ру качения 9, и фиксируется фиксатором 10. Изделие зажимается зажимом 22. Коромысла 13 с роликами 11 прижимают изделие и вращают в роликоопо- ре до совмещения свариваемого стыка со сварочной головкой до тех пор, пока датчик поиска стыка не дает сигнал отключения вращения. Затем изделие
1
Изобретение относится к сварке, а именно к стендам для сварки наружного продольного шва толстотенных обечаек высокоскоростными способами с переналадкой на различные типораз- меры изделий.
Целью изобретения является повышение производительности и надежност работы линии.
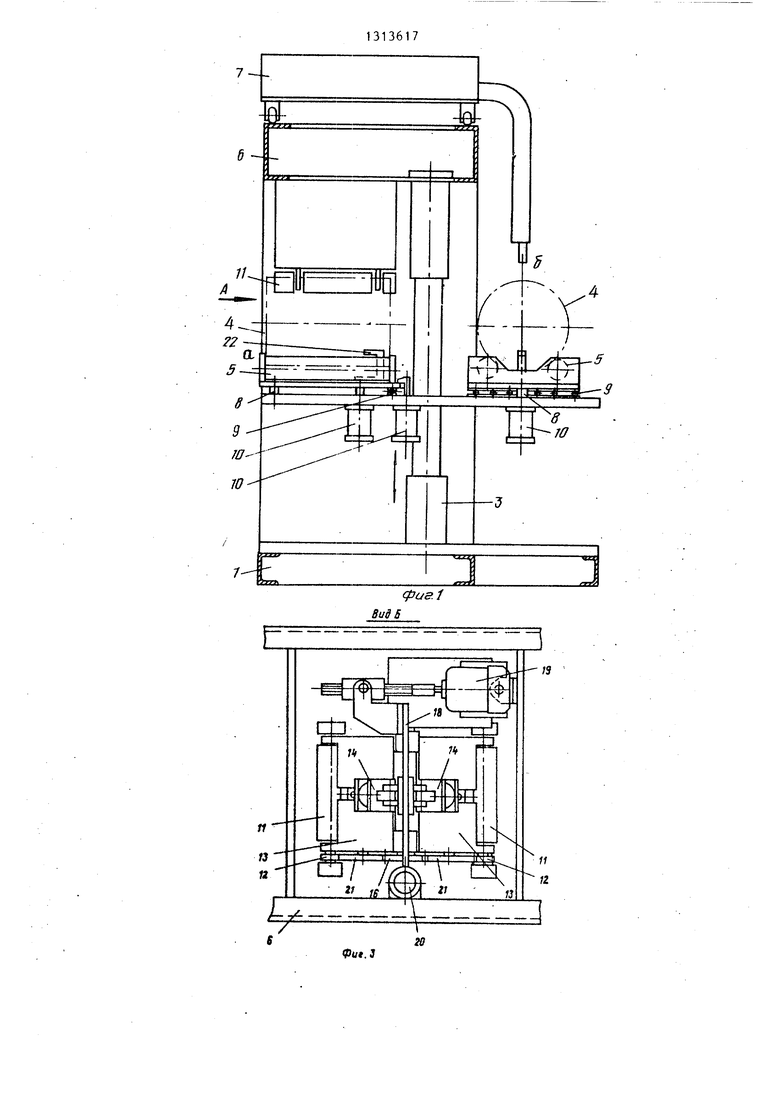
На фиг. 1 представлено предлагаемое устройство, общий вид (с указанием позиции ориентации изделия под сварку и позиции сварки), на фиг.2 - вид А на фиг. 1; фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2.
