1
Изобретение относится к области металлов резанием.
Известно устройство для размерно-чистовой обработки пазов, включающее державку и установленный на оси с воз.можностью качания держатель режущей пластины 1.
Недостаток известного устройства заключается в том, что оно может обрабатывать назы, расположенные только в горизонтальной плоскости.
Целью изобретения является расщиренпе технологических возможностей обработки пазов долблением.
Указанная цель достигается тем, что устройство снабжено ограничителем и фиксатором, установленными в державке со стороны противоположной -режущей пластины и пердназначеиными для взаимодействия с держателем, причем суммарный зазор между ограничителями и боковыми сторонами держателя диаметра фиксирующего элемента.
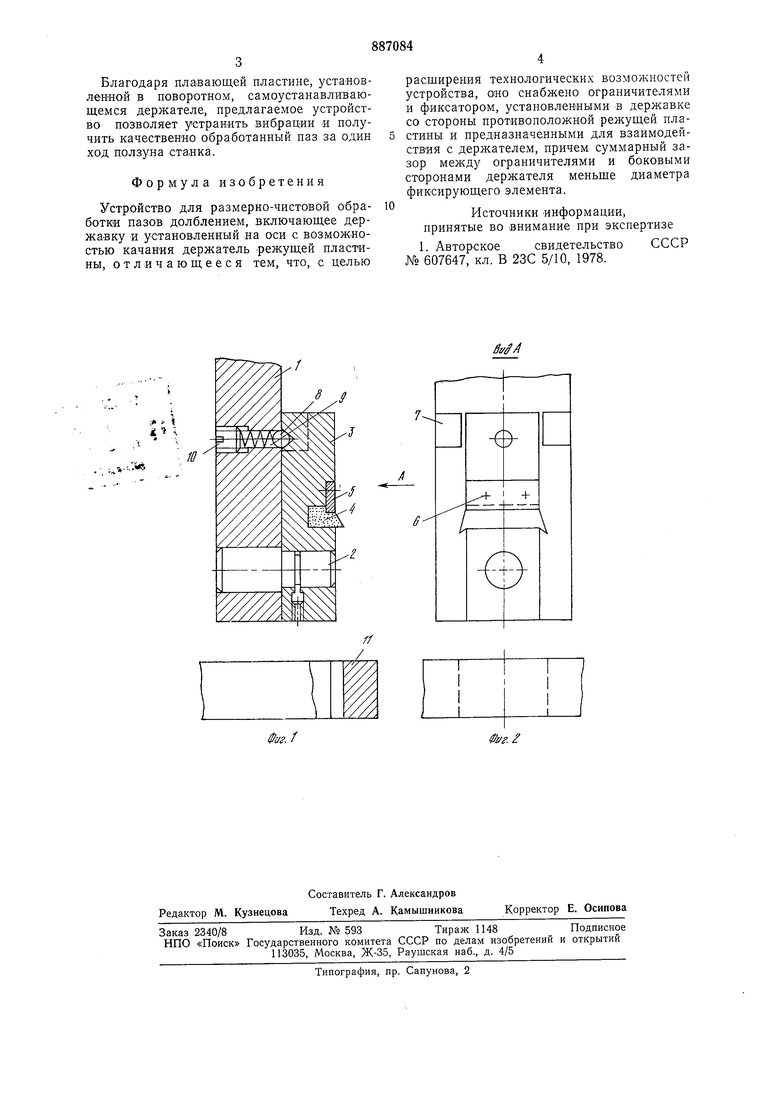
На фиг. 1 показано предлагаемое устройство, осевой разрез; на фиг. 2 - вид по стрелке А па фиг. 1.
Устройство для размерно-чистовой обработки состопт из державки 1, на которой при помощи оси 2 подвижпо устанавливается держатель 3 режущей пластины 4, закрепленной планкой 5 и винтами 6. Для ограничения поворота держателя 3 служат упоры 7, а для возврата его в исходное положение после рабочего хода - фиксатор 8, подл имаемый пружиной 9, усилие которой регулируется винтом 10.
Устройство работает след асщим образом.
Устройство закрепляется в резцедержателе долбежного станка за державку 1, а
10 деталь 11 с предварительно обработанным по ширине пазом на столе станка. Режущая пластина 4 подводится к пазу так, чтобы припуск с обеих сторон шпоночного паза был визуально равновеликим, а вершины
15 релсущих кромок лластины располагались на уровне дна паза.
