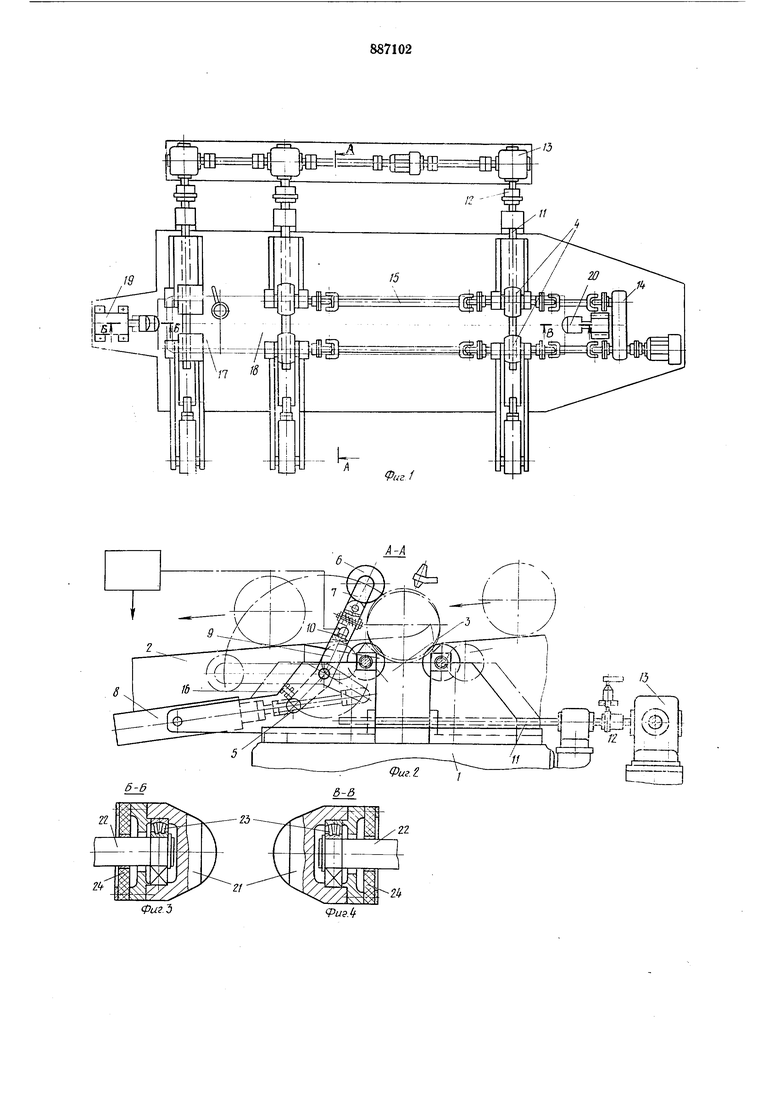
На фиг. 1 изображен общий вид агрегата; на фиг. 2 - сечение А-А; на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Агрегат для изготовления электродов вакуумио-дугового перенлава (ВДП) включает роликоонорный стенд 1 с загрузочно-разгрузочным устройством 2, плазмотроном, приемным желобом 3, роликовыми опорами 4.
На роликоонорном стенде смонтированы также ролико-рычажный механизм 5, содержащий боковые ролики 6, смонтированные на рычагах 7, шарпирно закрепленных на убирающихся от приводов 8 коромыслах9, датчики 10 положения роликоопор, установленные на коромыслах 9, и механизм 11 бокового перемещения роликовых опор с переключающими звеньями 12, групповой привод 13 механизмов перемещения роликовых опор, привод 14 вращения с карданными валами 15.
Рабочее положение ролика 6 на коромысле 9 отрегулировано при помощи настроечного винта 16 таким образом, что вертикальная линия, соединяющая оси ролика 6 и ролика его опоры 4, и горизонтальная линия, соединяющая оси роликов опор 4, должны составить между собой угол 90°, причем размер между осями ролика 6 и роликовой опоры 4 по вертикальной линии остается постоянным.