Стенд содержит смонтированное на основании 1 транспортное средство в виде карусельного конвейера 2, имеющего возможность поворачиваться вокруг своей оси 3, а также подниматься и опускаться в момент переналадки на различные типоразмеры обечаек 4. На карусельном конвейере 2 установлены роликоопоры 5 по числу технологических позиций. На портале 6 установлена сварочная головка 7. Каждая роликоопора 5 снабжена вертикальной осью 8 поворота, опирается на опору качения 9 и имеет фиксатор 10. Поджимные ролики 11 снабжены жестко установленными на них ведомыми зубчатыми колесами 12, коромысла- ми 13 с приводами, выполненными в виде пневмоцилиндров 14. Коромысла 13 установлены на общей горизонтальной оси 15. Ведомые зубчатые колеса 12
соединены с ведущим зубчатым колесом 16, вращающимся от привода 17 и со- - осным оси 15. Привод 17, ведущее зубчатое колесо 16 и горизонтальная ось
поворачивается вместе с роликоопо- рой 5 до тех пор, пока датчик направления стыка не дает команду на отключение привода 19. Это положение фиксируется фиксатором 10. Стенд может переналаживаться на различные типоразмеры изделия по диаметру. 5 ил.
15
5
О
5
0
5
0
0
15 коромысел 13 установлены на общем шарнирном основании 18, снабженном приводом 19 поворота в горизонтальной плоскости вокруг вертикальной оси 20, соосной оси 8 поворота роликоопоры 5, находящейся на позиции ориентации а. . Зубчатые колеса 12 соединены с приводным зубчатым колесом 16 паразитными шестернями 21.Обечайка 4 фиксируется относительно роликоопоры 5 зажимом 22.
Устройство работает следующим образом.
С позиции загрузки на карусельный конвейер 2 обечайка 4 подается поворотом конвейера 2 на позицию ориентации а . Фиксатор 10 и зажим . 22 разжаты. Карусельный конвейер 2. фиксируется в таком положении, когда ось 8 роликоопоры 5, находящейся на позиции ориентации а , соосна оси 20 поворота шарнирного основания 18. После фиксации конвейера 2 включаются пневмоцилиндры 14 и коромысла 13 опускаются, поворачиваясь вокруг оси 15. Благодаря тому, что ведущее зубчатое колесо 16 соосно оси 15, паразитные шестерни 21, укрепленные на коромыслах 13, обкатывают ведущее зубчатое колесо 16, не выводя из зацепления блок: ведущее зубчатое колесо 16-- паразитная шестерня 21 - ведомое зубчатое колесо 12 прижимного ролика 11. Паразитные шестерни 21 установлены конструктивно для увеличения угла раскрытия прижимных роликов 11 в случае большой номенклатуры обечаек 4. В случае же меньшей их номенклатуры паразитные шестерни 21 могут отсутствовать. Коромысла 13 опускаются до тех пор, пока прижимные ролики 11 не прижмут обечайку 4, которая, будучи уложена в роликоопору 5, ско-
пирует направление прижимных роликов 11, повернувшись вместе с роликоопо- рой 5 на оси 20. После этого включается привод 17 вращения обечайки А и через ведущее зубчатое колесо 16, паразитные шестерни 21 и ведомые зубчатые колеса 12 передает вращение обечайке 4 в роликоопоре до тех пор, пока датчик поиска стыка не даст сигнал на отключение привода 17 в момент fO можно применять современные высокосконахождения стыка под сварку наверху обечайки 4. После этого зажим 22 зафиксирует обечайку 4 относительно ро- ликоопоры 5.
Затем включается привод 19, пово- f5 рачивая шарнирное основание 18 на вертикальной оси 20. Прижимные ролики 11, увлекая за собой обечайку 4, поворачивают ее вместе с роликоопо- рой 5 на оси 8, соосной оси 20. Обе- 20 чайка 4 поворачивается вместе с роли- коопорой 5 до тех пор, пока датчик направления стыка не даст команду на отключение привода 19. После этого
ростные способы сварки.Производител ность повышается благодаря разделен операций ориентации и сварки, как эти операции в автоматическом режиме высокоскоростных способах сварки по времени практически равны.
Стенд может легко переналаживат ся на различные типоразмеры издели по диаметру, что обеспечивает гибк автоматизацию переналадки.
