(54) СПОСОБ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи проволоки | 1985 |
|
SU1299727A1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1986 |
|
RU2012460C1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2235006C1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1990 |
|
SU1760700A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1094693A1 |
| Устройство для подачи сварочной проволоки | 1976 |
|
SU577107A1 |
| Устройство для подачи электродной проволоки | 1979 |
|
SU946840A1 |
| Устройство для подачи электродной проволоки | 1990 |
|
SU1794002A3 |
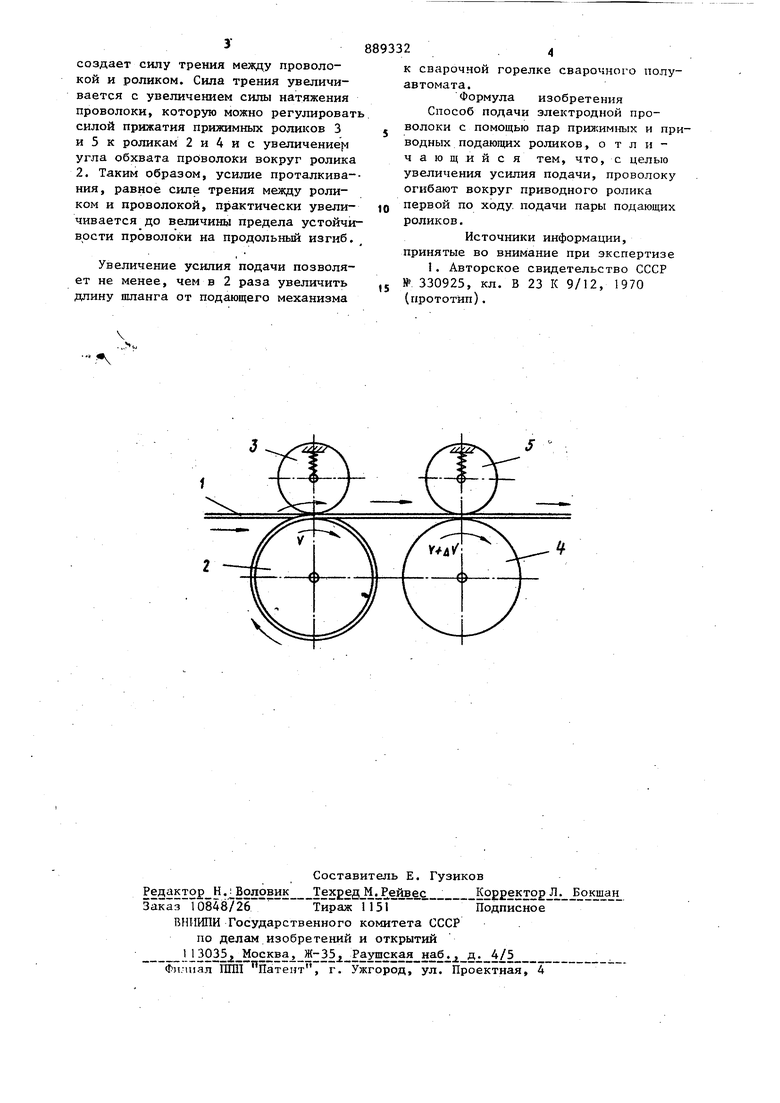
Изобретение с гносится к машиностроению, в частности к производству оборудования для дуговой сварки плавящимся электродом. Известен способ подачи электродной проволоки с помощью пар прижимных и приводных подающих роликов | 1 1. Однако данньй способ не позволяет увеличить усилие подачи проволоки. Цель изобретения - увеличение усилия подачи электродной проволоки. Поставленная цель достигается тем что в способе подачи электродной проволоки с помощью пар прижимных и приводных подающих роликов проволоку о-гибают вокруг приводного ролика первой по ходу подачи пары подающих роли ков. На чертеже представлена схема прохождения проволоки через две пары подающих роликов. Стрелками показано направление дви жения проволоки 1. Проволока 1 проходит между приводным 2 и прижимным 3роликами первой пары подакицих роликов, огибает ролик 2 по наружному диаметру не менее, чем на один оборот, затем проходит между приводным 4 и прижимным 5 роликами второй пары подакидих роликов. Вращение роликов 2 и 4 осуществляется от общего привода переменных передач, причем линейная ско рость подачи пары подающих роликов 4и 5 больше, чем роликов 2 и 3. За счет разности в скоростях подачи проволоки первой и второй парами во время работы происходит постоянное натяжение проволоки между парами роликов и по паружному диаметру приводного ролика 2, так как приясимной рОлик 3 прижимает к рабочей поверхности ролика 2 только входящую ветвь проволоки 1, а выходящая ветвь проволоки 1 призхимается между роликами 4 и 5. Усилием натяжения проволока прижимается к поверхности роли- . ка 2 по его наружному диаметру, что создает силу трения между проволокой и роликом. Сила трения увеличивается с увеличением силы натяжения проволоки, которую можно регулироват силой прижатия прижимных роликов 3 и 5 к роликам 2 и 4 и с увеличение) угла обхвата проволоки вокруг ролика 2. Таким образом, усилие проталкивания, равиое силе трения между роликом и проволокой, практически увеличивается до величины предела устойчи вости проволоки на продольный изгиб. Увеличение усилия подачи позволяет не менее, чем в 2 раза увеличить длину шланга от подающего механизма 2 к сварочной горелке сварочного полуавтомата. Формула изобретения Способ подачи электродной проволоки с помощью пар прилсимных и приводных подающих роликов, отличающийся тем, что, с целью увеличения усилия подачи, проволоку огибают вокруг приводного ролика первой по ходу, подачи пары подающих роликов. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 330925, кл. В 23 К 9/12, 1970 (прототип).
