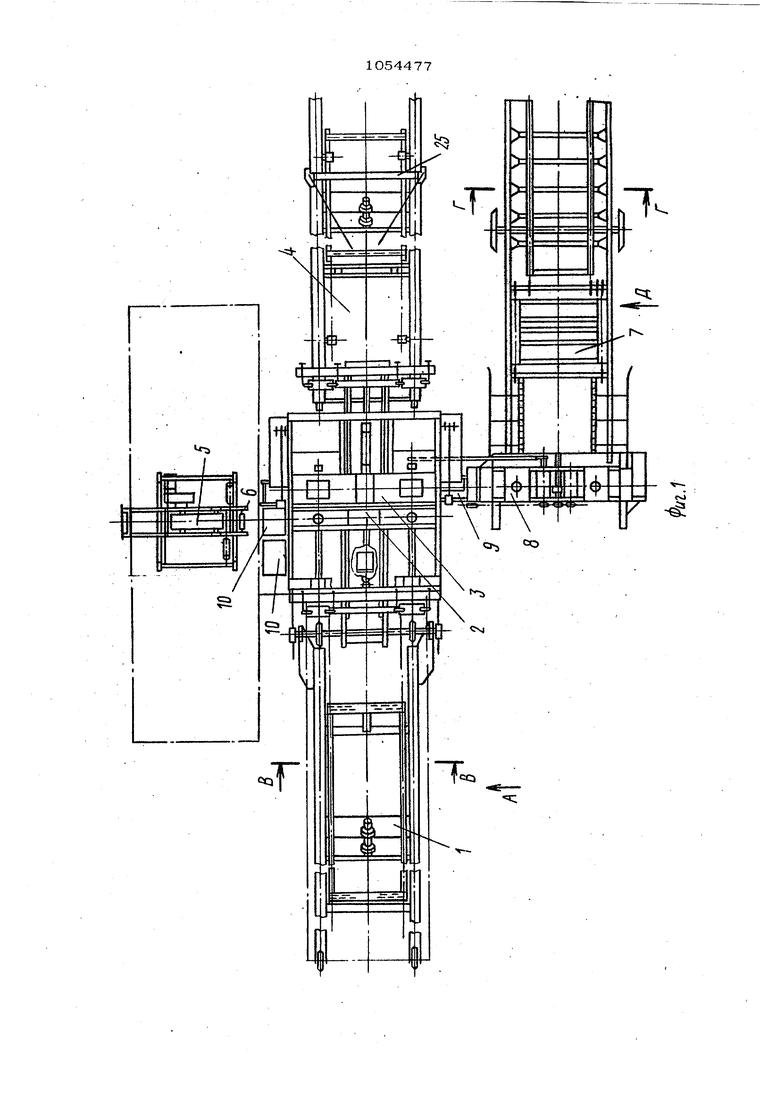
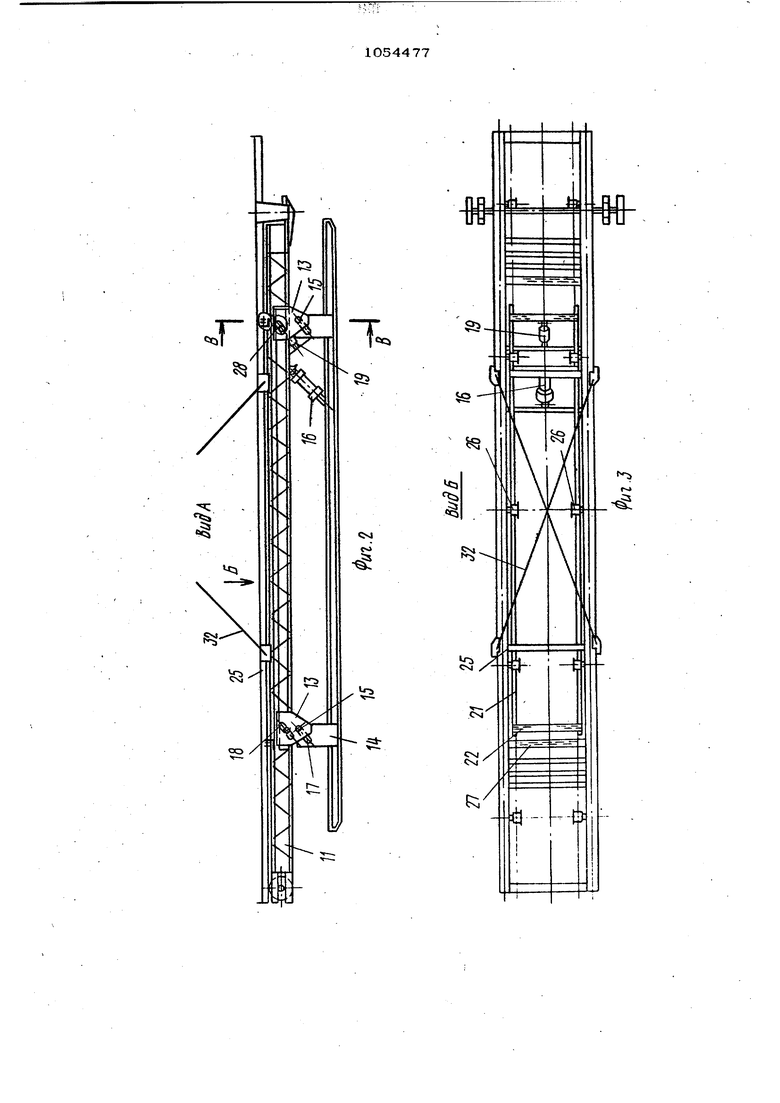
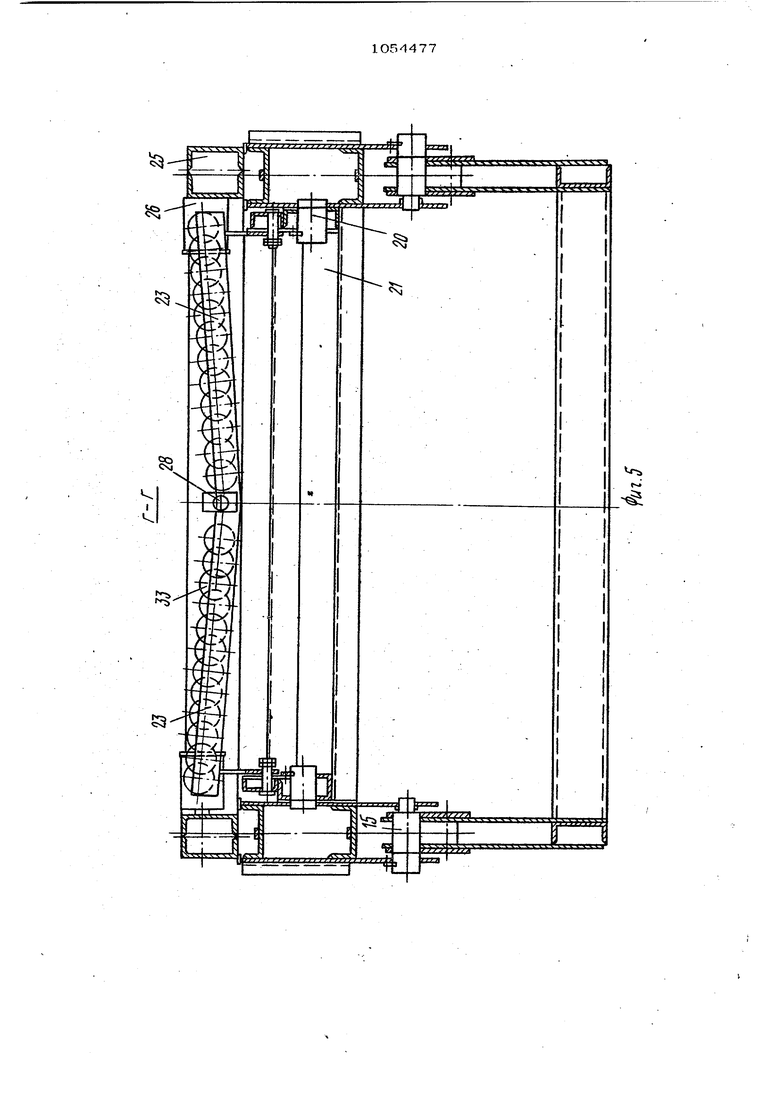
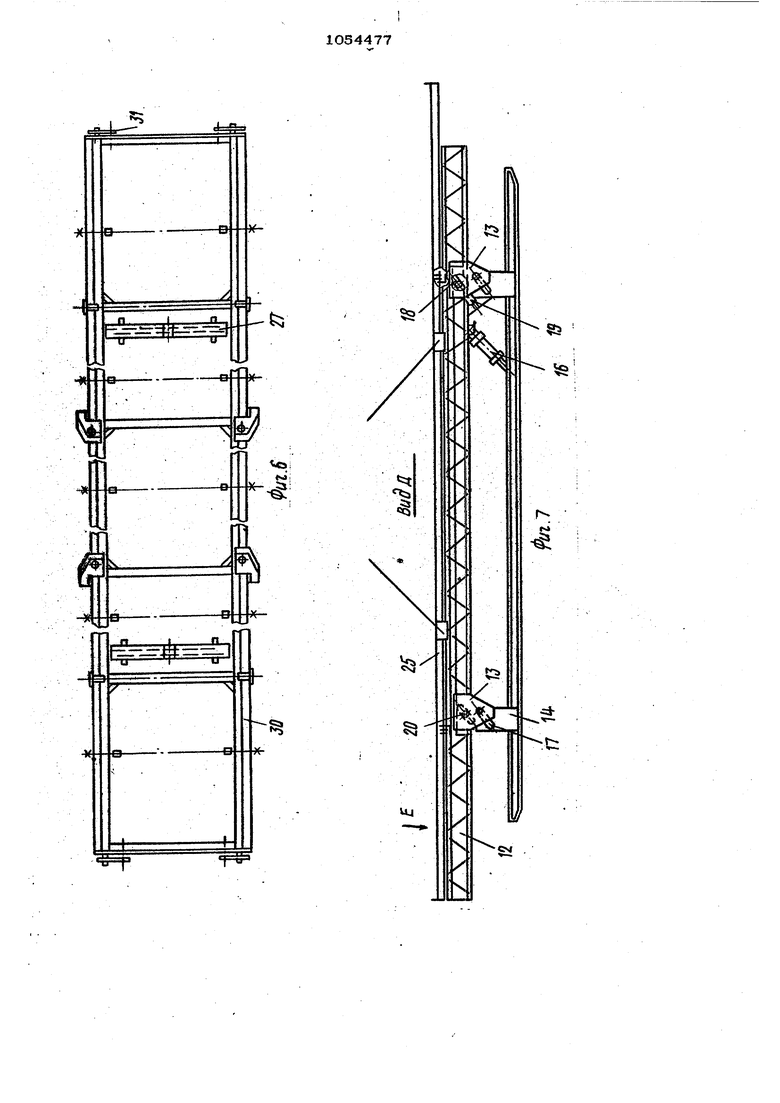
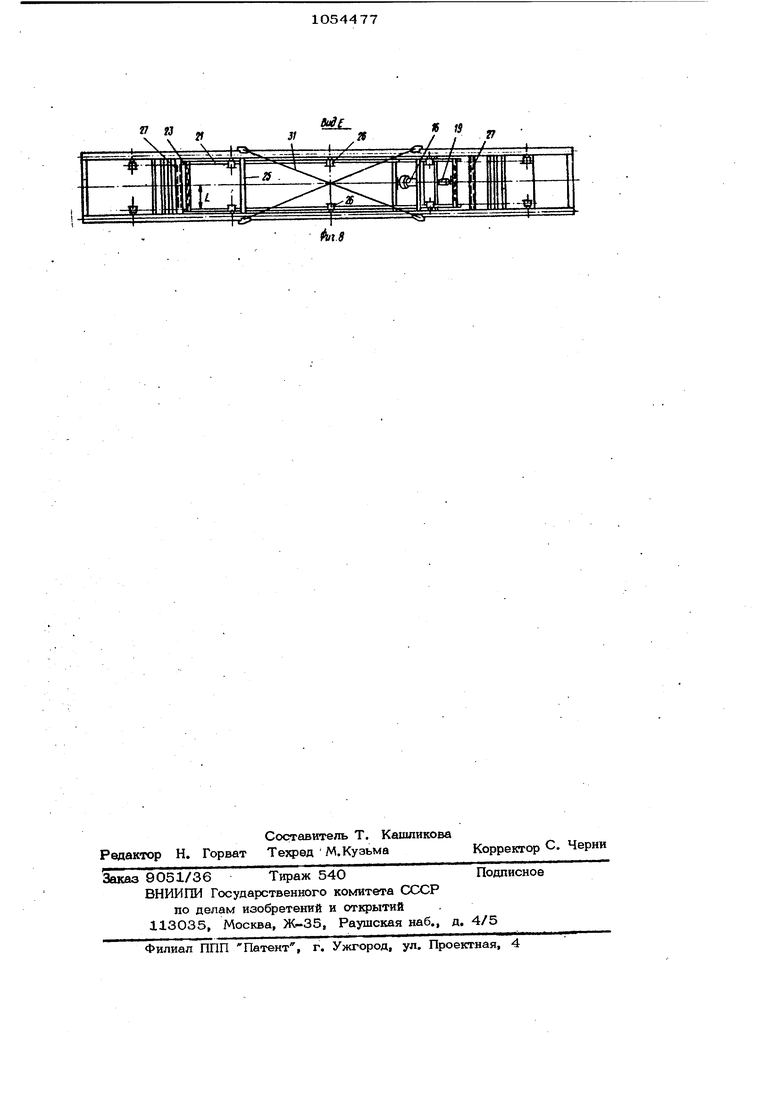
Изобретение относится к строительст ву железных дорог, а более конкретно к устройству машш для разработки, сборки рельсовых звеньев и их ремонта с выборочной сменой шпал., Известна поточная линия для монтажа и демонтажа звеньев железнодорож- ного пути, содержащая последовательно установленные подвод5пдий конвейер, шп лорасшивочный и костылезабивочиый прессы и отводящий конвейер, cвязajfiный со шпалорасшивочным прессом пооредством шпалоотводящего рольганга сортировщик шпал, шпалопитатель со сверлильным станком, связанным с костылезабивочным прессом посредством шпалоотвоД9Щего рольганга Известная линия не обеспечивает разборку рельсовых звеньев. Цель изобретения - расширение функ циональных возможностей. Эта цель достигается тем, что пото ная линия для монтажа и демонтажа звеньев железнодорожного пути, содержащая последовательно установленные подводящий конвейер, шпалорасшивочный и костылезабивочный прессы и отводящий конвейер, связанный со шпалорасшивочным прессом посредством шпалоотводящего рольганга сортировщик шпал, италопитатель со сверлильнЬхм станком, связанным с костылезабивочным прессом посредством шпалоотводящего роль Ганга, снабжена устанавливаемой на отводящий или подводящий конвейер кассетой, включающей в себя раму, несущую по меньщей мере два рольганга, каждый из которых выполнен из двух шарнирно соединенных между собой и шарнирно закрепленных на раме частей, и консольно смонтированные на внут ренней стороне рамы ролики, и по меньшей мере двумя парами рольгангов, каждая из которых установлена на допол нительной раме, которая смонтирована соответственно на отводящем и подвоД5пнем конвейере с возможностью подъема в вертикальной плоскости, при этом каждый рольганг вьшолнен в виде двух соединенных между собой и наклонно установленных соответственно к прс дольной оси и от продольной оси соответ ствующего конвейера частей, а несущая рольганги рама охвачена кассетой. Кроме того, подводящий и отводящий конвейеры смонтированы с возможностью подъема в вертикальной плоскости приво На фиг. 1 изображено устройг. --irt, общий виа: в плане; на фиг. 2 - ада А на фиг. 1; на фиг. 3 - вид Б на фйг.2; на фиг. 4 - разрез &-В на фиг, 1| на фиг. 5 - разрез Г-Г на фиг.1; на фиг. 6 кассета, общий вид в плане; на фиг. 7 вид Д на фиг. 1; на фиг. 8 - вид Е на фиг. 7. Поточная линия содержит установленные последовательно подводящий конвейер 1, шпалорасшивочный 2 и костыл&забивочный 3 прессы, отвод5пций конвейер 4j а также параллельно установленные с одной стороны сортировщик шпал 5, связанный со шпалорасшивочнымпрессом 2 посредством шпалоотводяшего рольганга 6|, и с другой стороны шпалопитатель 7 со шпалосверлильным станком 8, связанным с костылезабивочным прессом 3 посредством шпалоподводящего рольгаша 9. Межс(у шпалорасшивочным прессом 2 и сортирювщиком шпал 5 установлены подвижные в направлении продольной оси линии емкости 1О для рельсовых скреплений. На рамах 11 и 12 конвейеров 1 и 4 . жестко закреплены боковины , связанные со стойками 14 посредством пальцев 15, перемещающихся от привода 16 в наклонных пазах 17, вьшолне ных в верхней части стоек 14. В др;уггих наклоннъ1Х пазах 18, выполненных в боковинах 13, от привода 19 перемещаются пальцы 20, несущие дополнительную раму 21, которая снабжена ррльгашами 22 и 23, вьшолненнымн в виде двух соединенных между собой и наклонно установленных от продольной оси на конвейере 1- и к продольной оси на конвейере 4 секций. ч Рольганги 22 и 23 вьшолнены по меньшей мере, двухрядными с расположением роликов 24 одного ряда относительно другого в шахматном порадке. На подводящий конвейер 1 при сборке рельсовых звеньев или на отводящем конвейере 4 при их разборке устанавли - вается кассета 25 для рельсов, снабженная роликами 26, консольно закрепленными на раме кассеты, и поперечными рольгангами 27, состоящими из двух секций, ишрнирно связанных между собой и свободными концами также шарнирно закрепленных на раме кассеты 25 с возможностью ограниченного поворота в плоскости ее поперечного сечения.
На рольгангах 27 кассеты 25 для peibcOB на расстоянии L. от центрального шаршфа 28 по обе стороны уставо&л ны упоры 29, уперживаюшие рельсы а кассете от преждевременного екать - 5 вания на ролики 26, а на рольгангах 22 дополнительной рамы 21 подводящего конвейера 1 ролики 24 установлены толыю на концах на расстоянии от последних таким образом, что вь1ход5гг 0 аа упоры 29 к центральному шаршфу 28, на величину ширины подошвы рельса,
Раму кассеты 25 устанавливают на подводящий конвейер 1 при сборке новьос 5 звеньев или на отводящий конвейер 4
при расшивке отбракованных звеньев, для чего На раме ЗО жестко закреплены фиксаторы ЗА, исключающие щгоиавольное смешение кассеты в процессе 20 работы линии.
Для пер естановки кассеты 25 с конвейера 1 на конвейер 4 и обратно, а также за пределы поточной линии щзи ремонте звеньев с выборочной сменой 25 шпал предусмотрены стороны 32.
Ролики 33 в сек11иях рольгадгов 27 касреты 25 для рельсов расположены также в два ряда ив шахматном порядке,30
Разборку рельсовых звеньев начинают с установки кассе«з1 25 для рельсов на отводящий конвейер 4, приведение рольГанга 27 в положение с наклоном его секций в сторону продольной оси као- jсеты и укладки отбракованного звена на монвейер 1, рама 11 которого посредст
вом привода 16 установлена в положение (по вертикали), соответствующее типу элементов разбираемого звена,40
По мере подачи разбираемого звена под шпалорасшивочный пресс 2 и его рао:шивки шпалы посредством рольганга 6 отводят на сортировщик 5 и сортируют яо степени годности, .рельсовые скреп- 45 ления подают в емкости Ю, а рельсы , выводят по роликам 2 б в кассету 25, установленную на конвейере 4, при этом дополнкгельная рама 21 с поперечныш рольгангами 23 опущена в крайнее gg нижнее положение. При полном выходе рельсов по роликам 26 в кассету 25 включением привода 19 дополнительную раму 21 поднимают до положения, при иотором поверхности качения рольган- eg
гов 23 становятся вьш1е поверхности ка чения роликов 26, в результате чегорельсы скатываются, освобождая место на роликах 26 для очередной пары рельсов. По мере наполнения кассеты 25 рельсами последняя, например, краноМ| снимается и отправляется на склад рельсов, а на конвей 4 устанавливаетсядругая кассета.
При подготовке линии к сборке новых рельсовых звеньев на подводящий конвейер 1 устанавливают кассету 25 с уложенными в нее рельсами на участке между упорами 29 на рольгангах 27,
Включением привода 19 подъема дополнительной рамы 21 пара рельсов, примыкающая к упорам 29, поднимает ея рольгангами 22 над рольгангами 27 и скатывается на рюлики 26, и после опускания дополнительной рамы 21 рельсы под ним подают под коЬтылезаШвочный пресс 3, куда одновременно подают шпалы и рельсовые С1фепления на конвей 4, откуда его снимают и л подают на склад готовых звеньев.
Ремонт рельсовых звеньев с выбсч очной сменой шпал осуществляют при снятой кассете 25 и отведенной за пределы линии. При этом ремонтируемое звено укладывают непосредственно на . несущие элемента подводящего, конвей ра 1 и подают его под разборочно-сборочный узел, где «гбраковакные шпалы расшивают шпалорасшивочным прессом 2 и рольгангом 6 отводят на сортировщик шпал 5, а новые шпалы подают иэ-под шпалосверлильного сяганка 8 рольгангом под костылезабивочный пресс 3, где их пришивают к рельсам. Готовое звено, как и при сборке новых звеньев, вывод51 на отводящий конвейер 4, а затем на склад готовой продукции.
Предложенная конструкция позволяет повысить производительность сборки и разборки рельсовых звеньев путем механизированной подачи рельсов на гфодольные рольганги в первом случае и укладки рельсов в пакеты во втором.
Экономический эффект от использования поточной линии получается главным образом от снижения трудоемкости ремонта рельсовых звеньев и повышения качества работ, следствием чего являет ся повышение срока службы деталей верхнего строения пути.
.
«
sn-Csj
71
Г
П fJ Ч У
| название | год | авторы | номер документа |
|---|---|---|---|
| Звеносборочная линия | 1980 |
|
SU920086A1 |
| Звеносборочная линия | 1979 |
|
SU887681A1 |
| Устройство для сборки звеньев железнодорожного пути | 1976 |
|
SU709751A1 |
| Устройство для сборки звеньевжЕлЕзНОдОРОжНОгО пуТи | 1979 |
|
SU850770A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1993 |
|
RU2063493C1 |
| Линия для разборки звеньев рельсошпальной решетки | 1979 |
|
SU927887A1 |
| Устройство для расшивки звеньев железнодорожного пути | 1980 |
|
SU922219A1 |
| Звеносборочная линия | 1983 |
|
SU1131956A1 |
| Устройство для замены шпал в звеньях путевой решетки | 1975 |
|
SU587204A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |

1/ ПОТОЧНАЯ ЛИНИЯ ДЛЯ МОНТАЖА И ДЕМОНТАЖА ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ, содержащая последовательно установленные поовод{шшй конвейер, ошалорасшивочный и костылезабивочный прессы в отводяишй конвейер, связанны и со шпалорасшивочным Пресс ом посредством шпалоотводящез го рольганга сортировщик шпал, шпалопитателЬ со сверлильным станком, связанным с костылёзабивочным прессом посредством шпалоотводяшего рольганга, отличающаяся тем, что, с целью расширения функциональных воэможностей, она снабжена устанавливаемой на отводящий или подводящий ко вейер кассетой, включающей в себя ра му, несущую по меньшей мере два рол1 Ганга, каждый из которых выполнен из двух шарнирно соединеннь1Х между собой и Щ нирно закрепленных а раме чао9ей, и консольно смонтированные на jЁiиy7f)@tiнeй рамы ролики, и по меньшей мере двумя парами рольгахн гов, каждая из которых установлена на д жолнительной ршле, которая смонтирована соответственно на отводящем и подводящем конвейерах с возможностью I подъема в вертикальной плоскости, при: этом каждый рольганг вьтолнен в ви(Л де двух соединенных между собой и наклонно установленных соответственно к с продольной оси соответствующего конвейера частей, а несущая рольганги рама охвачена кассетой. 2. Поточная линия по п. 1, отличающаяся тем, что подвосд дящий и отводящий конвейеры CMOHTII4 рованы с возможностью подъема в верти 1 кальной плоскости приводом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Звеносборочная линия | 1979 |
|
SU887681A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
