1
Изобретение относится к средствам неразрушакщего контроля и может быть использовано для определения качества стыкового сварного соединения в любой отрасли машиностроения.
Наиболее близким к предлагаемому является сканирующее устройство дефектоскопа, содержащее корпус, размещенный на нем узел перемещения пре- образователя и пишущего элемента дефектоскопа и носитель информации, взаимодействующий с пишущим элементом 1.
Недостатком устройства является то, что оно не может быть применено при ручном контроле, при контроле наклонным искателем изделий разной толщины появляется большая ошибка, что лнижает надежность контроля.
Цель изобретения - повышение надежности контроля.
Поставленная цель достигается тем, что узел перемещения выполнен в виде размещенной на корпусе направляющей , установленной в ней траверсы, на одном конце которой закреплен пишущий элемент, а второй имеет сферический шарнир со сквозным отверстием, и установленного в нем с возможностью перемещения соедини тельного рычага, преимущественно Г-обраэной формы, на- свободном конце которого установлен на регулируемой длине преобразователь.
Кроме того, направляющая выполнена в виде каретки, ролики которой взаимодействуют с корпусом.
Корпус выполнен в виде замыкаемого пружиной на изделии роликово10го пояса, на одномиз звеньев которого закреплена направляющая.
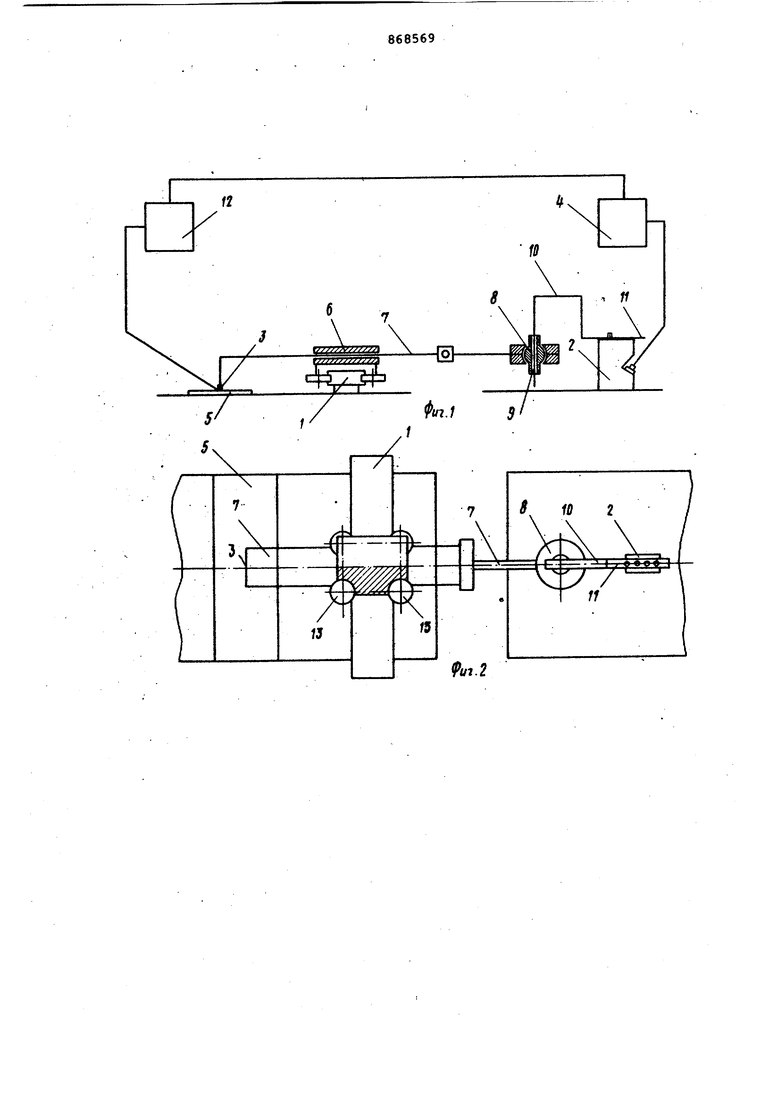
На фиг. 1 представлено устройство для контроля плоских изделий, общий вид; на фиг. 2 - то же, вид сверху
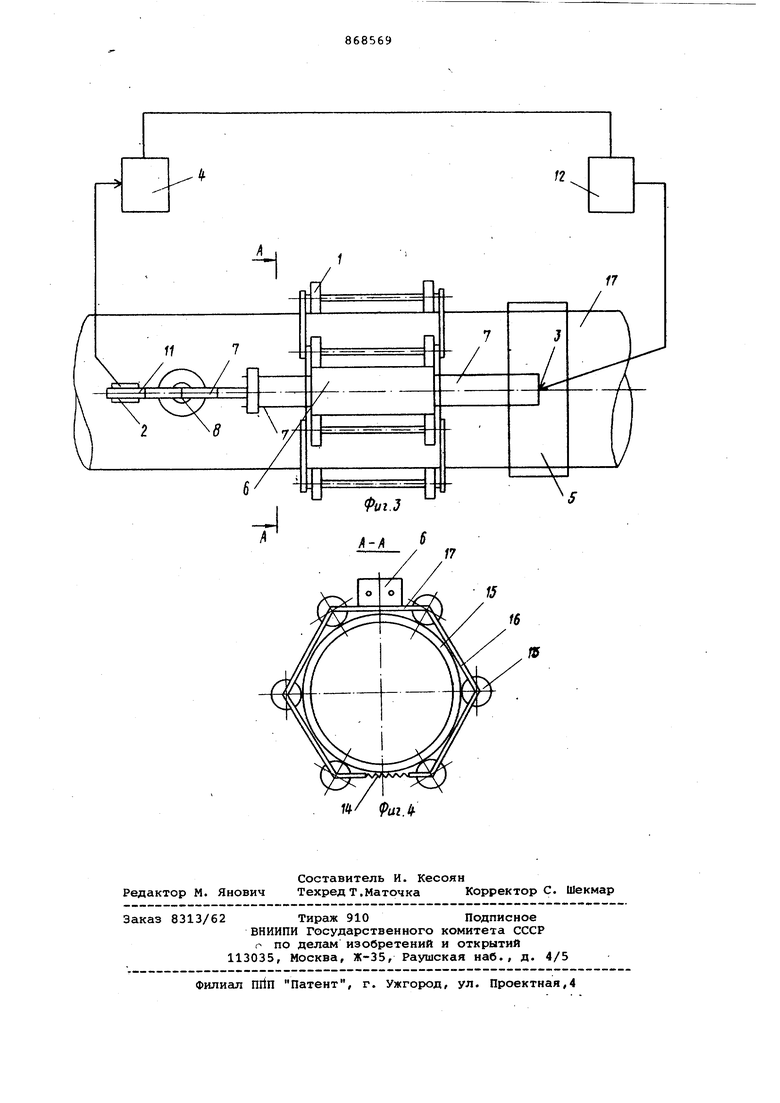
15 на фиг.З - устройство для контроля цилиндрических изделий, общий вид} , на фиг. 4 - сечение А-А на фиг.З.
Сканирующее устройство дефектоскопа содержит корпус 1, размещённый
20 на нем узел перемещения преобразователя 2, например ультразвукового, и пишущего элемента, например записывающего пера 3, дефектоскоп 4 и взаимодействующий с пером 3 носитель
25 инфор 4ации, например элктротермическая бумага 5.
Узел перемещения выполнен в виде размещенной на корпусе 1 направляювдей 6, установленной на ней травер30ры 7, на одном конце которой закреплено перо 3, а второй конец траверсы 7 имеет сферический шарнир 8 со сквозным отверстием 9,в котором с возможностью перемещения установлен соединительный рычаг 10, преимущественно Г-образной формы. На свободном конце -рычага 10 установлен .преобразователь 2. Планка 11 имеет регулируемую длину. Напряжение на записывающее перо 3, необходимое для прожига электротермической бумаги 5, подается с преобразователя 12 напряжения.
