;,:ч (;ор)::i:a:;;;;: полых e:;::v:io; - i,x издсл; : с;;ло;кг о Д1зу,-я лектрол1-игс тс.;я}Л:1, 1:3 KOTOjibix :,.;1;гатгль / слу 1;1:т для придания возвратно-поступательного движения щаблону 2 иериодического посорота -г ар сельчого стела , включения и выключения фрикциоиио ; муфты 4. нпиведев;:я в действие ко.мпрессора 5 и пульверизаторов 6 для покрытия шаблона эмильеией, дви1ате ь 7-для поочередного вращепи.я п;;:1;;-д:м- ;; 8 с натрг камп 9, уде1)х-;кзаС 1 ;м;-: гппсгвыс Ю.
Лз 1гатель / через редуктор // и иилиидричеекие нинтовые шестерни 12 и 13 сообщает врап1ение коленчатому валу 14, который через /Л и р ;1чагч /(7 и / гре;:бра:-;ует ir)ani;vr тьчое дзижоиис п ;оЗ|.;рятно-ноступательное и передает усилие ползуну 18 и укрепленному в нем шаблону 2. Направляющие ползуна 19 выполнены наклонными, причем
iiC;i по.т;:стн uopMYQMOio i;:s::ic..
Вал 20 редуктора посредством БИНТОВЫХ зубчатых колес 27 и22 в)агг KR- 3 прньода 24 ;а:П1-;йского касста 23. Ма rrHiiCKHii хпест : ответствующее чис.ту формодержателей на столе. Вал 22 при помопди БИНТОВЫХ зубчатых KO.iec 27 и 2S в ащает 29 с 30 м ТО самым псрподмчсс;; -; вс:;ле1ств ст iia ро.ик рычага 32 включеHiisi н выключення фрикционной муфты 4.
Oepeziaia вращення от а ;;1гателя 7 ч :ппинделп 5 о--, Щ СТБЛПСТСЯ через конические зубчатые колеса 55 и 34 с винтовым зубом.
Для сохранения ycToimnsoro вращення в момент прессования вал маховмдо 5.
KciMHpeccOp ,7 пгизодмт-;; по ; pai :c:;:c червлмпь:}, вг.;;ом редуктора, а с:ка ъп) :;о::ух от пего поступает по Е7здуш.;ой магистрал к штуцеру пульверизатора. Э мульсия для рабочей повйрхности иабло 1а поступает с иютсчо:- г :y;ii : c.4-i3aTOi:i ш гюдзспяигеи трубке -з бачка 36. ;к.1Ю еи:;е п дсПчтвис гудь;: С :;:1затс 1а осхчдествляется посредством троса «Боудеиа, приводимого в действие рычагом с ро.тиKCiM, управ; яе1 п 1м при дви; ец1;;: ио.пзуша.
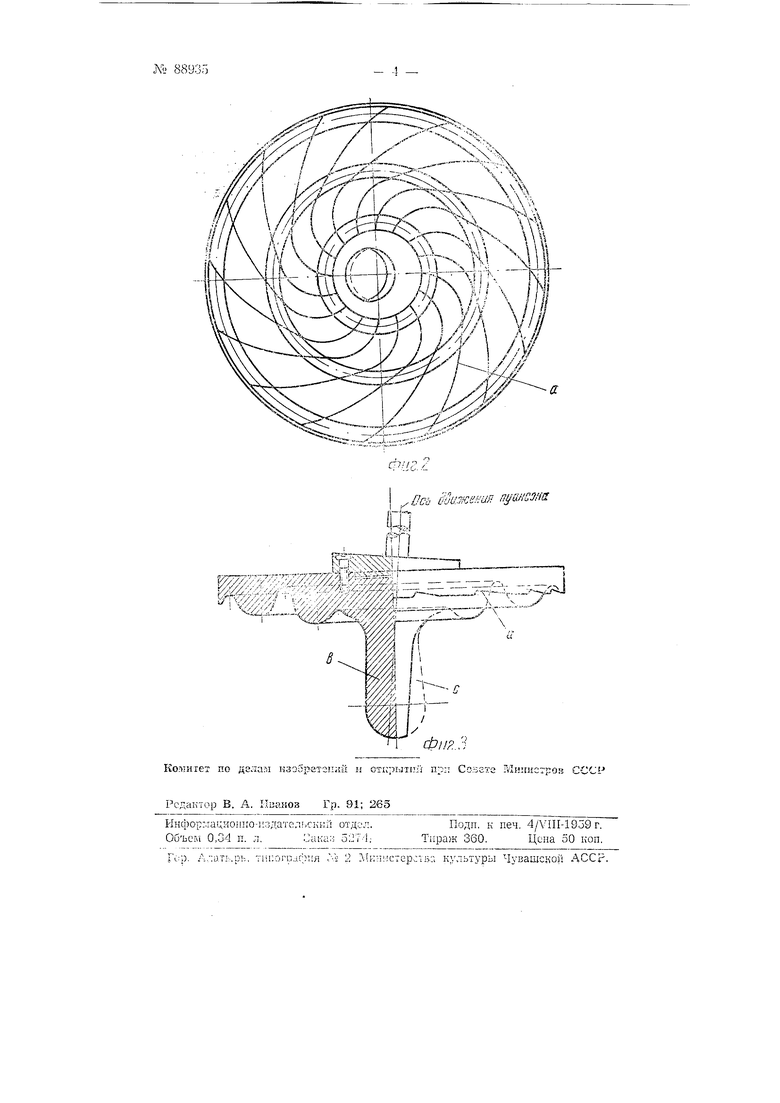
На фиг. 2 и 3 :i:; 36r-;; ivC ;;; ; o TpvKui;;, и;абл :а. прсд1 а1::а- еи |;}го д.чя сЬоЛМов;1пия 1ЮД15ссных высо.коподьтпых изо.тяторов.
Для .лучшего уп.тотпеичя .массы и облегчения фораювки .по всей иоверхности нуансона и.меются спиралевидные канавки а, идущие от центра луапсона к его периферии. Количество капавок определяется диаметр о иу:апсона.
В цепдральпой ч;:сД nvMicoia находится вь ступаюп:нй хгюстовик в, форма которого соответствует конфигурации внутренней нолости изоляторов.
Для Обеснечения возможности извлечения хвостовика из массы без ловрел-сдения отфор:,оваиного изо.тятопа часть с хвсстовнка эксцентрично сточена HQ всей длине.
Работа устройства осушеств.тяется сле дующим образом. Гипсовая сЬор:ма Ю с фарсроропо .;асс(Л: нстазляется в длубление формодержате.ля 9 и прг; очередном повороте ка|1уссл1:.ного стола 5 центрируется по к оси 1паб/;(;;;а. Вк;;1О;е:д см сЬр; К11;:зиа фо-рмодержате.ть с формой приводится во враи1ательиое ДВИженпе. Одновре моино начинает плавно ог1ускатьс,ч ползун с шаблоном, имеющим в нижней тарельчатой части рельеф, соответствующий форме изолятора.
Для придания внутренней полости подвесного изолятора грущевидной формы щаблон, будучи установлен горизонтально, движется по наклонной нрямой. При этом угол паклопа несколько больше угла образующей конуса.
Плавно опускаясь и приходя в соприкоснсвспие с фарфоровой массой, находящейся в гинсовой форме, щаблон придает необходимую форму изолятору. Затем шаблон плапно отрывается от массы и возвращается в крайнее верхнее; ноложедио. В STO bj:cM i стол автоматическп noli р е д м е т и 3 о б р е т е ц н я
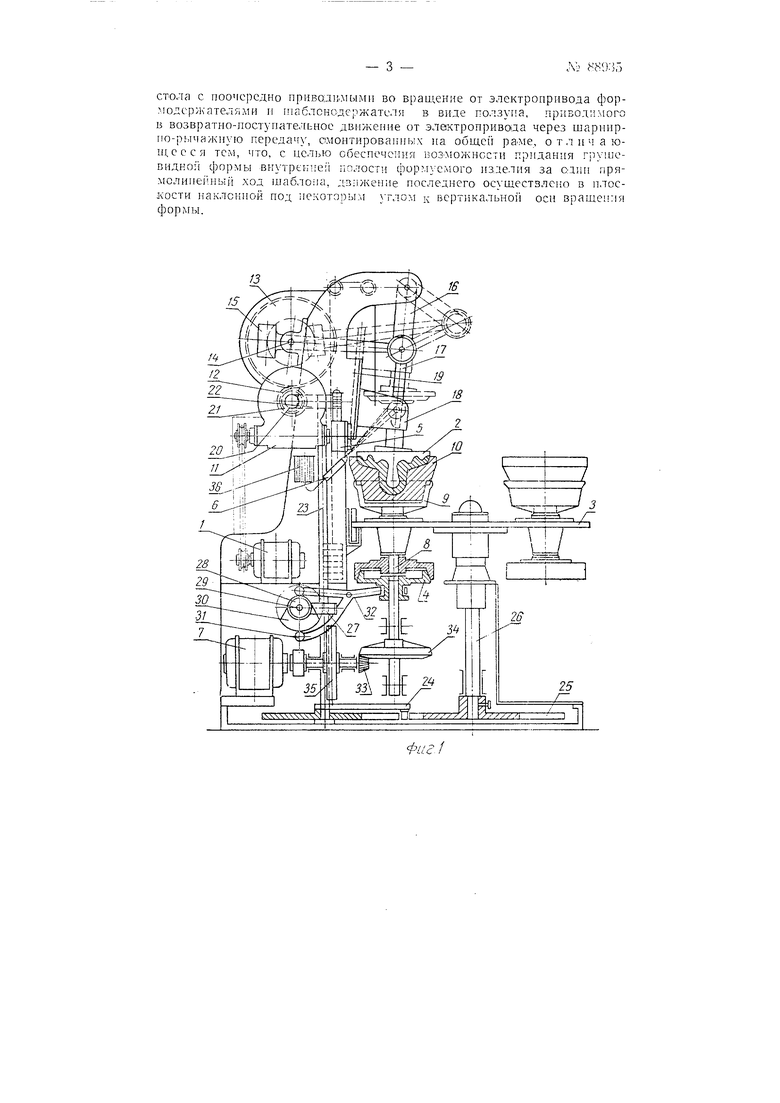
i сrpoMciBc; :i.T5i фо|)МС13)и по-тых {{ арф оровых :;здел;и, например нодвесных изоляторов, состоящее из многощпнндельного карусельного
стола с поочередно приво:д1.мымп во вращение от электропривода формодсржателями и шаслснодержателя в виде ползупа, приводимого в возвратно-поступательное движение от электроиривада через шарниргю-рычажную передачу, омонтироваппых на общей , отличаюи;есся тем, что, с целью обеспечения 1ЮЗМожности придания rpyineвидной формы BHyrpei-nieii полости формуемого изделия за один прямолинейный ход шабло: а, дз;|жение последнего осуществлено в нлоскости наклонной под ;1екоторы: 1 углом к вертикальной оси вращенпя формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРАВКИ и ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187685A1 |
| Молотилка для подсолнухов | 1929 |
|
SU15904A1 |
| Гравировальный полуавтомат | 1957 |
|
SU111676A1 |
| Машина для печатания тканей | 1975 |
|
SU562444A1 |
| ПРИБОР ДЛЯ ПРОФИЛИРОВАНИЯ ЧЕРВЯЧНЫХ ФРЕЗ | 1972 |
|
SU348395A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| Машина для печатания тканей | 1977 |
|
SU802091A1 |
| Полуавтомат для складывания мужских сорочек | 1960 |
|
SU139295A1 |
| Копировально-фрезерный станок, для обработки лонжеронов | 1941 |
|
SU64262A1 |
| Машина для печатания тканей | 1976 |
|
SU674936A1 |
13
16
