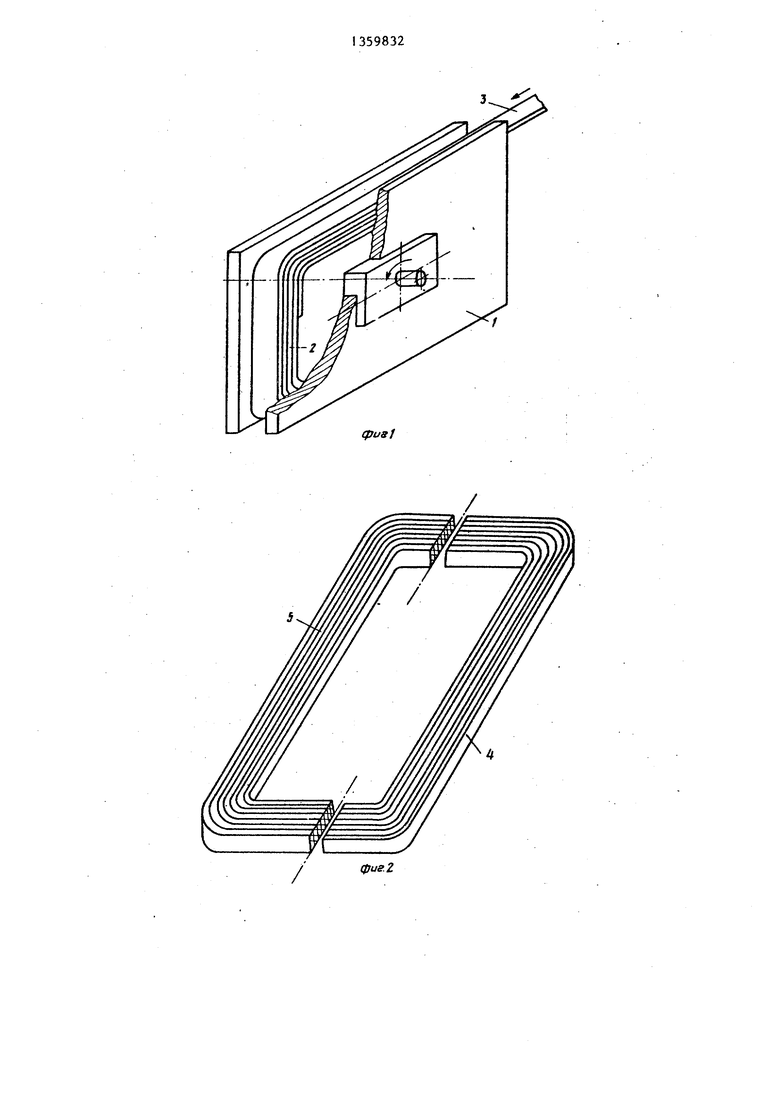
На фиг.I изображена намотка прямо угольной плоской однослойной спирали проводом в неорганической изоляции и Спекание полученного блока; на фиг.2 разделение прямоугольного блока на две части; на фиг.З - набор блоков различной длины в пакет и помещение его в матрицу; на фиг.4 - формирование заготовки коллектора заливкой не органическим изолятором; на фиг.З - заготовка коллектора после заливки; на фиг.6 - формирование фпанца коллектора, например, в форме шестигран ной призмы; на фиг.7 - образование цилиндрической основы коллектора; на фиг.8 - спекание и спаивание металли ческой трубки с цилиндрической основой коллектора; на фиг.9 - засветка слоя фоторезиста через маску; на фиг.10 - формирование колец травлением изоляционных промежутков; на фиг.П - заполнение через маску изоляционных промежутков неорганическим изолятором; на фиг.12 - нанесение слоя фотоситалла и травлени« канавок под кольца; на фиг.13 - получение ко лец напылением металла через маску.
Способ реализуется следующим обрз зом.