Формула изобретени Стенд для сварки толстотенных о
30
роликоопора 5 фиксируется относитель- 25 чаек, содержащий основание, тран- но конвейера 2 фиксатором 10.
Таким образом производится ориентация стыка по двум его точкам для совмещения его направления с линией перемещения сварочной головки 7. После фиксации роликоопоры 5 включаются пневмоцилиндры 14 и коромысла 13 с прижимными роликами 11, расфик- сируется карусельный конвейер 2, который на оси 3 поворачивается до подвода следующей роликоопоры 5 осью 8 соосно оси 20, после чего конвейер 2 вновь фиксируется и на позиции сц производится ориентация нового изде- .лия, а на позиции 5 сварки в это время производится сварка заранее соориентиров анного стыка.
Для переналадки на другой типоразмер изделия карусельньй конвейер 2
спортное средство с роликоопорами числу технологических позиций, смо тированное на основании и перенала живаемое по высоте, ориентирующее устройство, портал, сварочную голо ку, установленную на портале и под жимные ролики с валами, отличающийся тем, что, с целью повышения производительности и на- 35 дежности работы, каждая роликоопор снабжена вертикальной осью поворота фиксатором и зажимом обечайки,устан ленньтми на транспортном средстве, а v ориентирующее устройство выполнено виде шарнирного основания с привод поворота вокруг вертикальной оси, ры коромысел с приводами их поворо вокруг общей горизонтальной оси, в дущего зубчатого колеса с приводом
40
на своей оси 3 поднимается на высоту 45 вращения, двух ведомьк зубчатых колес
Н или опускается так, что уровень стыка остается постоянным. В этом случае.работоспособность линии не нарушается, а технологический уровень обработки сварного шва остается не- изменным. Переналадки сварочной головки 7, ориентирующего устройства и других устройства, забазированных по верху обечайки 4, не требуется, а лишь изменяется высота опускания поджимньк роликов 11, что автоматически
обеспечивается предлагаемьм устройством линии.
В связи с тем, что роликоопора стенда проста по конструкции, стенд, имеющий ряд подобных роликоопор, надежен в эксплуатации и удобен для .обслуживания, а так как в этом стенде производится строгая ориентация прямолинейного шва по двум точкам,то в нем
ростные способы сварки.Производительность повышается благодаря разделению операций ориентации и сварки, как эти операции в автоматическом режиме-при высокоскоростных способах сварки по времени практически равны.
Стенд может легко переналаживаться на различные типоразмеры изделия по диаметру, что обеспечивает гибкую автоматизацию переналадки.
Формула изобретения Стенд для сварки толстотенных обе
чаек, содержащий основание, тран-
спортное средство с роликоопорами по числу технологических позиций, смонтированное на основании и переналаживаемое по высоте, ориентирующее устройство, портал, сварочную головку, установленную на портале и поджимные ролики с валами, отличающийся тем, что, с целью повышения производительности и на- дежности работы, каждая роликоопора снабжена вертикальной осью поворота с фиксатором и зажимом обечайки,установ- ленньтми на транспортном средстве, а v . ориентирующее устройство выполнено в виде шарнирного основания с приводом поворота вокруг вертикальной оси, пары коромысел с приводами их поворота вокруг общей горизонтальной оси, ведущего зубчатого колеса с приводом
и двух поджимных роликов, при этом ось вращения ведущего зубчатого колеса совмещена с общей горизонтальной осью коромысел, ведомые зубчатые колеса установлены на оси поджимных роликов, размещенных на свободных концах коромысел, а горизонтальная ось коромысел и приводы их поворота размещены на шарнирном основании, вертикальная, ось которого совмещена с осью поворота роликоопоры.
фа S.I
/7
ff
2/ W
гг
iput.ff
г- г
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
| СЕКЦИЯ РОЛИКООПОР | 1996 |
|
RU2098252C1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Способ сборки под сварку труб в плети и устройство для его осуществления | 1979 |
|
SU867582A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для подачи обечаек от листогибочного узла с рычагом в сварочный узел | 1988 |
|
SU1787094A3 |
| Установка для двусторонней сварки стыка обечайки | 1989 |
|
SU1785861A1 |
| Кольцевой кантователь | 1990 |
|
SU1761420A1 |

Изобретение относится к устройствам для сварки толстостенных обечаек высокопроизводительными способами сварки с гибкой автоматизирован- ной переналадкой на различные типоразмеры изделия. Целью изобретения является повышение производительности и надежности устройства. Стенд содержит основание 1, транспортное средство 2, на котором установлены роликоопоры 5, портал 6 со сварочной головкой. Роликоопора поворачивается относительно оси 8, опираясь на опо20 ft 13 (Л сг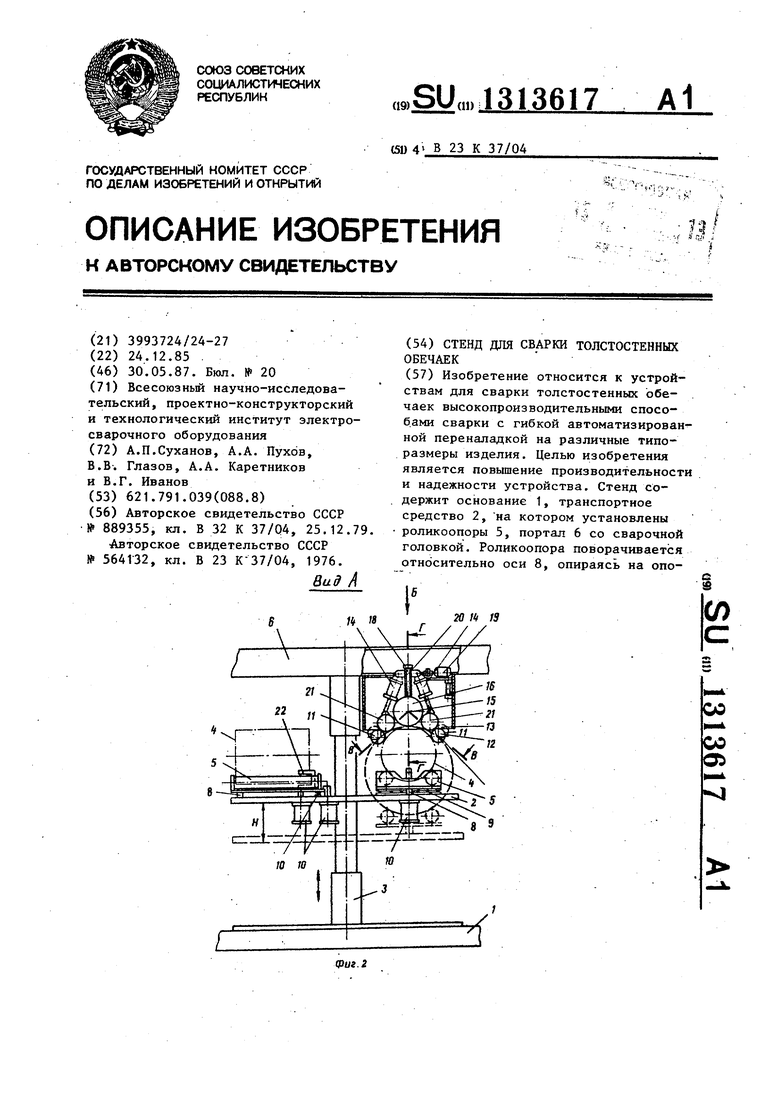
Составитель Т. Арест Редактор Т. Парфенова Техред М.Ходанич Корректор С. Черни
Заказ 2163/13Тираж 976 . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Роликовый стенд | 1979 |
|
SU889355A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Установка для сборки и сварки обечаек | 1974 |
|
SU564132A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Вид / I | |||
