(5) ЗВЕНОСБОРОЧНАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Звеносборочная линия | 1979 |
|
SU887681A1 |
| Поточная линия для монтажа и демонтажа звеньев железнодорожного пути | 1982 |
|
SU1054477A1 |
| Устройство для сборки звеньев железнодорожного пути | 1976 |
|
SU709751A1 |
| Устройство для сборки звеньевжЕлЕзНОдОРОжНОгО пуТи | 1979 |
|
SU850770A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1993 |
|
RU2063493C1 |
| ЗВЕНОСБОРОЧНЫЙ КОМПЛЕКС | 2000 |
|
RU2167972C1 |
| ЛИНИЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ НА ДЕРЕВЯННЫХ ШПАЛАХ | 2007 |
|
RU2357036C1 |
| Звеносборочная линия | 1977 |
|
SU696085A1 |
| Технологическая разборочная линия | 1980 |
|
SU939620A2 |




1
Изобретение относится к строительству железных дорог, а именно к устройствам для сборки рельсовых звеньев с деревянными шпалами.
Известна звеносборочная линия, содержащая раму, смонтированные на ней последовательно расположенные шпалопитатель, устройство для комплектации шпал элементами рельсовых скреплений, расположенные перпендикулярно шпалопитателю и указанному устройству, последовательно расположенные рольганги для подачи рельсов, устройства для прикрепления рельсов к шпалам и конвейер отвода готовых рельсов l .
Эта линия обеспечивает снижение трудоемкости сборки благодаря механизированной установке на шпалы всего комплекта рельсовых скреплений, однако укладку рельсов на рольганг также производят краном, что существенно ограничивает ее производитель- . ность.
Цель изобретения - повышение эффективности работы звеносборочной линии путем одновременно укладки рельсов на оба рольганга без участия крана.
Указанная цель достигается тем, что звеносборочная линия снабжена питателем рельсов, расположенным сбоку от рольгангов и смонтированным с возможностью перемещения в вертикаль10ной плоскости приводом.
Питатель рельсов содержит по крайней мере два конвейера, одни концы которых шарнирно закреплены на раме, а другие - связаны с приводами переtsмещения конвейеров в вертикальной плоскости, при этом конвейеры расположены перпендикулярно к рольгангам.
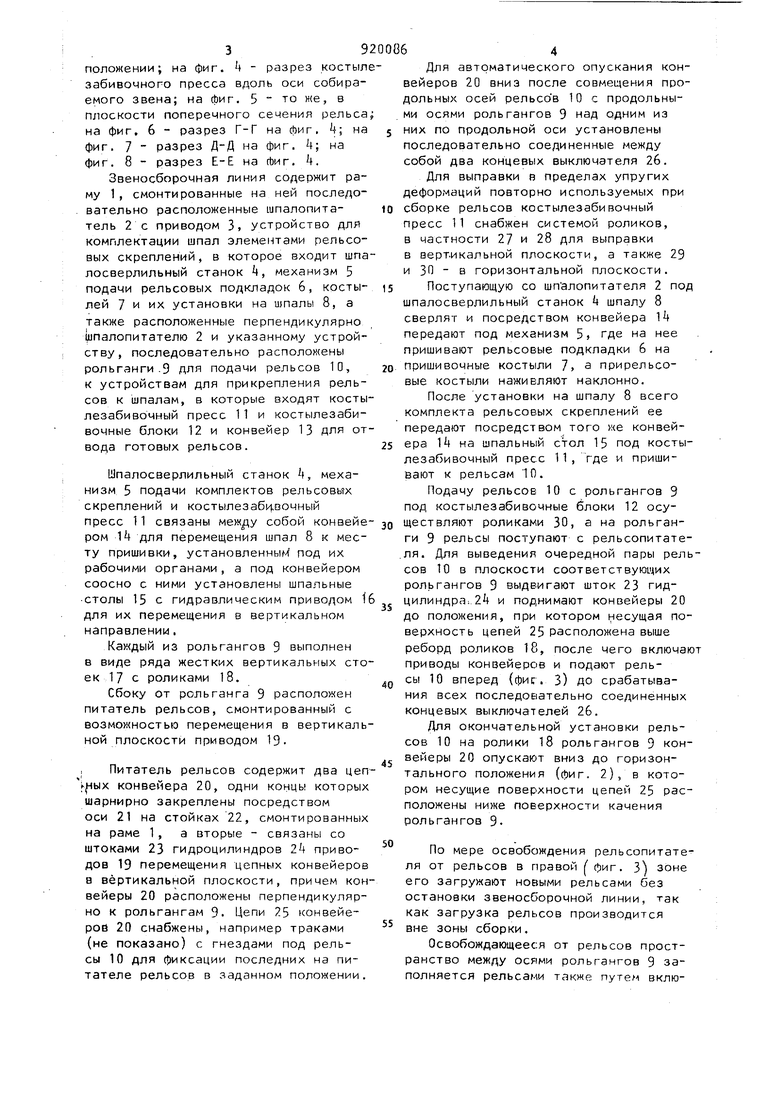
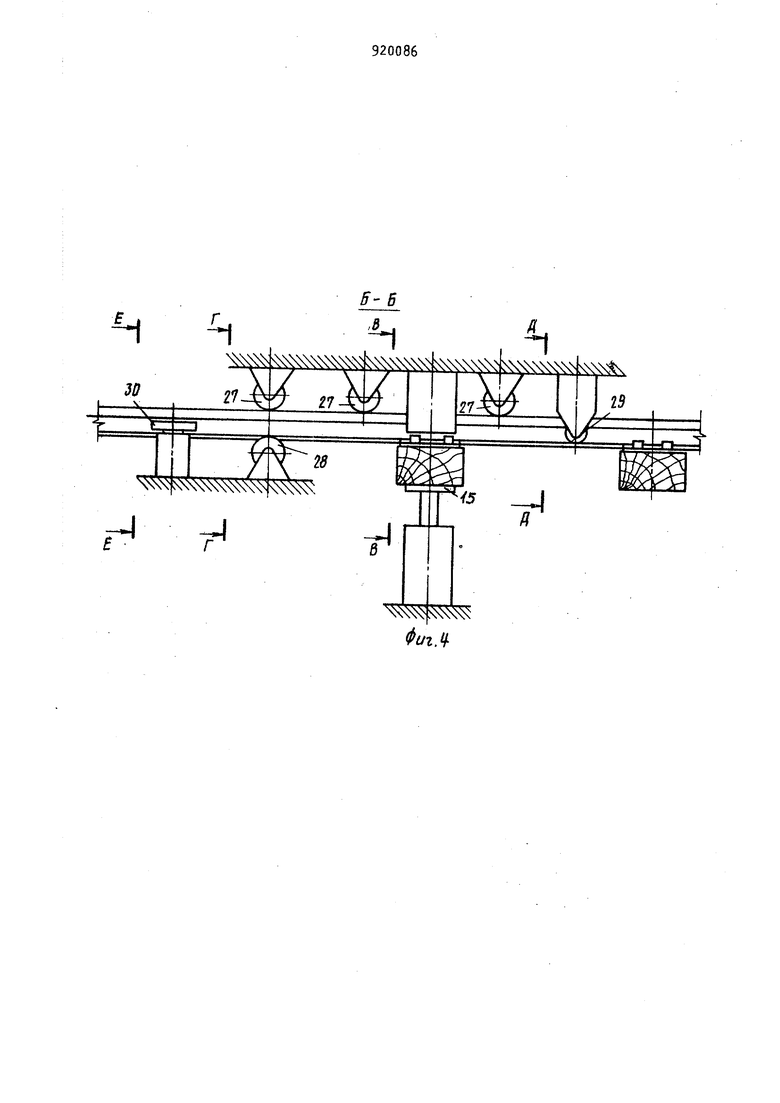
На фиг. Г изображена звеносборная линия, вид в плане; на фиг. 2 - попе20речный разрез по рольгангам для подачи рельсов с видом на конвейер рельсопитателя в крайнем нижнем полоу ении; на фиг. 3 то же, в крайнем верхнем 39 положении; на фиг. 4 - разрез костыл забивочного пресса вдоль оси собираемого звена; на фиг. 5 то же, в плоскости поперечного сечения рельса на фиг. 6 - разрез Г-Г на фиг, 4; на фиг. 7 - разрез Д-Д на фиг. 4; на фиг. 8 - разрез Е-Е на Фиг. k. Звеносборочная линия содержит раму 1, смонтированные на ней последовательно расположенные шпалопитатель 2с приводом 3, устройство для комплектации шпал элементами рельсовых скреплений, в которое входит шпа лосверлильный станок k, механизм 5 подачи рельсовых подкладок 6, костылей 7 и их установки на шпалы 8, а также расположенные перпендикулярно шпалопитателю 2 и указанному устройству, последовательно расположены рольганги.9 для подами рельсов 10, к устройствам для прикрепления рельсов к шпалам, в которые входят косты лезабивочный пресс 11 и костылезабивочные блоки 12 и конвейер 13 для от вода готовых рельсов. Шпалосверлильный станок (, механизм 5 подачи комплектов рельсовых скреплений и костылезаби-оочный пресс 11 связаны .р,у собой конвейе ром 14 для перемещения шпал 8 к месту пришивки, ycTaHOBneHHfaif-f под их рабочими органами, а под конвейером соосно с ними установлены шпальные столы 15 с гидравлическим приводом 1 для их перемещения в вертикальном направлении. Каждый из рольгангов 9 выполнен в виде ряда жестких вертикальных сто ек 17 с роликами 18, Сбоку от рольганга 9 расположен питатель рельсов, смонтированный с возможностью перемещения в вертикаль ной плоскости приводом 19. , Питатель рельсов содержит два цеп конвейера 20, одни концы которых шарнирно закреплены посредством оси 21 на стойках 22, смонтированных на раме 1, а вторые - связаны со штоками 23 гидроцилиндров 24 приводов 19 перемещения цепных конвейеров в вертикальной плоскости, причем кон вейеры 20 расположены перпендикулярно к рольгангам 9. Цепи 25 конвейеров 20 снабжены, например траками (не показано) с гнездами под рельсы 10 для фиксации последних на питателе рельсов в заданном положении. 