На прямоугольный сердечник 1 катушки наматывают прямоугольную плоскую однослойную спираль проводом 3 в неорганической изоляции, причем провод имеет прямоугольное сечение с целью получения более высокой плот ности упаковки его в блоке. Полученный блок спекают (фиг.1), а затем разрезают на две части 4 и 5 (фиг.2) Так формируют серию блоков 6 разной длинь, причем максимальная длина блока соответствует требуемой длине кол лектора, а длина каждого последующего блока 6 уменьшается на длину попе- речного сечения предыдущего блока. Это необходимо для того, чтобы контактные площадки токопроводов размещались на цилиндрической части коллектора без перекрытия. Из полученных блоков 6 формируют заготовку кол
лектора, набирая их в пакет, как показано на фиг.З, устанавливают в пакет ось 7 и укладывают в матрицу 8, имеющую пазы 9, по уровню и глубине соответсГтвующие порядку расположения контактных площадок токоподводов на цилиндрической поверхности коллектора (фиг.З). Затем производят заливку
1Q пакета в матрице 8 неорганическим
изолятором 10 (фиг.4). Полученную заготовку 11 коллектора (фиг.5) зажимают в призмах и формируют с помощью шлифовальных кругов 12 фланец 13 кол15 лектора, например, в форме шестигранной призмы, на грани которой выходят концы токоподводов в виде контактных площадок 14 (фиг.6). При этом величина угла между плоскостью контактных
20 площадок и плоскостями, в которых
расположены блоки токоподводов, выбирается исходя из условия оптимального размера контактной площадки 14. Затем заготовку 11 коллектора устанавливают
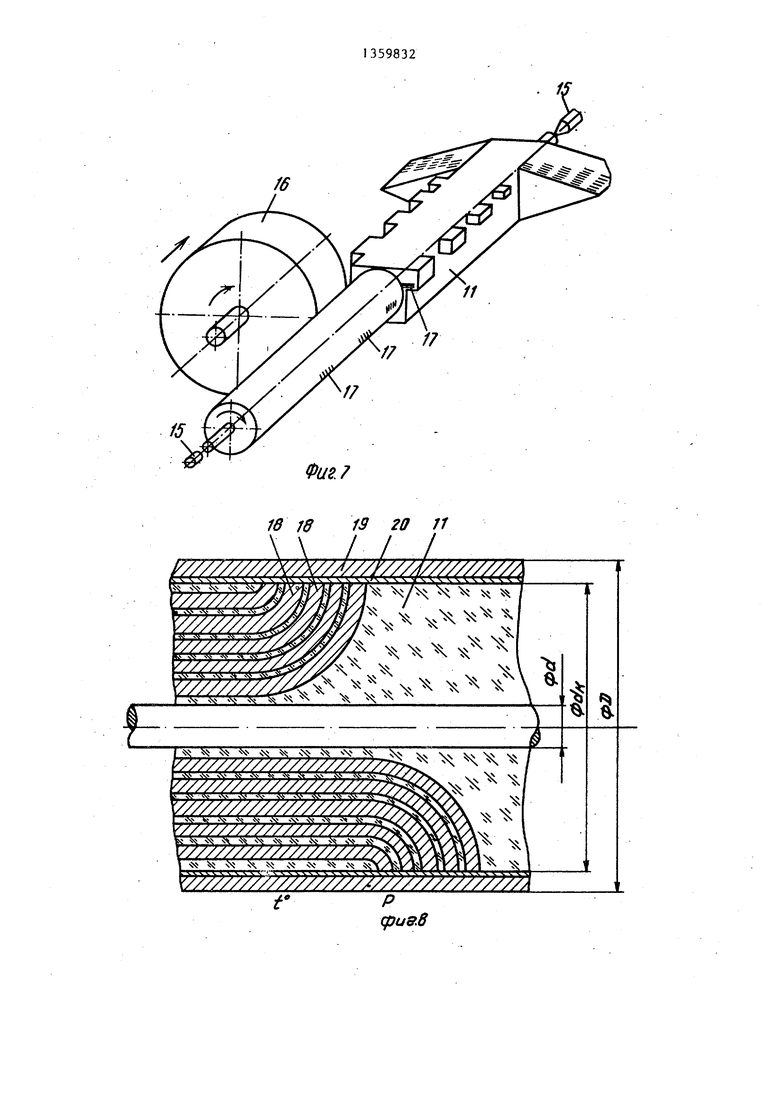
25 в центрах 15 (фиг.7) и формируют с помощью шлифовального круга 16 цилиндрическую основу I7 коллектора с фланцем, на цилиндрическую поверхность которой выходят контактные пло30 Щадки токоподводов 18.
Полученную цилиндрическую основу коллектора отжигают в вакууме с целью снятия поверхностных напряжений и подвергают очистке, например, ионной
35 бомбардировкой.
В дальнейшем изготовление коллектора идет двумя путями.
В первом случае формируют сначала кольца, для чего на цилиндрическую
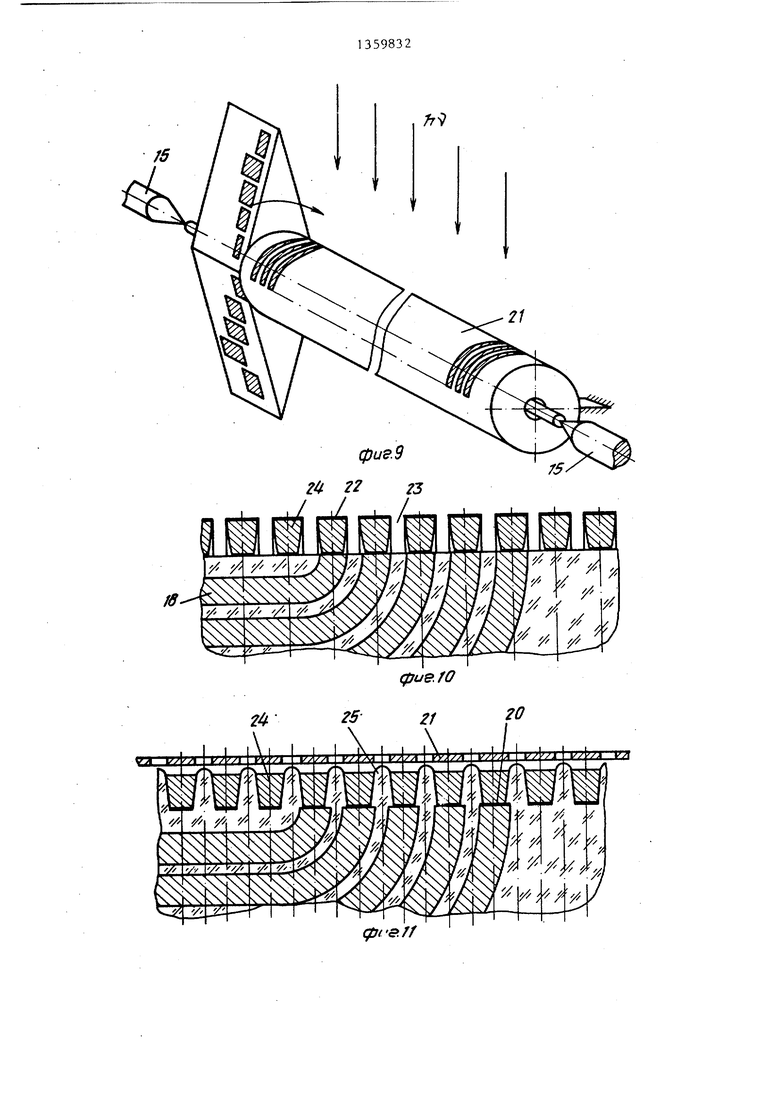
40 трубку 19, которую, напримерj с помощью слоя 20 припоя припаивают к основе 17, осуществляя одновременно термоусадку трубки 19 (фиг.8). Затем на цилиндрическую основу коллектора 45 наносят слой фоторезиста, устанавливают его в центрах 15 и, медленно поворачивая вокруг оси, засвечивают через маску 21 (фиг.9), после чего травлением материала трубки получают
50 на цилиндрической основе коллектора . изоляционные промежутки 23 между кольцами 24 (фиг.10). Впоследствии эти промежутки через маску 21 заполняют неорганическим изолятором 23
gg методом вакуумного напыления (фиг.11).
