о о
ел
to
)стение относится к обработке металлов, а именно к изготовлению ступенчатых втулок, например, с торцовой канавкой, расположенной на торне с меньи1им диаметром.
Це.-1Ь изобретения расн1И)ение техно- ло1 ических Еюзможностей, новьпнение надежности 1итамиа и снижение трудоемкости из- Iотов.ления изделий.
На (риг. I нредставлен штамп в ис
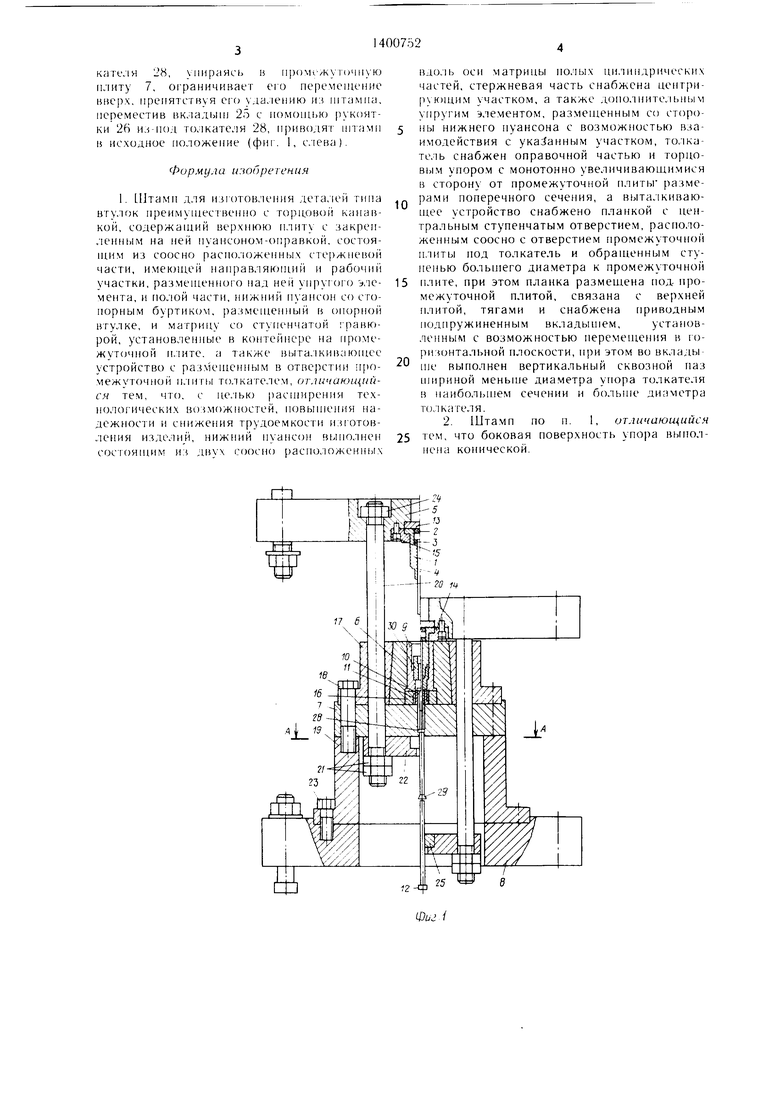
ходном состоянии Hoc. ie загрузки .заготовки (слева) и после завершения процесса формирования (справа), иродо.чьный разрез; на фиг. 2сечение А-А на . I; на
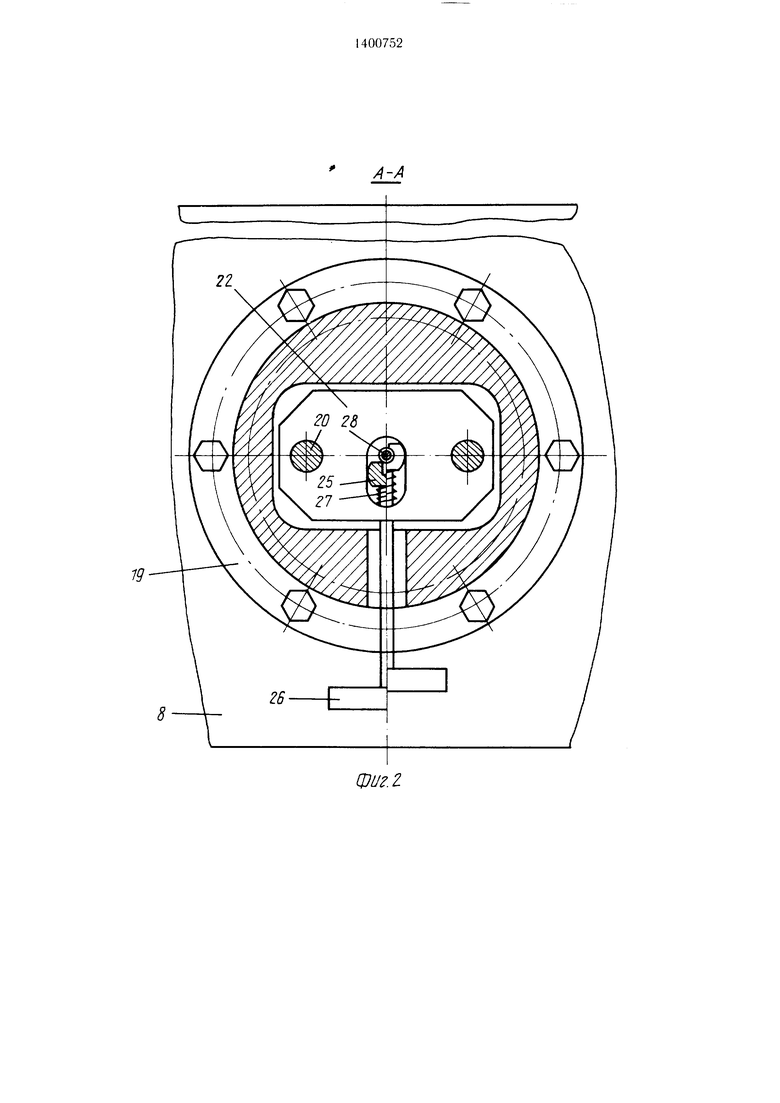
фиг. 3 5 - 1нтами, фраг менты продольною
)азреза; на фиг. 3
положение
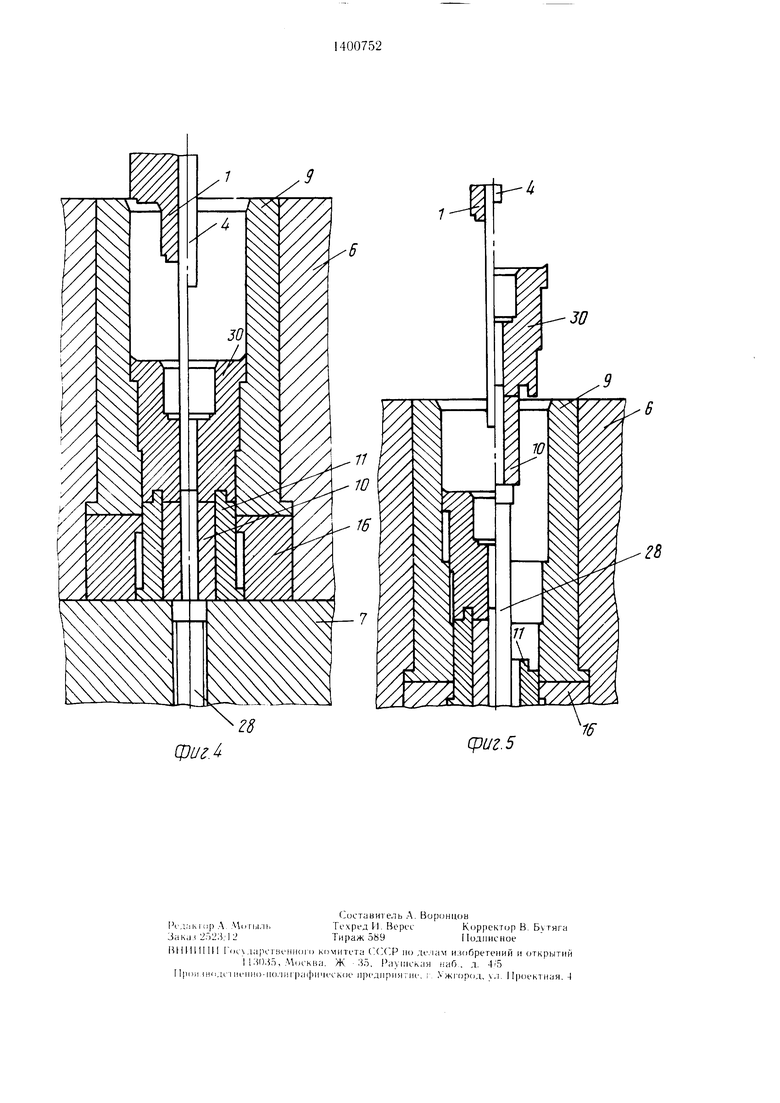
элементов перед началом формирования изделий (слева) и после его за- ве) (снрава): на фиг. 4то же,
введения толкателя в изделие (c;ie- ва) н после извлечения из изде:1ий пуансс}- па-оправки (справа); на фиг. 5 то же, пе- |)ед началом снятия изделия с части нижнего пуансона, формуюи1ей торцовую канавку (слева) и перед снятием изделия с го.1кагеля (справа).
