(54) ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |

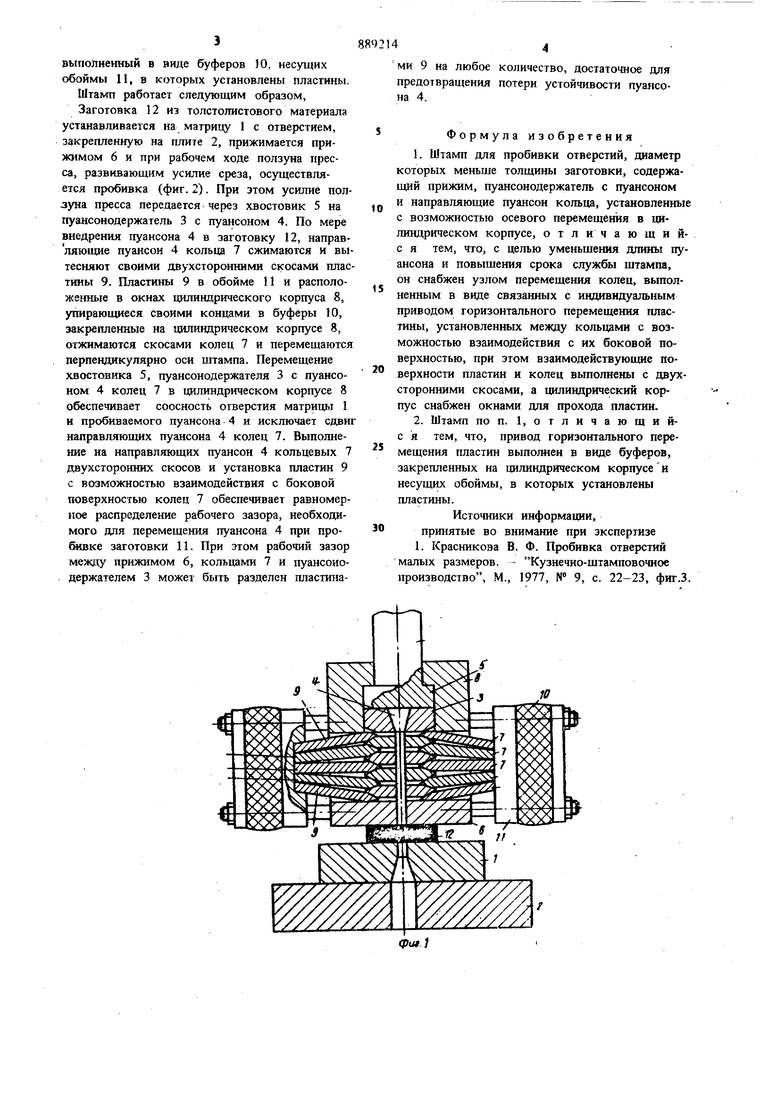
Изобретение относится к обработке металлов (Давлением, а именно, к илампам для пробивки отверстий, диаметр которых меньше толщины заготовки, и может быть использован во всех отраслях машиностроения. Известен штамп для пробивки отверстий, диамегр которых меньше толщины заготовки, содержащий прижим, пуансонодержатель с пуансоном и направляющие пуансона кольца, установленные с возможностью осевого перемещения в цилиндрическом корпусе (1 . Однако срок службы данного штампа недостаточно большой. Цель изобретения - повышение срока сЛуж бы штампа и уменьшение длины пуансона. Цель достигается тем, что штамп для проби ки отверстий, диаметр которых меньше толщи ны заготовки, соде{ жащий прижим, пуансонодержатель с пуансоном и направляющие пуансон кольца, установленные с возможностью oc вого перемещения в цилиндрическом корпусе, снабжен узлом перемещения колец, выполненным в виде связанных с индивидуальным при водом горизонтального перемещения пластины. установленных между кольцами с возможностью взаимодействия с их боковой поверхностью, при зтом взаимодействующие поверхности пластин и колец выполнены с двухсторонними скосами, а щишндрический корпус снабжен окнами для прохода пластин. А привод горизонтального перемещения пластин выполнен в виде буферов, закрепленных на цилиндрическом корпусе и несущих обоймы, в которых установлены пластины. На фиг. 1 показан штамп в исходном положении, общий вид; на фиг. 2 - то же, в конечный момент пробивки. Штамп содержит матрицу 1 с отверстием, закрепленную на плите 2, пуансонодержатель 3 с пуансоном 4, установленные на хвостовике 5, прижим 6, направляющие пуансон кольца, установлен П)1е с возможностью осевого перемещения 7, по внешнему контуру каждого из которых выполнены двухсторонние скосы, цилиндрический корпус с окном 8 и узел перемещения колец, выполненный в виде Пластин 9, установленных между кольцами 7, привод горизонтального перемещения пластин. выполненный в виде буферов )0, несущих обоймы 11, в которых установлены пластины. Штамп работает следующим образом, Заготовка 12 из толстолистового материала устанавливается на матрицу 1 с отверстием, закрепленную на плите 2, прижимается прижимом 6 и при рабочем ходе ползуна пресса, развивающим усилие среза, осуществляется пробивка (фиг. 2). При этом усилне ползуна пресса передается через хвостовик 5 на пуансонодержатель 3 с пуансоном 4. По мере внедрения пуансона 4 в заготовку 12, направляющие пуансон 4 кольца 7 сжимаются и вытесняют своими двухсторонними скосами плас тины 9. Пластины 9 в обойме 11 и расположенные в окнах цилиндрического корпуса 8, упирающиеся своими концами в буферы 10, закрепленные на цилиндрическом корпусе 8, отжимаются скосами колец 7 и перемещаются перпендикулярно оси щтампа. Перемещение хвостовика 5, пуансонодержателя 3 с пуансоном 4 колец 7 в цилиндрическом корпусе 8 обеспечивает соосность отверстия матрицы 1 и пробиваемого пуансона 4 и исключает сдвиг направляющих пуансона 4 колец 7. Выполнение на направляющих пуансон 4 кольцевых 7 двухсторонних скосов и установка пластин 9 с возможностью взаимодействия с боковой поверхностью колец 7 обеспечивает равномерное распределение рабочего зазора, необходимого для перемещения пуансона 4 при пробквке заготовки 11. При этом рабочий зазор между прижимом 6, кольцами 7 и пуансонодержателем 3 может быть разделен пластииа4ми 9 на любоеколичество, достаточное для предотвращенияпотери устойчивости пуансона 4. Формула изобретения 1.Штамп для пробивки отверстий, диаметр которых меньще толщины заготовки, содержащий прижим, пуансонодержатель с пуансоном и направляющие пуансон кольца, установленные с возможностью осевого перемещения в цилиндрическом корпусе, отличающийс я тем, что, с целью уменьщения длины пуансона и новыщения срока службы щтампа, он снабжен узлом перемещения колец, выполненным в виде связанных с индивидуальным приводом горизонтального перемещения пластины, установленных между кольцами с возможностью взаимодействия с их боковой поверхностью, при этом взаимодействующие поверхности пластин и колец выполнены с двухсторонними скосами, а цилиндрический корпус снабжен окнами для прохода пластин. 2.Штамп по п. 1,отличающийс я тем, что, привод горизонтального перемещения пластин выполнен в виде буферов, закрепленных на цилиндрическом корпусе и несущих обоймы, в которых установлены пластины. Источники информации, принятые во внимание при экспертизе 1. Красникова В, Ф. Пробивка отверстий малых размеров. - Кузнечно-щтамповочное производство, М., 1977, № 9, с. 22-23, фиг.З.
10
(риг2