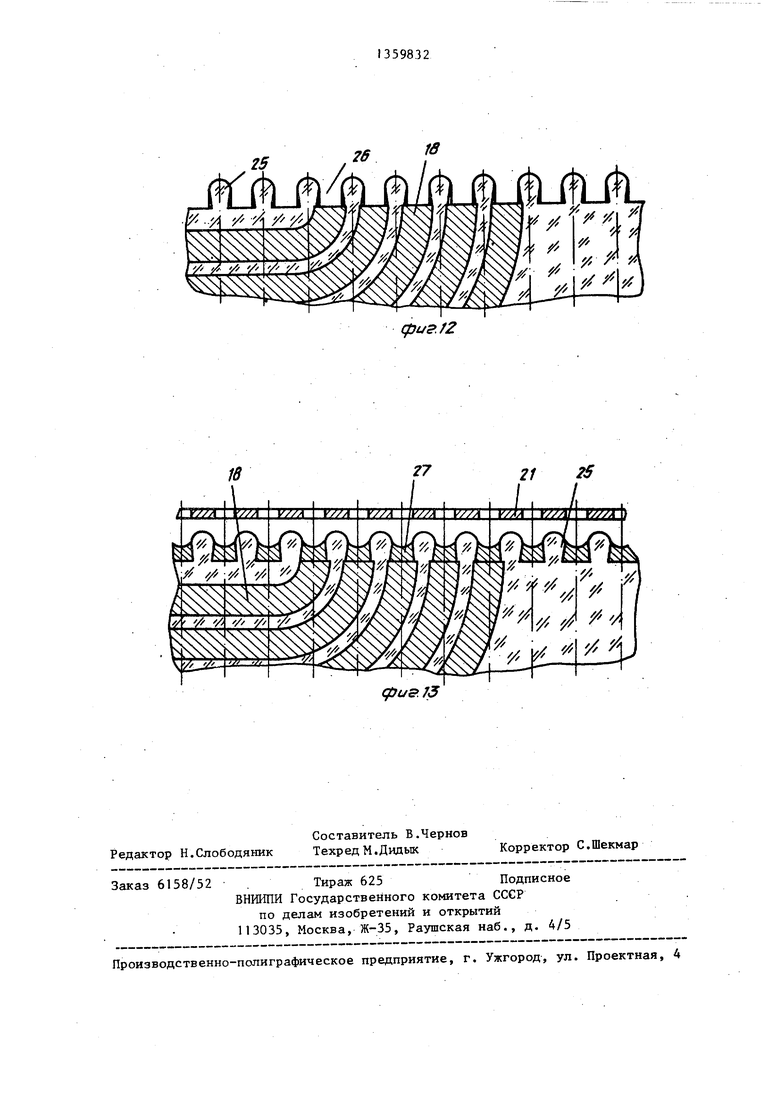
Во втором варианте изготовления коллектора сначала формируют межкольцевую изоляцию 25 (фиг.12) путем иа- несения на цилиндрическую поверхность основы коллектора слой фотоси- талла с последующим его центрифугированием для равномерного распределения по поверхности, затем засветкой через маску 21 (фиг.9) и травлением получают в местах выхода на поверхность тоХоподвода 18 кольцевые канавки 26 под кольца (фиг.12). Затем в канавки 26 (фиг.12) через маску 21 напыляют вакуумным методом материал колец 27 (фиг.13), формируя таким образом кольца коллектора. После этого готовый коллектор подвергают температурному отжигу в вакууме для сня тия поверхностных напряжений.
Предлагаемый способ позволяет,изготавливать малогабаритные многокольцевые коллекторы до 70 колец и вьше, поскольку обеспечивает макси- мальную компактность расположения колец и токоподводов при заданных габаритах коллектора; повьппает плотность заполнения внутреннего объема коллектора проводами (коэффициент за полнения близок к единице) Например серийный коллектор на 44 кольца имеет длину кольцевой части 15 мм при диаметре колец 5 мм. Кроме того, данный способ позволяет при той же дли- не коллектора увеличить число колец до 54, а диаметр колец уменьшить до 3-3,5 мм, т.е. уменьшить габариты коллектора при увеличении числа колец.- Заливка заготовки коллектора неорганическим изолятором позволяет также исключить образование органических загрязнений на контактных поверхностях коллектора в процессе его эксплуатации, которые возникают при заливке коллекторов органическим изолятором.
Формула изобр етеиия
1. Способ изготовления многокольцевого коллектора, включающий формирование колец на цилиндрической основе коллектора, образование на ее поверхности отдельных контактных площа0 5
0 5 0 5 0
5
док токоподводов, имеющих выводы к фланцу, выполненному за одно целое с цилиндрической основой коллектора, отличающийся тем, что, с целью уменьшения габаритов коллектора при увеличении числа колец, формируют блоки токоподводов различной длины путем образования прямоугольной плоской однослойной спирали из провода в неорганической изоляции, спекают полученные блоки и разделяют каждый блок на две части, затем формируют заготовку коллектора путем набора блоков различной длины в пакет с одновременной установкой оси коллектора и последующей заливкой пакета неорганическим изолятором, затем образуют шлифовкой цилиндрическую основу коллектора с фланцем, выполненным в форме многогранной призмы, на грани которой выходят контактные поверхности токоподводов, затем цилиндрическую основу коллектора отжигают в вакууме, очищают и формируют на ней кольца и межкольцевую изоляцию.
2.Способ поп.1,отлича ющ и и с я тем, что кольца и межкольцевую изоляцию формируют спеканием или припаиванием к цилиндрической основе коллектора предварительно надетой на нее металлической трубки с одновременной ее термоусадкой и последующим нанесением на нее слоя фоторезиста, затем производят засвечивание через маску и травление материала трубки, а полученные изоляционные промежутки заполняют неорганическим изолятором.
3.Способ ПОП.1, отличающий с .я тем, что кольца и межкЬль- цевую изоляцию формируют нанесением на цилиндрическую основу KOjmeKTopa слоя фотоситалла с последующим его центрифугированием, засветкой через маску и травлением площадок токоподводов, с получением кольцевых канавок под кольца, в которые напыляют вакуумным методом материал колец.