Затем включается рабочий ход ползуна и происходит мерная однопроходная обработка паза, при которой пластина самоустанав20 ливается по ширине паза, а держатель 3 за счет фиксатора 8 удерживается в исходном положении.
Применение предлагаемого устройства позволяет обрабатывать пазы с различными
25 погрешностями, при обработке которых происходит самоустановление плавающей пластины 4 и держателя 3, который благодаря своей подвижности и фиксатору 8 после рабочего хода занимает исходное перво30 начальное положение.
Благодаря пла|Вающей пластине, устаиовлевной в поворотном, самоустанавливающемся держателе, предлагаемое устройство позволяет устранить вибрации и получить качественно обработанный паз за один ход ползуна станка.
Формула изобретения
Устройство для размерно-чистовой обработки пазов долблением, включающее державку и установленный на оси с возможностью качания держатель режущей пластины, отличающееся тем, что, с целью
расщирения технологических возможностей устройства, оно снабжено ограничителями и фиксатором, установленными в державке со стороны противоположной режущей пластины и предназначенными для взаимодействия с держателем, причем суммарный зазор между ограничителями и боковыми сторонами держателя меньше диаметра фиксирующего элемента.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 607647, кл. В 23С 5/10, 1978.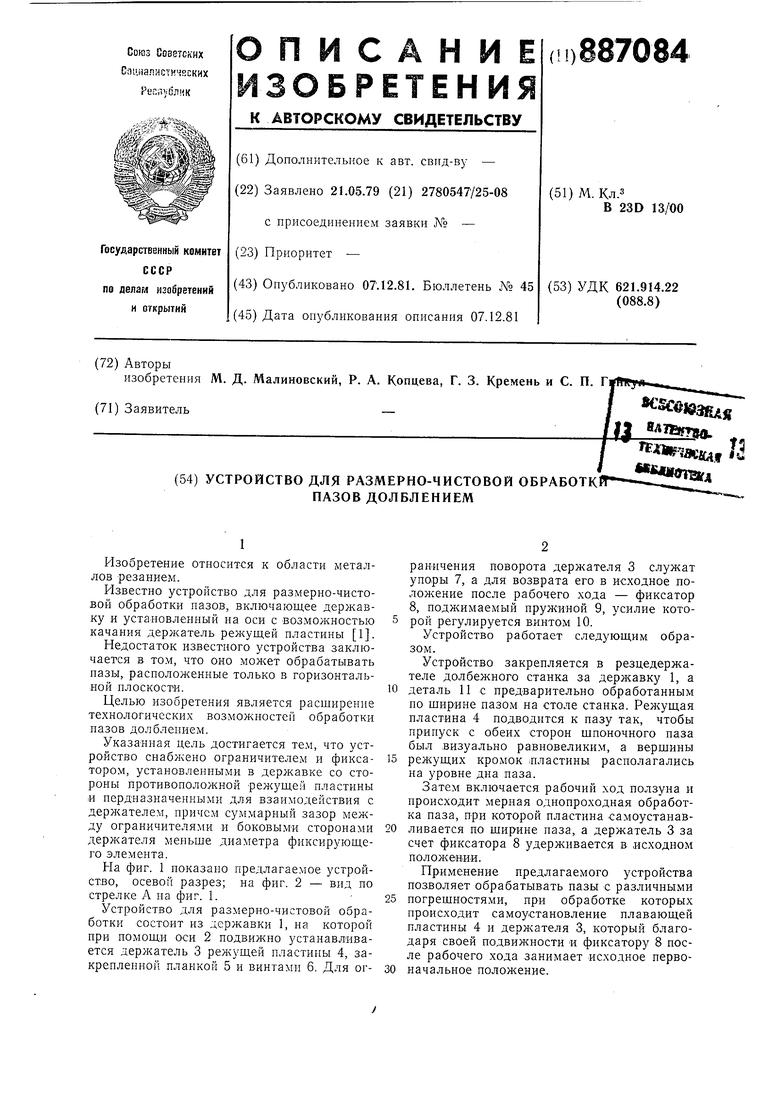
| название | год | авторы | номер документа |
|---|---|---|---|
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| Устройство для ультразвуковой упрочняюще-чистовой обработки сложнопрофильных поверхностей | 2023 |
|
RU2810416C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2756677C1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Ротационный протяжной станок для обработки шлицевых канавок в непрерывно перемещяющихся деталях | 1976 |
|
SU745609A1 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351455C1 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ | 1992 |
|
RU2071904C1 |
Фиг
Фиг. г
