(54) ЗВЕНОСБОРОЧНАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Звеносборочная линия | 1980 |
|
SU920086A1 |
| Устройство для сборки звеньев железнодорожного пути | 1976 |
|
SU709751A1 |
| Поточная линия для монтажа и демонтажа звеньев железнодорожного пути | 1982 |
|
SU1054477A1 |
| Устройство для подачи подкладок на звеносборочную линию | 1979 |
|
SU896145A1 |
| Устройство для замены шпал в звеньях путевой решетки | 1975 |
|
SU587204A1 |
| Устройство для сборки звеньевжЕлЕзНОдОРОжНОгО пуТи | 1979 |
|
SU850770A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ЗВЕНОСБОРОЧНЫЙ КОМПЛЕКС | 2000 |
|
RU2167972C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1993 |
|
RU2063493C1 |
| ЛИНИЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ НА ДЕРЕВЯННЫХ ШПАЛАХ | 2007 |
|
RU2357036C1 |
Изобретение относится к устройству для сборки и ремонта рельсовых звеньев железнодорожного пути в карьерах.
Известна звеносборочная линия, содержащая шпалопитатель и конвейер для подачи шпал, конвейеры для подачи рельсов и отвода готовых звеньев, механизм подачи комплектов рельсовых скреплений, шпальный стол и размещенный над ним костылезабивочный пресс. Над конвейером подачи шпал на горизонтальной балке закреплены матрицы с вырезами для костылей, одна иа которых выполнена подвижной вдоль балки, а под ними установлен дополнительный щпальный стол с вырезами для конвейера подачи шпал 1.
Такое конструктивное исполнение позволяет повысить производительность сборки, но не обеспечивает необходимого качества продукции, так как не предусмотрено сверление отверстий в шпалах.
Известна звеносборочная линия, содержащая рельсопитатель, механизм подачи комплектов скреплений, костылезабивочный; пресс, конвейер для отвода готовых звеньев, шпалопитатель, конвейер для подачи шпал, шпалосверлильный станок, установленный над конвейером для подачи шпал и включающий балку, несущую сверлильные головки, по меньшей мере одна из которых
установлена с возможностью перемещения приводом вдоль балки 2.
Наличие щпалосверлильного станка в известной звеносборочной линии позволяет 5 существенно повысить качество сборки благодаря сверлению шпал и антисептированию отверстий, однако его расположение в одну линию с другими механизмами в их технологической последовательности исключает возмон ность машинного ремонта бывших в эксплз атации рельсовых звеньев с выборочной сменой шпал, а отсутствие кинематической связи между головкой щпалосверлильного станка затрудняет точное сверление отверстий в шпалах в соответ15ствии с шириной колеи на месте их приЩИБКН.
Цель изобретения - повышение эффективности линии путем обеспечения возможности ремонта звеньев с выборочной сменой
20 шпал.
Для достижения этой цели звеносборочная линия снабжена следящим за положением рельса собираемого звена устройством,
25 связывающим этот рельс с указанным приводом перемещения сверлильной головки, причем щпалопитатель и шпалосверлильный станок расположены параллельно размещенным в одну линию рельсопитателю, 30 костылезабивочному прессу и конвейеру
для отвода готовых звеньев, а конвейер для подачи шпал расположен между шпалосверлильным станком и костылезабивочным прессом.
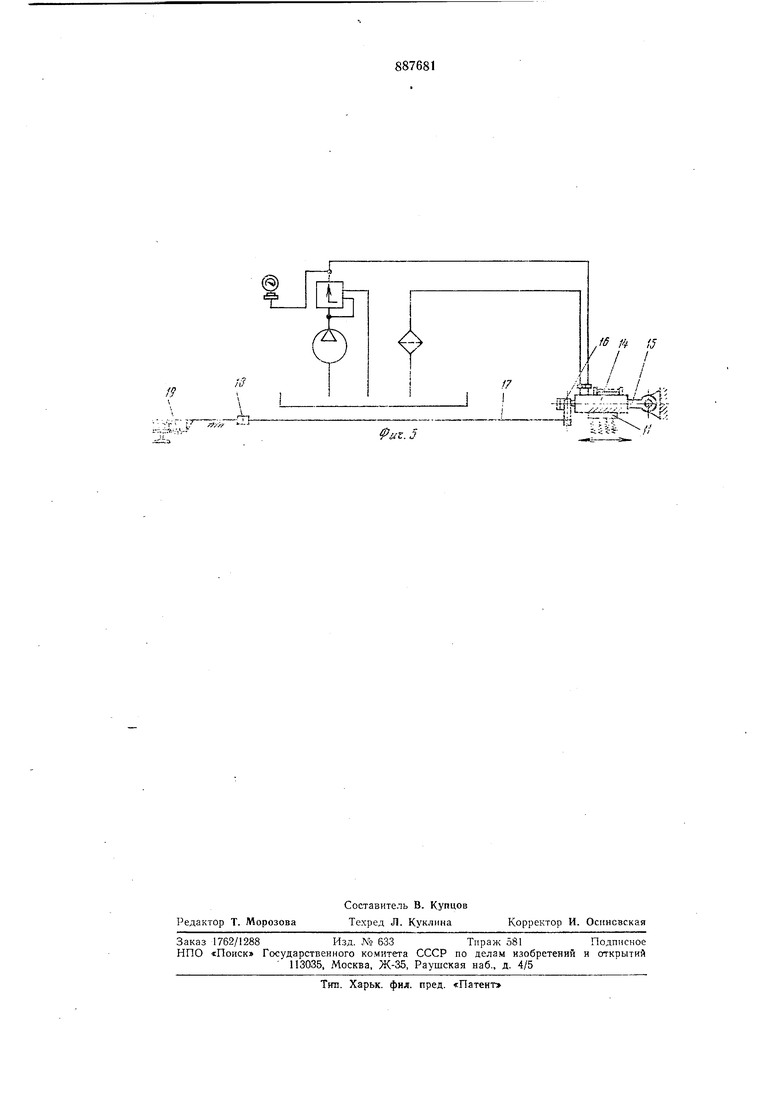
Кроме этого, указанное следящее устройство содержит золотник, связанный с приводом перемещения сверлильной головки, выполненным в виде гидроцилиндра, рельсовый захват и тягу регулируемой длины, соединяющую золотник и рельсовый захват, а линия снабжена конвейером для подачи ремонтируемых звеньев, расположенным под рельсопитателем.
Возможность ремонта бывших в эксплуатации рельсовых звеньев с ранее расшитыми отбракованными щпалами, достигаемая такой конструкцией, позволит существенно расширить технологические возможности звеносборочной линии в процессе ее эксплуатации в условиях звеноремонтных баз промышленных предприятий и, в частности, карьеров.
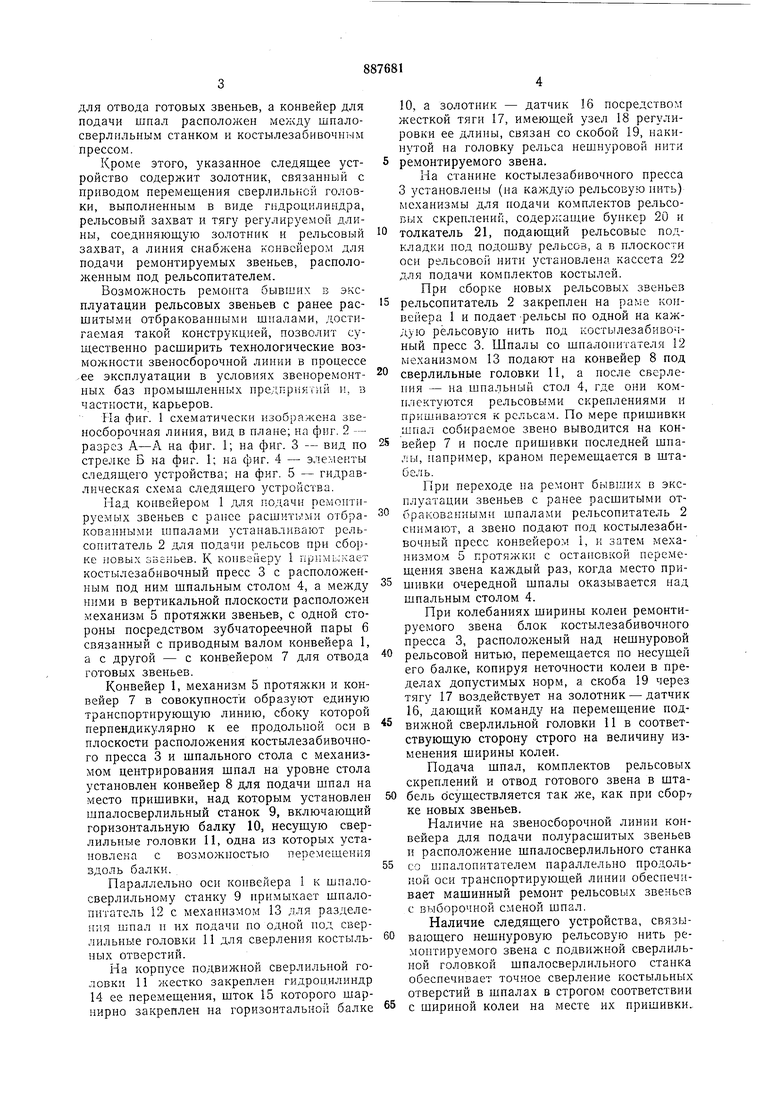
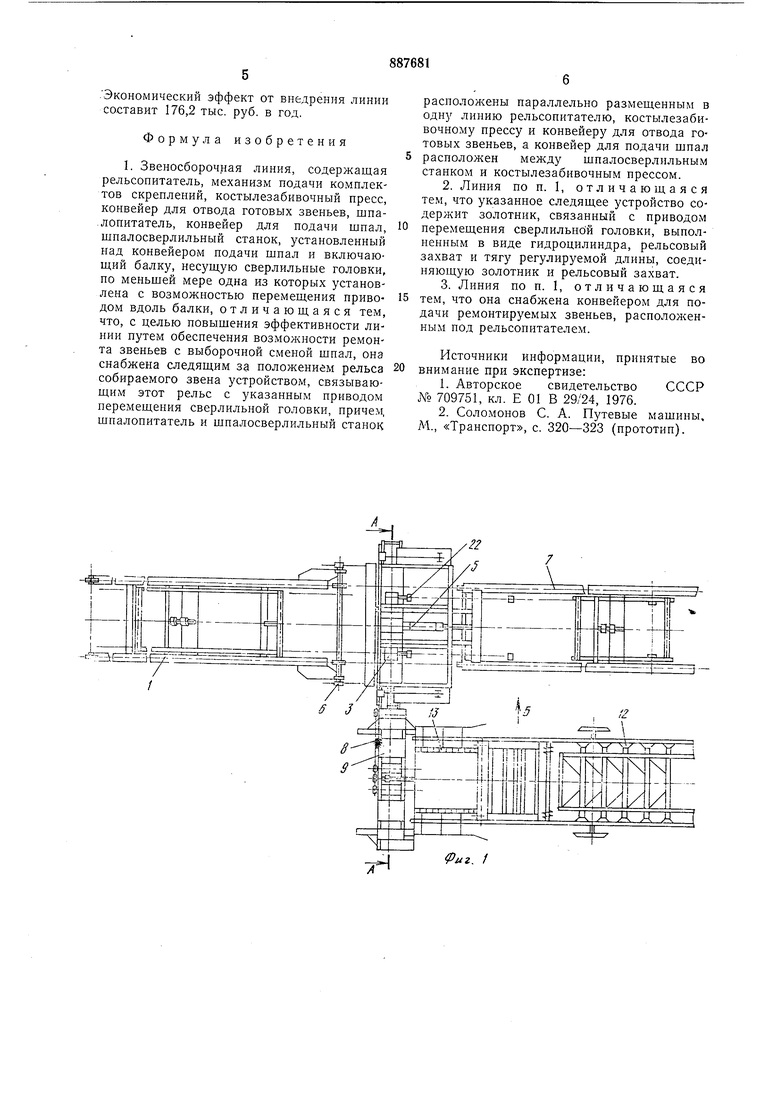
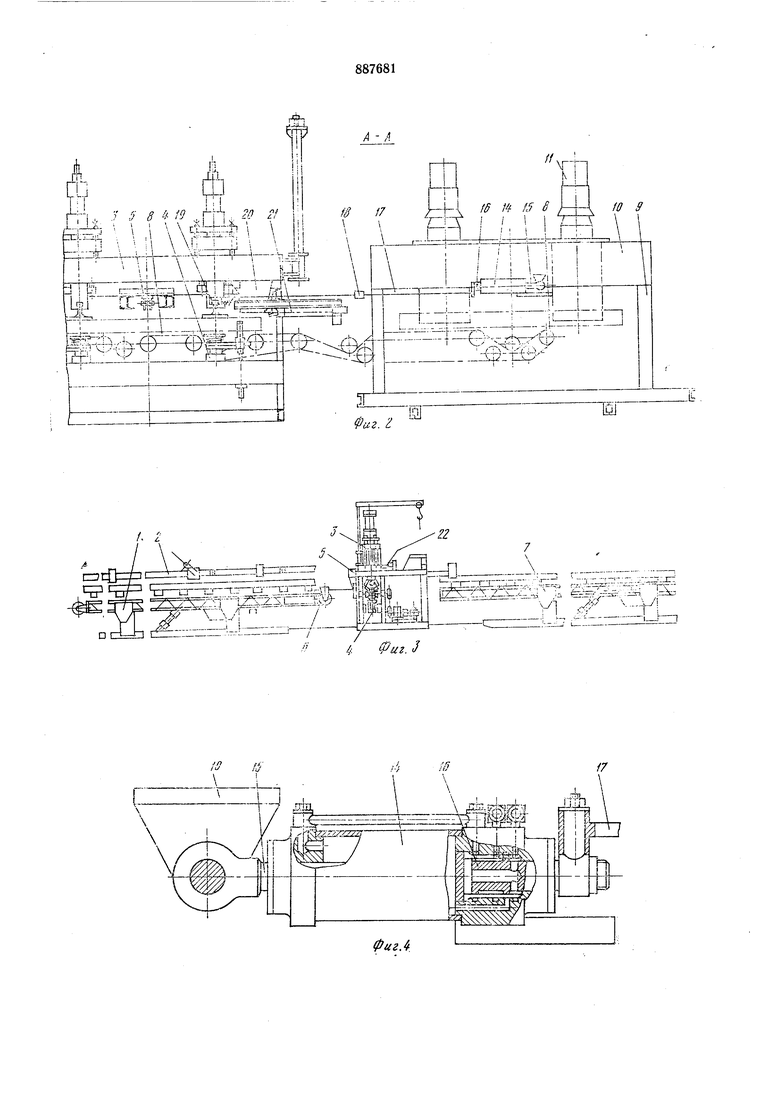
На фиг. 1 схематически и.зображена звеносборочная линия, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - элементы следящего устройства; на фиг. 5 - гидравлическая схема следящего устройства.
Над конвейером 1 для подачи ремонтируемых звеньев с ранее расшитыми отбракованными шпалами устанавливают рельсопитатель 2 для подачи рельсов при сборке новых звеньев. К конвейеру 1 примыкает костылезабивочный пресс 3 с расположенным под ним шпальным столом 4, а между ними в вертикальной плоскости расположен механизм 5 протяжки звеньев, с одной стороны посредством зубчатореечной пары б связанный с приводным валом конвейера 1, а с другой - с конвейером 7 для отвода готовых звеньев.
Конвейер 1, механизм 5 протяжки и конвейер 7 в совокупности образуют единую транспортирующую линию, сбоку которой перпендикулярно к ее продольной оси в плоскости расположения костылезабивочного пресса 3 и шпального стола с механизмом центрирования щнал на уровне стола установлен конвейер 8 для подачи шпал на место пришивки, над которым установлен шпалосверлильный станок 9, включающий горизонтальную балку 10, несущую сверлильные головки И, одна из которых установлена с возможностью перемещения вдоль балки.
Параллельно оси конвейера 1 к шпалосверлильному станку 9 примыкает шналопитатель 12 с механизмом 13 для разделения шпал н их подачи по одной под сверлильные головки И для сверления костыльных отверстий.