С целью обеспечения падежного прилшма при вращении в процессе плазменной сварки инвентарной головки 17 с электродом 18 без проскальзывания в месте стыковки друг относительно друга толкатель 19 и упор 20 снабжены самоустанавливающими буферами 21, смонтированными на штоках 22 толкателя 19 н упора 20, посредством сферического соединения 23 и упругого элемента 24.
Работает устройство следующим образом.
Инвентарные головки 17 и стержни электродов 18 с устройством 2 по наклонной поверхности по одной подаются в приемный желоб 3 к месту сварки. Затем при помощи мехапизмов 11 парные роликовые опоры 4 сводятся и обе детали выжимаются вверх до того момента, пока их оси не совпадут с осями толкателя 19 и упора 20. Это достигается тем, что в этот момент деталь своей поверхностью касается ролика 6, который через рычаг 7 отключает через переключающее звено 12 свой механизм 11 роликовых опор 4 от привода 13.
Затем приводом 8 убирается коромысло 9 с расположенными на нем роликом 6 и датчиком 10 за поверхность устройства 2. Отцентрированные детали прижимают толкателем 19 одна к другой. Носле этого разводятся опоры 4 от головки 17. Включаются привод 14 опор 4, плазмотрон, и осуществляется процесс сварки головки 17
со стержнем электрода 18. По окончании сварки толкатель 19 освобождает готовый электрод и он убирается устройством 2. Групповым приводом 13 через переключающие звенья 12 и механизмы 11 опоры 4 разводятся в исходное положение, устанавливаются в рабочее положение при помощи приводов 8 ролики 6, и цикл повторяется. Внедрение предлагаемого устройства
позволит существенно повысить техникоэкономические показатели процесса ВДН за счет создания практически безотходной технологии подготовки токоприемных частей расходуемых электродов.
Экономическая эффективность за счет повышения выхода годного на 1 т слитков ВДП составит от 50 до 200 руб. на 1 т в зависимости от выплавляемого сортимента стали или сплавов. Кроме того, существенно снизятся (в среднем на 20-30%) затраты на подготовку электродов к плавке.
Формула изобретения
Агрегат для сборки и установки изделий под обработку, например под сварку, содержащий роликоопорный стенд с приводами вращения и поперечного перемещения роликовых опор и установленный на нем
ролико-рычажный механизм автоматического отключения привода поперечного перемещения с датчиками положения роликовых опор и командоаппаратом, отличающийся тем, что, с целью повышения
производительности путем обеспечения поточной автоматической сборки и сварки электродов и расширения технологических возможностей путем обеспечения возможности сборки и сварки не только цилиндрических, но и конических электродов, он снабжен, по меньшей мере, одной дополнительной роликовой опорой, соедипеипой с приводом .вращения роликов, толкателем и упором с резиновыми буферами, установленными на роликоопорном стенде соосно напротив друг друга, ролико-рычажиый механизм автоматического отключения привода полеречного перемещения снабжен вторым боковым роликом и коромыслами, оба
боковых ролика шарнирно установлены на коромыслах носредством рычагов, коромысло смонтировано на роликоопорном стенде с возможностью опрокидывания вокруг осей, параллельных оси упомянутых
толкателя и упора, при помощи пневмонривода, при этом привод поперечного перемещепия роликовых опор выполнен групповым н каждая группа приводов электрически связана через командоаппарат с датчиком положепия своей роликовой опоры.
Нсточники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 326046, кл. В 23Р 19/00, 31.03.79 (прототип). № rfpfe : |Sg : e щгг/з
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной шовнойСВАРКи | 1978 |
|
SU795811A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ ТРУБ | 1971 |
|
SU301489A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Станок для подготовки кромок труб под сварку | 1983 |
|
SU1155381A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ УПРУГОГО ЭЛЕМЕНТА | 2000 |
|
RU2194964C2 |
| Многоэлектродная головка для контактной точечной и рельефной сварки | 1982 |
|
SU1050832A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |