I
Изобретение относится к обработке металлов давлением, а именно, к технологии производства гнутых профилей на профилегибочных станках, и может быть использовано для изготовления гнутых профилей, в основном гофрированных и корытных.
. Известен способ производства гнутЫх профилей, по которому с целью избежания волнистости кромок заготовку предварительно удлиняют в местах, не подвергаемых деформации при гибке 1. Однако необходимость осуществления холодной пластической деформации металла в специально установленных жестких клетях в линии профилегибочного стана -нецелесообразна. Кроме того, величину необходимой пластической деформации заранее определить невозможно.
Наиболее близким по технической сущности к изобретению является способ изготовления гнутых профилей в формующих валках на многоклетьевых гибочных станах, включающий поэтапное формоизменение исходной заготовки до получения профиля заданной конфигурации 2. С целью устранения волнистости кромок и продольного прогиба а счет равномерного распределения дефорлаций по клетям формообразование профиля по переходам осуществляется за счет равных горизонтальных смещений кромки заготовки в формующих валках от предыдущей клети к последующей.
К недостаткам способа относится то, что он не устраняет в достаточной степени продольного прогиба профиля и волнистости кромок. Кроме того, для соблюдения принципа равных горизонтальных перемещений боковых кромок необходима больщая дробность деформации, что требует увеличения в 2-2,5 раза количества рабочих клетей профилегибочного стана.
Указанные недостатки обусловлены тем, что принцип равных перемещений можно осуществить лищь при разбивке суммарного угла подгибки на больщое количество промежуточных углов. В противном случае осуществление процесса не представляется возможным в связи с крайне неравномерным их распределением по проходам вплоть до невозможности задачи полосы из предыдущей клети в последующую.
Цель изобретения - сокращение колиества технологических переходов.
Для этого по предлагаемому способу кромки заготовки смещают на равные расстояния в вертикальной плоскости.
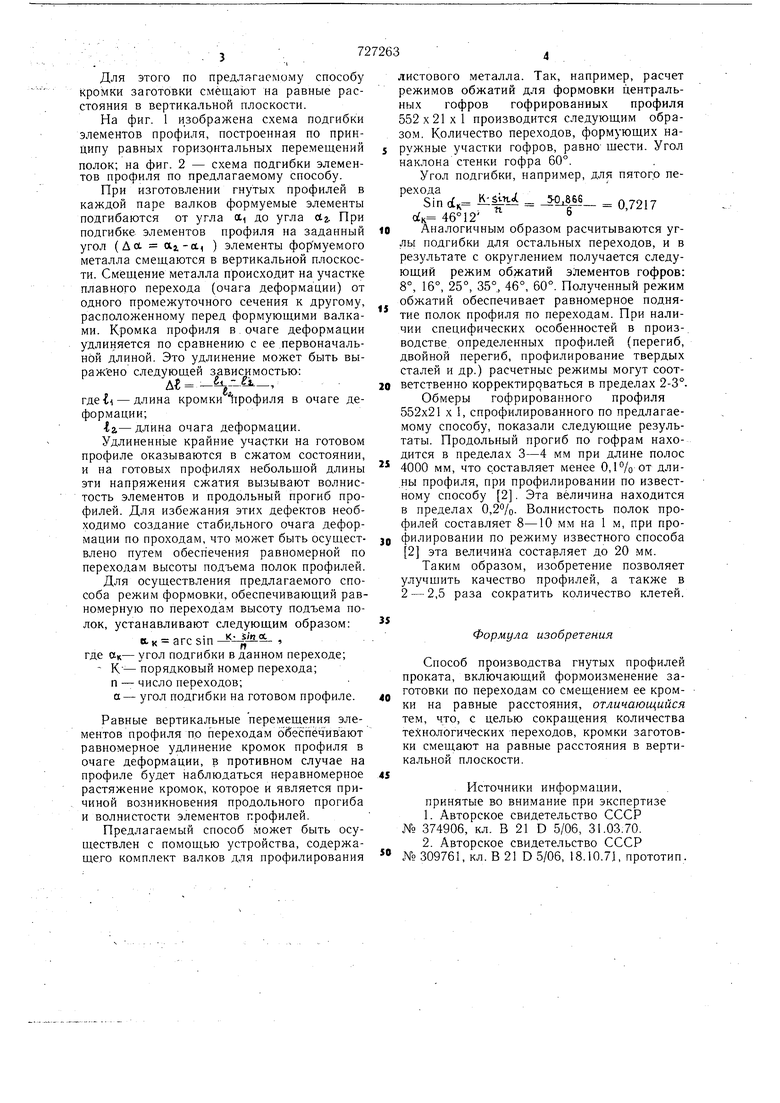
На фиг. 1 изображена с.хема подгибки элементов профиля, построенная по принципу равных горизонтальных перемещений
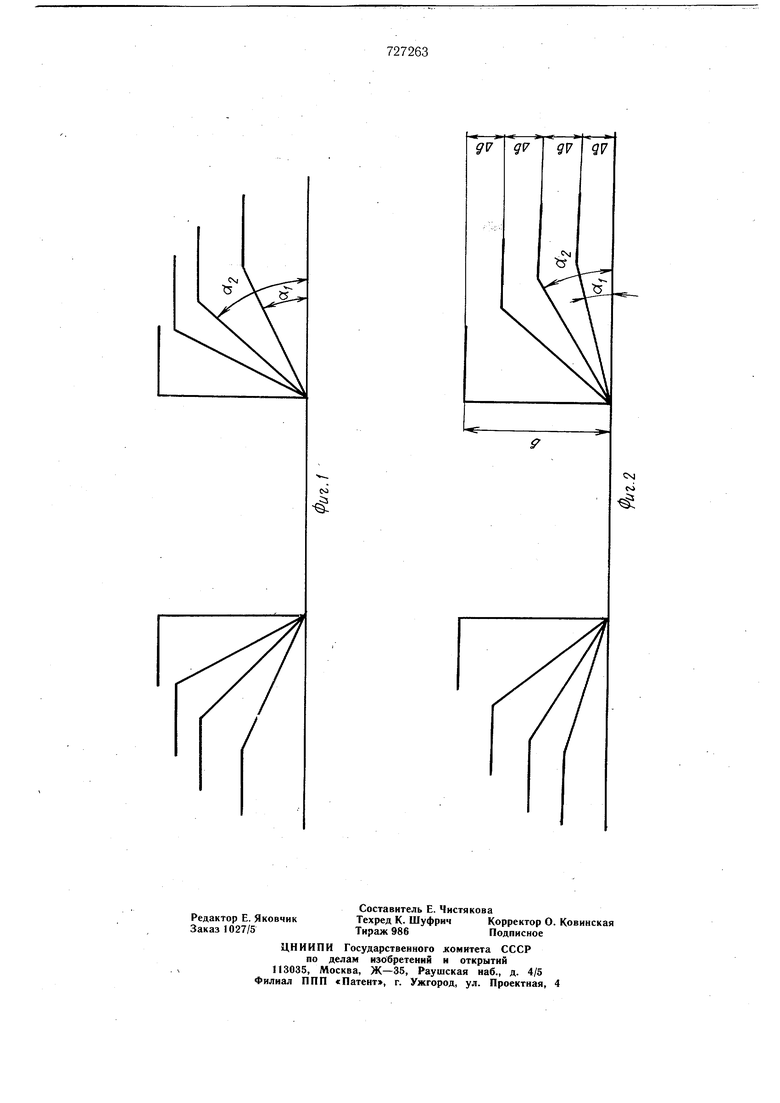
полок; на фиг. 2 - схема подгибки элементов профиля по предлагаемому способу.
При изготовлении гнутых профилей в каждой паре валков формуемые элементы подгибаются от угла а, до угла «. При подгибке элементов профиля на заданный угол (Да. aj.-cci ) элементы формуемого металла смещаются в вертикальной плоскости. Смещение металла происходит на участке плавного перехода (очага деформации) от одного промежуточного сечения к другому, расположенному перед формующими валками. Кромка профиля в очаге деформации удлиняется по сравнению с ее первоначальной длиной. Это удлинение может быть выражено следующей зависимостью:
,
- длина кромки профиля в очаге деформации;
la-длина очага деформации.
Удлиненные крайние участки на готовом профиле оказываются в сжатом состоянии, и на готовых профилях небольщой длины эти напряжения сжатия вызывают волнистость элементов и продольный прогиб профилей. Для избежания этих дефектов необходимо создание стабильного очага деформации по проходам, что может быть осуществлено путем обеспечения равномерной по переходам высоты подъема полок профилей.
Для осуществления предлагаемого способа режим формовки, обеспечивающий равномерную по переходам высоту подъема полок, устанавливают следующим образом:
aK arcsin , где OK- угол подгибки в данном переходе; - К-- порядковый номер перехода; п - число переходов; а- угол подгибки на готовом профиле.
Равные вертикальные перемещения элементов профиля по гтереходам обеспёчивают равномерное удлинение кромок профиля в очаге деформации, в противном случае на профиле будет наблюдаться неравномерное растяжение кромок, которое и является причиной возникновения продольного прогиба и волнистости элементов профилей.
Предлагаемый способ может быть осуществлен с помощью устройства, содержащего комплект валков для профилирования
ЛИСТОВОГО металла. Так, например, расчет режимов обжатий для формовки центральных гофров гофрированных профиля 552x21x1 производится следующим образом. Количество переходов, формующих наружные участки гофров, равно- щести. Угол наклона стенки гофра 60°.
Угол подгибки, например, для пятого перехода. .
Sin оС, OA§6 0,7217 о к 46°12
Аналогичным образом расчитываются углы подгибки для остальных переходов, и в результате с округлением получается следующий режим обжатий элементов гофров: 8°, 16°, 25°, 35°, 46°, 60°. Полученный режим обжатий обеспечивает равномерное поднятие полок профиля по переходам. При наличии специфических особенностей в производстве, определенных профилей (перегиб, двойной перегиб, профилирование твердых сталей и др.) расчетные режимы могут соответственно корректироваться в пределах 2-3°.
Обмеры гофрированного профиля 552x21 X 1, спрофилированного по предлагаемому способу, показали следующие результаты. Продольный прогиб по гофрам находится в пределах 3-4 мм при длине полос 4000 мм, что доставляет менее 0,1% от длины профиля, при профилировании по известному способу 2. Эта величина находится в пределах 0,2%. Волнистость полок профилей составляет 8-10 мм на 1 м, при профилировании по режиму известного способа 2 эта величина составляет до 20 мм.
Таким образом, изобретение позволяет улучщить качество профилей, а также в 2 - 2,5 раза сократить количество клетей.
Формула изобретения
Способ производства гнутых профилей проката, включающий формоизменение заготовки по переходам со смещением ее кромки на равные расстояния, отличающийся тем, что, с целью сокращения количества технологических переходов, кромки заготовки смещают на равные расстояния в вертикальной плоскости.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 374906, кл. В 21 D 5/06, 31.03.70.
2.Авторское свидетельство СССР оЧо309761, кл. В 21 D5/06, 18.10.71, прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гнутых профилей | 1980 |
|
SU919779A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ПРОФИЛЯ | 2001 |
|
RU2201829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1344457A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ производства гофрированных профилей | 1988 |
|
SU1574314A1 |
C4J(-i