На корнусе подвижной сверлильной головки 11 жестко закреплен гидроцилиндр 14 ее перемещения, шток 15 которого шарнирно закреплен на горизонтальной балке
10, а золотник - датчик 6 посредством жесткой тяги 17, имеющей узел 18 регулировки ее длины, связан со скобой 19, накинутой на головку рельса нешнуровой нити ремонтируемого звена.
На станине костылезабивочного пресса 3 установлены (на каждую рельсовую нить) rv exaHH3Mbi для подачи комплектов рельсопых скреплений, содержан ие бункер 20 и
толкатель 21, подающий рельсовые подкладки под подошву рельсов, а в плоскости оси рельсовой нити установлена кассета 22 для подачи комплектов костылей.
При сборке новых рельсовых звеньев
рельсопитатель 2 закреплен на раме конвейера 1 и подает рельсы но одной на каждую рельсовую нить под костылезабивочный пресс 3. Шпалы со шиалопитателя 12 механизмом 13 подают на конвейер 8 под
сверлильные головки И, а после сверления - на шпальный стол 4, где они комплектуются рельсовыми скреплениями н пришиваются к рельсам. По мере пришивки шпал собираемое звено выводится на конвейер 7 и носле пришивки последней шпалы, например, краном перемещается в штабель.
При переходе на ремонт бывших в эксплуатации звеньев с ранее расщитыми отбракованными шпалами рельсопитатель 2 снимают, а звено подают под костылезабивочный пресс конвейером 1, к затем механизмом 5 протяжки с остановкой перемещения звена каждый раз, когда место приЦ1ИВКИ очередной шпалы оказывается над шпальным столом 4.
При колебаниях щирины колеи ремонтируемого звена блок костылезабивочного пресса 3, расположеный над нешнуровой
рельсовой нитью, перемещается но несущей его балке, копируя неточности колеи в пределах допустимых норм, а скоба 19 через тягу 17 воздействует на золотник - датчик 16, дающий команду на перемещение подвижной сверлильной головки 11 в соответствующую сторону строго на величину изменения щирины колеи.
Подача щпал, комплектов рельсовых скреплений и отвод готового звена в штабель осуществляется так же, как при сбор-/ ке новых звеньев.
Наличие на звеносборочной линии конвейера для подачи полурасшитых звеньев и расположение шпалосверлильного станка
со шпалопитателем параллельно продольной оси транспортирующей линии обеспечивает машинный ремонт рельсовых звеньев с выборочной сменой шпал.
Наличие следящего устройства, связывающего нешнуровую рельсовую нить ремонтируемого звена с подвижной сверлильной головкой шпалосверлильного станка обеспечивает точное сверление костыльных отверстий в шпалах в строгом соответствии
с шириной колеи на месте их пришивки..
.Экономический эффект от внедрения линии составит 176,2 тыс. руб. в год.
Формула изобретения
I. Звеносборочная линия, содержащая рельсопитатель, механизм подачи комплектов скреплений, костылезабивочный пресс, конвейер для отвода готовых звеньев, шпа.лопитатель, конвейер для подачи шпал, шпалосверлильный станок, установленный над конвейером подачи шпал и включающий балку, несущую сверлильные головки, по меньшей мере одна из которых установлена с возможностью перемещения приводом вдоль балки, отличающаяся тем, что, с целью повышения эффективности линии путем обеспечения возможности ремонта звеньев с выборочной сменой шпал, она снабжена следящим за положением рельса собираемого звена устройством, связывающим этот рельс с указанным приводом перемещения сверлильной головки, причем, щпалопитатель и шпалосверлильный стапок
располол ены параллельно размещенным в одну линию рельсопитателю, костылезабивочному прессу и конвейеру для отвода готовых звеньев, а конвейер для подачи шпал расположен между шпалосверлильным станком и костылезабивочным прессом.
0 перемещения сверлильной головки, выполненным в виде гидроцилиндра, рельсовый захват и тягу регулируемой длины, соединяющую золотник и рельсовый захват.
Источники информации, принятые во внимание при экспертизе:
.
i
19
Лг/- /И /
/7
;T-7HJ/i-J- OO r
.-..
//
л-г. J