Корпус 1 устройства для контроля плоских изделий выполнен в виде плиты, на которой размещена направляквдая 6, представляющая собой каретку, ролики 13 которой взаимодействуют с корпусом 1.
Устройство для контроля цилиндрических изделий отличается тем, что корпус 1 выполнен в виде .замыкаемого пружиной 14 на изделии 15 роликового пояса 16, на одном из звеньев 17 которого закреплена направлякяцая 6.
Устройство работает следующим образом.
При ручном сканировании околсшовной зоны, которое осуществляется перемещением направляющей 6 по корпусу .1, в случае обнаружения дефекта по сигналу автоматического сигнализатор (не показан) дефектоскопа 4 на преобразователь 12-напряжения через рел (не показано) подается сигнал напряжением в. Преобразователь 12 напряжения вырабатывает импульсное высокочастотное напряжение (300 В), необходимое для прожига электротермической бумаги 5 пером 3. При сканировании околошовной зоны происходит синхронная запись двух координат дефекта. Для облегчения процесса сканирования при ручном контроле в устройстве предусмотрена возможность быстрого рассоединения преобразователя 2 с траверсой 7. Вынимая рычаг 10 из шарнира. 8 траверсы 7, вручную сканируют контролируемую .зону. При обнаружении дефекта преобразователь соединяют с траверсой и осуществляют запись координат дефекта.
Для устранения ошибки записи координат дефекта в изделиях различной толщины преобразователь 2 связан с
рычагом 10 через планку 11, позволяющую регулировать длину плеча установки преобразователя. Ошибка устраняется за счет того, что в зависимости от глубины контролируемой зоны в изделии планка 11 имеет строго определенную величину.
Использование устройства позволяет надежно осуществлять ручной контроль с одновременной записью двух координат дефектов.
Формула
изобретения
1.Сканирующее устройство дефектоскопа, содержащее корпус, размещенный а нем узел перемещения преобразователя и пишущего элемента дефектоскопа и носитель информации, взаимодействующий с пишущим элементом, отлич-ающее с я тем, что, с целью повышения надежности контроля, узел перемещения выполнен в виде размещенной на корпусе направляющей, установленной в ней
траверсы, на одном конце которой закреплен пишущий элемент, а второй имеет сферический шарнир со сквозным отверстием ,и установленного в отверстии с возможностью перемещения соединительного рычага, преимущественно Г-образной формы, на свободнс конце которого установлен на регулируемой длине преобразователь.
2.Сканирующее устройство дефектоскопа по п. 1, отличающееся тем, что направляющая выполнена в виде каретки, ролики которой взаимодействуют с корпусом.
3.Сканирующее устройство дефектоскопа поп.1, отличающееся тем, что, с целью обеспечения контроля цилиндрических поверхностей, корпус выполнен в виде замыкаемого пружиной на изделии роликового пояса, на одном из звеньев которого закреплена направлякндая.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 442415, кл. G 01 N 29/04, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Сканирующее устройство для контроля труб | 1981 |
|
SU1002955A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО ИММЕРСИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРКИ | 1991 |
|
RU2036471C1 |
| Сканирующее устройство к дефектоскопу | 1979 |
|
SU974250A1 |
| Сканирующее устройство | 1988 |
|
SU1702299A1 |
| Устройство для ультразвукового контроля дисков | 1982 |
|
SU1078317A1 |
| Сканирующее устройство дефектоскопа | 1979 |
|
SU974252A1 |
| Устройство для сканирования изделия | 1988 |
|
SU1665296A1 |
| Узел подвески призмы с преобразователем к сканирующему устройству для дефектоскопии | 1983 |
|
SU1087869A1 |
| Устройство для ориентации преобразователя дефектоскопа | 1984 |
|
SU1165969A1 |
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |