(54) СПОСОВ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ГНУТЫХ ПРСК&ИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ производства гнутых профилей | 1978 |
|
SU727263A1 |
| Способ производства гнутых профилей | 1980 |
|
SU919779A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПОЛОС | 2005 |
|
RU2288800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU956093A1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| Способ изготовления корытных профилей | 1989 |
|
SU1639826A1 |
| Способ изготовления гнутых профилей проката | 1976 |
|
SU603180A1 |
1
Изобретение относитйя к обработке металлов давлением и прёднаэначв но для использования при производстве гнутых профилей проката. .
Наиболее близким по технической сущности и достигаемому результату является способ изготовления гнутых профилей, заключакхдийся в изгибе полосы по дуге с последукадам форялообразованием, при кoтopo постепенно уменьшают стрелку прогиба l .
Недостатком известного способа является то, что при изгибании полосы с большой стрелой прогиба (при условии сохранения длины хорды на всех переходах) в первом переходе возникают значительные трудности при заходе полосы в зту клеть, что обусловливает уменьшение скорости профилирования и требует дополнительной клети.
Цель изобретения - уменьшение количества переходов при формовке профилей с трапециедальными гофрами.
Для достижения цели согласно способу изготовления гофрированных гнутых профилей из полосы, заключающемся в одновременной формовке гофров по переходам с искривлением заготовки на первом переходе, искривление заготовки производят путем придания полосе клиновидной формы с линией перегиба, расположенной в месте изгиба центрального гофра, и в каждом послед тощем переходе элементы йрофиля подгибают на углы, обеспечиваккдие уменьшение клиновидности до придания профилю заданной конфигурации.
10
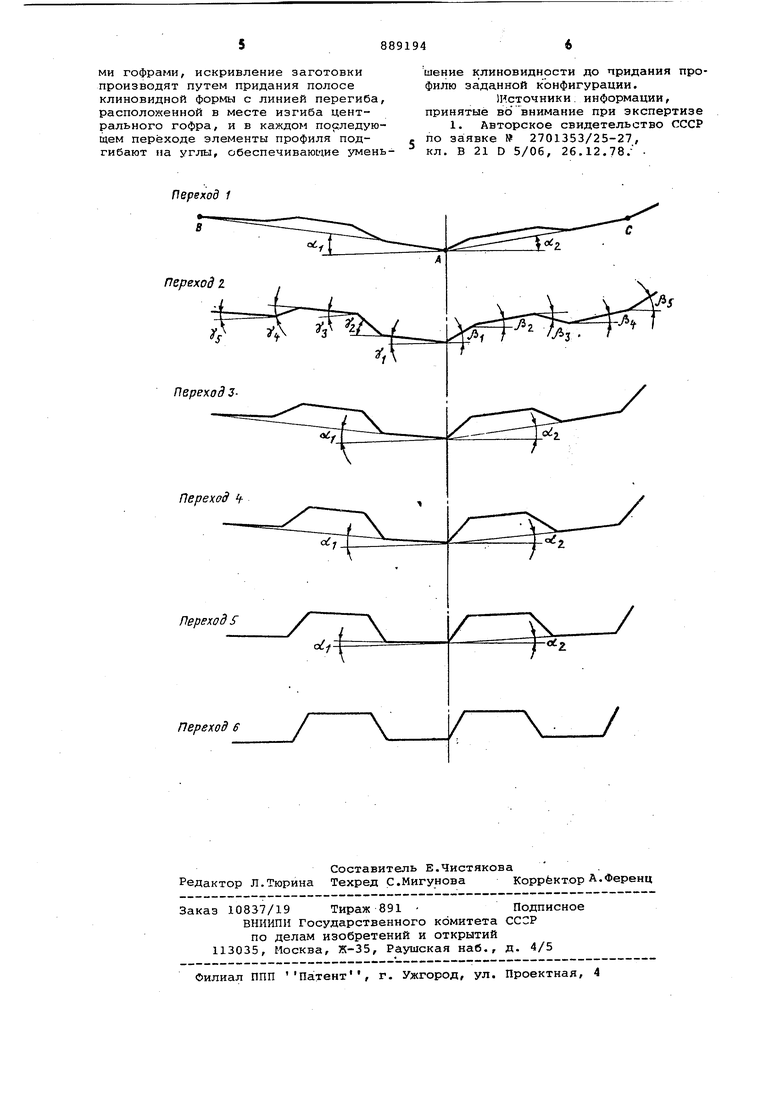
На чертеже изображен вариант изготовления гофрированного профиля методом одновременной формовки.
В процессе изготовления гофрированного профиля методом одновремен15ной формовки целесообразно придавать заготовке клиновидную Лорму с линией перегиба по крайней мере в о°дном месте изгиба центрального гофра и одновременно на подогнутых участках
20 осупествлять формовку гофров, затем по мере увеличения углов подгибки гофров уменьшать углы клиновидности профиля по переходам до придания профилю заданной конфигурации.
25
Данный способ может быть реализован на профилегибочном стане для производства гофрированных профилей. Так,например, при изготовлении двух- . гофрового профиля используете схема
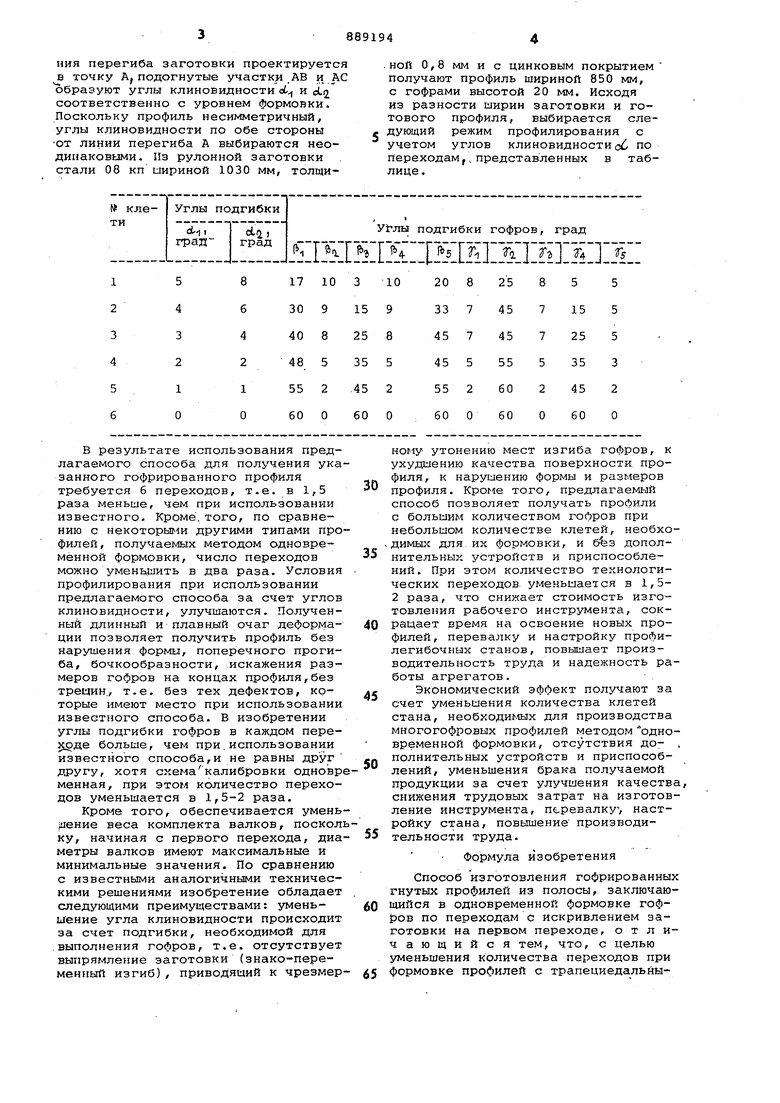
30 формовкн приведенная на чертеже. Линия перегиба заготовки проектируется в точку А, подогнутые участки .АВ и. АС образуют углы клиновидности ot и oLr соответственно с уровнем формовки. Поскольку профиль несимметричный, углы клиновидности по обе стороны от линии перегиба А выбираются неодинаковыми. Из рулонной заготовки стали 08 кп шириной 1030 мм, толщи№ клеУглы подгибки ти град81710310208258б309159337457 4408258457457 2485355455555 1552.452552602 О60О60О60О60О
В результате использования предлагаемого способа для получения указанного гофрированного профиля требуется 6 переходов, т.е. в 1,5 раза меньше, чем при использовании известного. Кроме,того, по сравнению с некоторыми другими типами профилей , получаемых методом одновременной формовки, число переходов можно уменыиить в два раза. Условия профилирования при использовании предлагаемого способа за счет углов клиновидности, улучшаются. Полученный длинный и плавный очаг деформации позволяет получить профиль без нарушения формы, поперечного прогиба, бочкообразности, искажения размеров гофров на концах профиля,без трещин., т.е. без тех дефектов, которые имеют место при использовании известного способа. В изобретении углы подгибки гофров в каждом пере} ;§де больше, чем при. использовании известного способа,и не равны друг другу, хотя схемакалибровки одноврменная, при этом количество переходов уменьшается в 1,5-2 раза.
Кроме того, обеспечивается умень(Пение веса комплекта валков, посколку, начиная с первого перехода, диаметры валков имеют максимальные и минимальные значения. По сравнению с известными аналогичными техническими решениями изобретение обладает следующими преимуществами: уменьшение угла клиновидности происходит за счет подгибки, необходимой для .выполнения гофров, т.е. отсутствует выпрямление заготовки (знако-перемениый изгиб), приводящий к чрезмер.ноП 0,8 мм и с цинковым покрытием получают профиль шириной 850 мм, с гофрами высотой 20 мм. Исходя из разности ширин заготовки и готового профиля, выбирается следующий режим профилирования с учетом углов клиновидностио по переходам,,представленных в таблице.
ному утонению мест изгиба гофров, к ухудшению качества поверхности, профиля, к нарушению формы и размеров профиля. того, предлагаемый способ позволяет получать профили с большим количеством гоЛров при небольшом количестве клетей, необхо димьвс для. их формовки, и б%з дополнительных устройств и приспособлений. При этом количество технологических переходов уменьшается в 1,52 раза, что снижает стоимость изготовления рабочего инструмента, сокращает время на освоение новых профилей, перевалку и настройку профилегибочных станов, повышает производительность труда и надежность работы агрегатов.
Экономический эффект получают за счет уменьшения количества клетей стана, нeoбxoди.1ыx для производства многогофровых профилей методом одновременной формовки, отсутствия дополнительных устройств и приспособлений, уменьшения брака получаемой продукции за счет улучшения качеств снижения трудовых затрат на изготовление инструмента, перевалку, настройку стана, повышение производительности труда.
Формула изобретения
Способ изготовления гофрированных гнутых профилей из полосы, заключающийся в одновременной формовке гофров по переходам с искривлением заготовки на первом переходе, отличающийся тем, что, с целью уменьшения количества переходов при формовке пробилей с трапециедальныЬП}ПК 5Д5 11 1АГ5 1 ЖУ1глы подгибки гофров, град 55 155 255 353 452 60О
ми гофрами, искривление заготовки производят путем придания полосе клиновидной формы с линией перегиба, расположенной в месте изгиба центрального гофра, и в каждом порледующем переходе элементы профиля подгибают на углы, обеспечивающие уменьПереход 1
Переход i
Переход 3Переход
сС
Переход f
/
Переход 6
шение клиновиднрсти до придания профилю зада,нной конфигурации.
1ИСТОЧНИКИ. информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по за;явке № 2701353/25-27, кл. В 21 D 5/06, 26.12.78.- /