д.:1я изготовления деталей типа втулок содержит пуапсои-опранку, состоя- П1ИЙ из по.чой части 1 (фиг. 1), в которой ра)меп;ены упругие элементы 2 и 3, и
стержневой части 4, закрепленной на верх- neii 11, 5, установлеьп1ые в контеГ1нере () па промежуточной п.чите 7, зак нч1ленной на нижней 1гтиге 8, .матрицу 9 и пижниГ| пуансон, состоящи из двух (возможно и трех) часгей И) и 11, соответственно, формук)П1их внутреннюю часть торцовой поверхности, и торцовую канавку с внешней частью торцовой повер.хности. н снабжен выталкивающим устройством, связанным с верхней нлитой, и автономным толкателем 12. Пуансон-оправка прижат шайбой 13 и втулкой 14 с помощью винтов 15 к верхней плите 5. Матрица 9 установлена на опорную втулку 16 и поме- niena без натяга в контейнере 6, который предва)ительно с натягом помещен в бандаж 17. Последний совместно с промежу- гочпой н.питой 7 прижат винтами 18 i опоре 19. Па промежуточной плите 7 в опорной втулке 16 установлен нижни1 | пуансон, рабочие участки которого находятся в матрице 9. Па тягах 20 удерживается с помощью гаек 21 планка 22, которая .может перемещаться в полостях опоры 19, крепя цейея винтами 23 к нижней плите, и нижней плиты 8. Тяги 20 прикреплены к верхней плите 5 гайками 24 и проходят через бандаж 17 и промежуточную плиту 7. В пазу планки 22 расположен вкладып 25 (фиг. 1 и 2), который с по- мощью рукоятки 26 (фиг. 2) можно пере- мен1.ать вдоль наза и который возвращается в исходное положение пружиной 27,
В(.| вк.ладыше 25 вьпюлнен наз под толкатель 28, снабжепн1 1Й упором 29, пжрииа которою мепьп е диаметра основания упора и бо. 1ЬП1е диаметра то/жателя 28.
Штамп работает следующим образом.
В исходном положении верхняя плита 5 птампа и планка 22 паходятея н верхнем положении, рукоятка 26 оттянута ((()иг. 2, слева), в отверетие планки входит паходяп1ийся в нижнем положении толкатель 28, освобождая по.чость матрицы. В iiTOM положении в И1тамп укладывают заготовку 30 с (п верстием под пуансон- (лфавку (фиг. 1, с,тева).
При рабочем ходе пресса стержневая часть пуансон-оправки входит в отверстие заготовки и часги И) 1П1жнег() пуансона (фиг. 3, слева), noc.ie чего начинается (()ормирование наружной ступ(Ч1чатой по- ве()хности и пентрального отверстия изде.мий. При этом тяги 20 c(jBMecrHo с верхней нлитой 5 опускаются вниз, а планка 22 под действие.м собств(М1но1() веса перемеп.1ается по толкателю 28 и тягам 20. Как голько толкате,1ь 28 выйдег из огверстия в плар1- ке 22 и |рек)атит соприкасаться с вкла- 9
дьинем ZO, последний под действие.м пружи- пы 27 перекроет частично отверстие планки 22, в которое затем входит го.лкате.ть 12. Когда опускапие по,1зупа пресса заканчивается, вту.лка 14 соп)икасаеп.-я с ней торцовой поверхностью матрищ) 9 п KOfi- тейнера 6, при этом закапчивается форми- poBaiuie наружной ступепчатой поверхности заготовки 30 к матрипе 9, ее впутреппей полости (при необходимости) пуансон-оправкой п то()повой iioiiepxnocin частямн И) и 11 пижне ч пуансона (ф.к. I if 3. справа).
При обратном ходе пресса вверх иодни маются верхняя плита 5 и связанные с ncii пуансон-оправка и детали выталкивающего устройства: тяги 20 и планка 22. При iiroM пуансон-оправка извлекается из изделия и у.мепыпается расстояние .между вкладышем 25 и толкателем 28. Одновременно с помощью специального устройства с пневматическим, гидравлическим или механическим прпводо.м (не показан) поднимается олка- тель 12, который, упираясь в упор 29 To. i- кателя 28, вдвиг ает его в отверстие заготовки 30 вместо извлекаемой из него стержневой части 4 пуансон-оправки (фиг. 4). При дальнейп1ем ходе ползуна пресса толкатель 28 выталкивает заготовку 30 и;) полости матрицы 9 (фиг. 5). При этом за счет сил трепия поднимается и часть I 1 нижнего пуансона, пока ее стопорный бортик не упрется в выступ опорной втулки 16 (фиг. 5, слева), после чего заготовка 30 снимается с части II нижнего пуансопа и одновременно выталкивается из .матрицы 9 до положения, обеспечивающего извлечение изделия из П1тампа (фиг. 5, справа). При извлечении изделия упор 29 толк;1те,1Я 28, упираясь в прочн-жую шую плиту 7, ограничивает ei о перемещение внерх. ирепятствуя егч) удалению и;) И1тампа, перемеетив вкладын 25 с помопгью рукоятки 26 из-НОЛ толкателя 28, приводят ипамн в исходное положение (фиг. 1, с. гева).
Формула изобретения
. Итамн для изготовления дета.чей типа втулок преимущественно с тораовой кой, содержащий верхнюю нлиту с закреи- .тенным на ней пуансоном-оправкой, состоящим из соосно расно. юженных сте)жпево11 части, имеющей направляющий и рабочи11 участки, размещенного над ней упругого элемента, и гю. юй части, нижний пуансон со стопорным буртиком, ()азмеп1еппый в опорной втулке, и матрицу со ступенчатой гравюрой, установленные в контейнере на проме- жут(1чной н.тите. а также вьггалкпвающее устройство с разменянным в отверстии промежуточной н,тпты толкателем, от линию щи й- ся тем, что, с пе, 1ьк) |)ас1пиреппя тех- ноло1 ических возможностей, новы1пения на- дежнос1и и снижения трудоемкости пз1 отов- ления издели й, нижний нуансон выполнен СОСГОЯ1ЦИМ из двух соосно расположенных
5
0
5
вдоль оси матрицы полых пнлнндрнческих частей, стержневая часть снабжена цер|три- пющим участком, а также допо,1нительным упругим элементом, размещенным со стороны нижнего пуансона с возможностью взаимодействия с указанным участком, то, 1ка- тель снабжен оправочной частью и торцовым упором с монотонно увеличивающимися в сторону от промежуточной плиты размерами поперечного сечения, а выталкиваю- пгее устройство снабжено планкой с центральным ступенчатым отверстием, расположенным соосно с отверстием промежуточной плиты под толкатель и обран1енным ступенью больн1его диаметра к промежуточной плите, при этом планка размещена под. промежуточной плитой, связана с верхней плитой, тягами и снабжена приводным подпружиненным вкладышем, установленным с возможностью перемещения в горизонтальной плоскости, при этом во вклады- 1не выполнен вертикальный сквозной паз 1нириной MeHbHje диаметра упора толкате. 1я в паибольп1ем сечении и больик диаметра т(х 1кателя.
2. Штамп по п. 1, отличающийся тем, что боковая поверхность упора выполнена конической.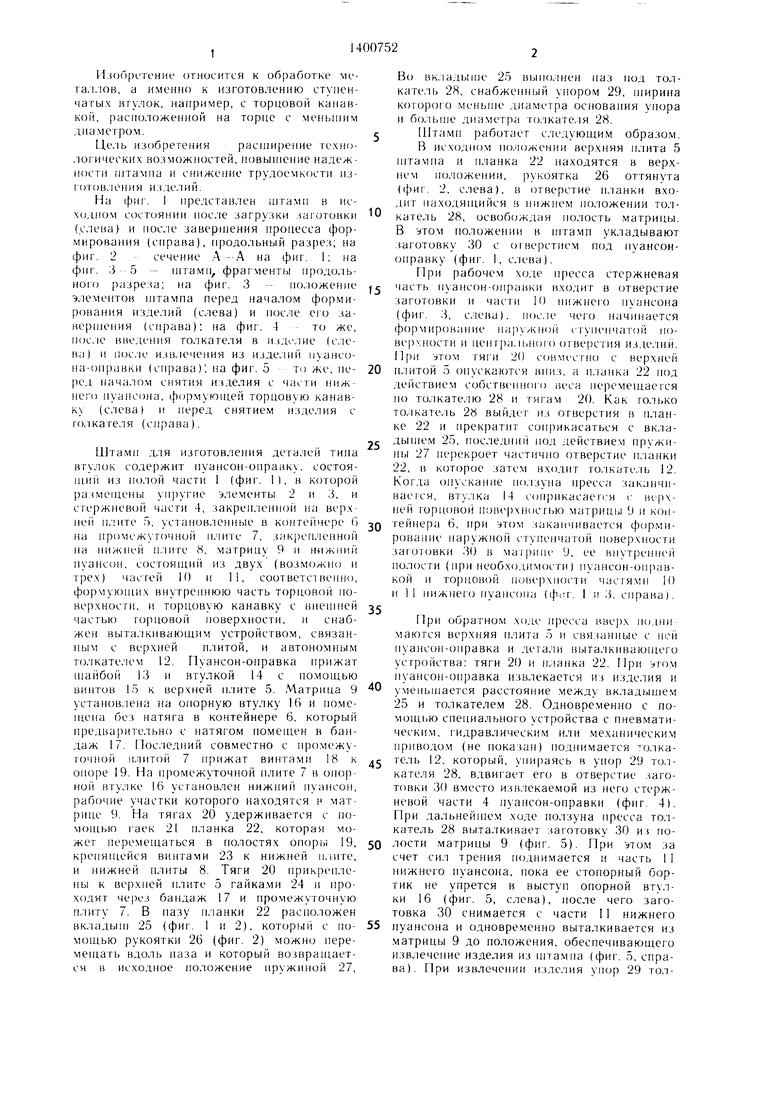
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для изготовления деталей типа стаканов | 1990 |
|
SU1750835A1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| Устройство для изготовления полых деталей из листового материала | 1976 |
|
SU599891A1 |
| Штамп для получения деталей | 1989 |
|
SU1662734A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям ип ампов для изготовления деталей тина втулок. Целью является раси1ирение технологических возможностей, иовьцпение надежности и снижение трудоемкости изготовления деталей. Нижний нуансон состоит из двух соосно расиоложенных вдоль оси матрицы цилиндрических частей. Стержневая часгь имеет центрирующий участок. а также дополнительный унругии мемент, раз.мещенный со стороны нижнего пуансона с возможностью взаимодействия с указан- ны.м участком. Толкатель снабжен онравоч- ной частью и торцовым упором переменного иопереч}1ого сечения. Выта;1киваюн1ее устройство имеет планку с центра, 1ьным стуценчатым отверстием, расположенным соосно отверстию промежуточной илиты под толкатель и обращенны.м ступенью большего диаметра к про.межуточной плите. П.панка размещена под последней, связана с верхней плитой тягами и снабжена приводным иодиружиненны.м вкладыи ем, установленным с воз.можностью пере.мен1ения is 1 ори- зонтальной плоскости. Во вкладын1е выполнен вертикальный сквозной паз И1ирин1)й .меньи1е диаметра упора то,ткате. 1я в наи- болыпе.м сечении и бо,пыие диаметра толкателя. Боковая поверхность упора может быть выполнена конической. При уве.1ичении изделия упор ограничивает иеремещенне толкателя вверх. За счет вывода вкладыша из-под толкателя щтами приводят в исходное положение. 1 з. п. ф-лы,5 ил. со (Л
/J-A
фиг. г
5
6
(риг.з
Ц}игЛ
(риг. 5