(pual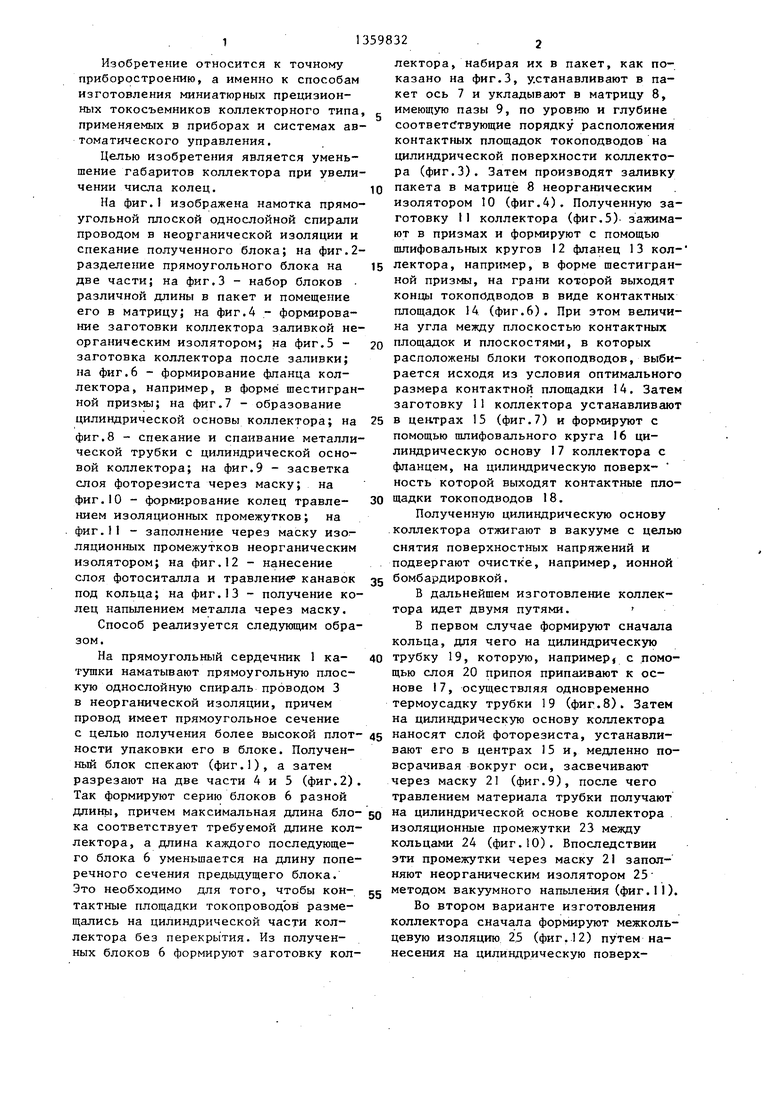
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления миниатюрного многокольцевого коллектора | 1985 |
|
SU1304114A1 |
| Способ изготовления коллектора | 1984 |
|
SU1307497A1 |
| Способ изготовления многокольцевого коллектора | 1984 |
|
SU1300589A1 |
| Способ изготовления микромодуля | 2021 |
|
RU2773807C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННОГО ЛАЗЕРА | 1990 |
|
SU1831213A1 |
| АВТОЭЛЕКТРОННЫЙ МИКРОТРИОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2360321C2 |
| МАЯТНИКОВЫЙ КОМПЕНСАЦИОННЫЙ АКСЕЛЕРОМЕТР | 2019 |
|
RU2731652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 1992 |
|
RU2051347C1 |
| Способ изготовления кристаллов полупроводниковых приборов | 1983 |
|
SU1102433A1 |
Изобретение относится к области точного приборостроения. С целью увеличения числа токопроводящих колец коллектора при его малых габаритах формируют серию плоских однослойных прямоугольных спиралей путем намотки их проводом прямоугольного сечения в неорганической изоляции и спекания в вакууме с последующим разрезанием на две части, после чего из полученных блоков формируют заготовку керна коллектора, укладывая их в пакет и заливая неорганическим изолятором. Полученную заготовку 11 обрабатывают в центрах с помощью шлифовальных кругов 12, формируя фланец коллектора 13 в виде шестигранной призмы, а также цилиндрическую основу коллектора, на поверхность которой в заданном порядке с определенным шагом выходят контактные.площад- ки токоподводов. В местах выхода контактных площадок формируют затем контактные кольца. 2 з.п. ф-льь, 13 ил. « сл со СП со 00 со ю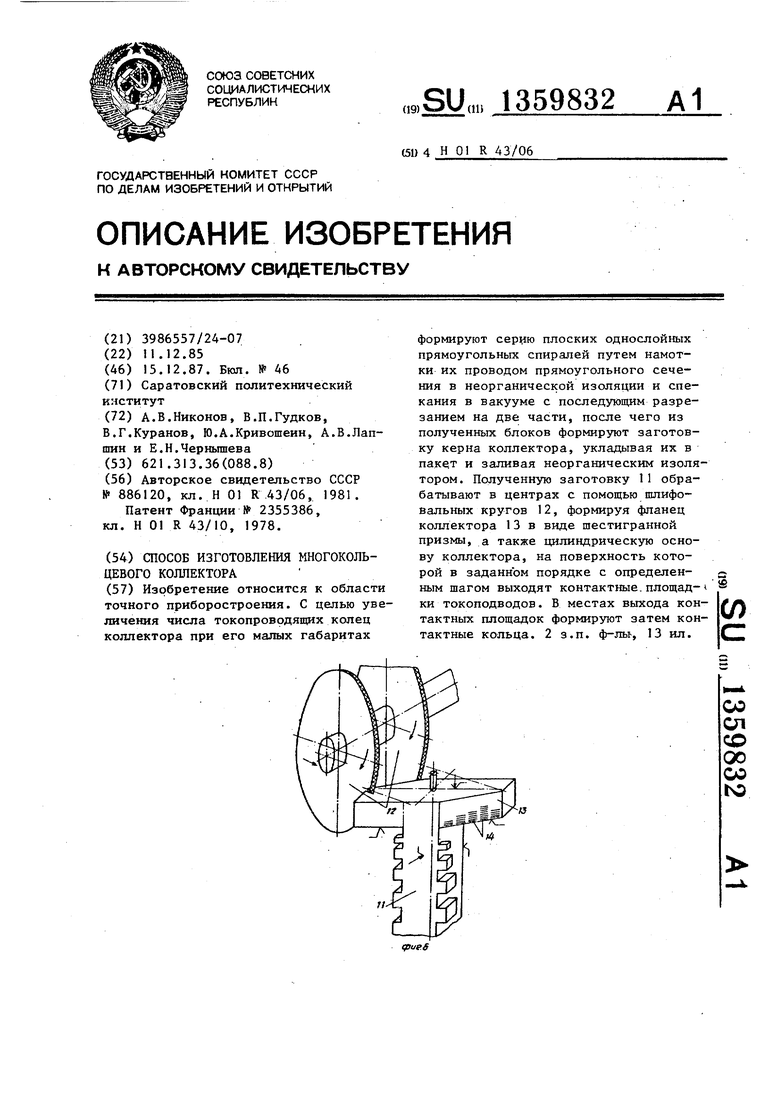
фиг. 2
фиг 5
/6
X
Ч
Фа2.7
. /J
17
16 18 13 20 11
II I
: V ЧЧ /fc)jyA-tVi.f yfJ/iC Чч Av ЧЧ Чч у. XV
Ч W4 Ч
у/////
у/////////.
. . . Y
У////////Л
Ч X X
ж
4, ч
.. Х -
...- х
Ч Ч л
У; у t vV 5s4
) ftj /ъ
////7////У////////////7
HSZIe ZZi I Zi SeSSZ E L e M s
t -S / /,% -Ц / . - j .%- v////////////////////2
Л 4 4 чЧ ; 4 о6т$.1
/iC Чч Av ЧЧ Чч у. XV
Ч W4 Ч
Ч Чч
Ч X X
ж
ч
Х -
.- х
Ч л
е
р
дзи5,8
te
А9
фие.ГО
24
фс&.Г/
фи./2
qpus-JS
| Способ изготовления коллектора | 1980 |
|
SU886120A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОМПЛЕКСНАЯ ЛЕКАРСТВЕННАЯ ФОРМА С КОНТРОЛИРУЕМЫМ ВЫСВОБОЖДЕНИЕМ ДЛЯ ПЕРОРАЛЬНОГО ВВЕДЕНИЯ ЛЕКАРСТВЕННОГО СРЕДСТВА ПРОТИВ ДИАБЕТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2005 |
|
RU2355386C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