6 Для автоматического опускания конвейеров 20 вниз после совмещения продольных осей рельсов 10 с продольными осями рольгангов 9 над одним из них по продольной оси установлены последовательно соединенные между собой два концевых выключателя 2б. Для выправки в пределах упругих деформаций повторно используемых при сборке рельсов костылезабивочный пресс П снабжен системой роликов, в частности 27 и 28 для выправки в вертикальной плоскости, а также 29 и 30 - в горизонтальной плоскости. Поступающую со шпалопитателя 2 под Шпалосверлильный станок i шпалу 8 сверлят и посредством конвейера k передают под механизм 5 где на нее пришивают рельсовые подкладки 6 на пришивочные костыли J, а прирельсовые костыли наживляют наклонно. После установки на шпалу 8 всего комплекта рельсовых скреплений ее передают посредством того конвейера 14 на шпальный стол 15 под костылезабивочный пресс 11 , де и пришивают к рельсам 10. Подачу рельсов 10 с рольгангов 9 под костылезабивочные блоки 12 осуществляют роликами 30, а на рольганги 9 рельсы поступают с рельсопитателя. Для выведения очередной пары рельсов 10 в плоскости COOT зет ствую14их рольгангов 9 выдвигают шток 23 гидцилиндра.24 и поднимают конвейеры 20 до положения, при котором несущая поверхность цепей 25 расположена выше реборд роликов 18, после чего включают приводы конвейеров и подают рельсы 10 вперед (фис. 3) до срабатывания всех последовательно соединенных концевых выключателей 26. Для окончательной установки рельсов 10 на ролики 18 рольгангов 9 конвейеры 20 опускают вниз до горизонтального положения (фиг. 2), в котором несущие поверхности цепей 25 расположены ниже поверхности качения рольгангов 9По мере освобождения рельсопитателя от рельсов в правой { фиг. 3) зоне его загружают новыми рельсами без остановки звеносборочной линии, так как загрузка рельсов производится вне зоны сборки. Освобождающееся от рельсов пространство между осями рольгангов 9 заполняется рельсами также путем включений конвейеров 20 и подачи рельсов 10 до контакта с концевыми выключателями 25. Возможность одновременной установки рельсов на оба рольганга вне связи с работой крана позволяет повысить производительность звеносборочной линии на 20-25%, что обеспеч экономический эффект на одну линию свыше k тыс. руб. в год.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
f
11
3/
3:
CD
CJ-//
€32D
6
T
-ЕЭcu
CD
CD
Ф1/г.1
л-л
Риг.6
//////////х /////////
fui.7
