(54) УСТРОЙСТВО ДЛЯ БЛОКИРОВАНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ блокировки заготовок линз | 1985 |
|
SU1294579A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2562492C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2016 |
|
RU2614285C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОВЫШЕННОЙ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2817096C1 |
| Приспособление для точной обработки линз | 1979 |
|
SU850622A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2030284C1 |
| Инструмент для обработки оптических деталей | 1989 |
|
SU1720838A1 |
| Прокладка для блокировки оптических деталей | 1977 |
|
SU653091A1 |
| БЛОКИРОВОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ | 1972 |
|
SU350637A1 |
| УСТРОЙСТВО И СПОСОБ ПОЗИЦИОНИРОВАНИЯ И ФИКСИРОВАНИЯ БЛОКА ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССОВ ОБРАБОТКИ ИХ ПОВЕРХНОСТИ | 2023 |
|
RU2816589C1 |
1
Изобретение относится к абразивной обработке и может быть использовано в оптикомеханической промышленности при наклеивании нескольких линз на приспособлении для последующего совместного шлифования и полирования.
Известно устройство для блокирования оптических деталей, содержащее наклеечное приспособление и установленный на корпусе притир 1.;
Недостаток этого устройства заключает ся в том, что в результате неравномерного распределения удельного давления и жесткой поверхности притира при приклеивании линз к приспособлению поверхность линз, подвергаюш,аяся последующей обработке, формируется по жесткой поверхности притира, поэтому слой смолы имеет неодинаковую толщину, что в итоге приводит к различным толщинам линз и к необходимости их сортирования, что- резко снижает качество и производительность обработки.
Целью изобретения является повышение качества блокирования.
Цель достигается тем, что устройство снабжено размещенной на притире эластич ной прокладкой и закрепленной в нижней
части корпуса мембраной, связанной с введенными в устройство дном и пружиной, расположенными в полости, образуемой притиром и корпусом, и заполненной жидкостью, при этом в притире выполнено отверстие.
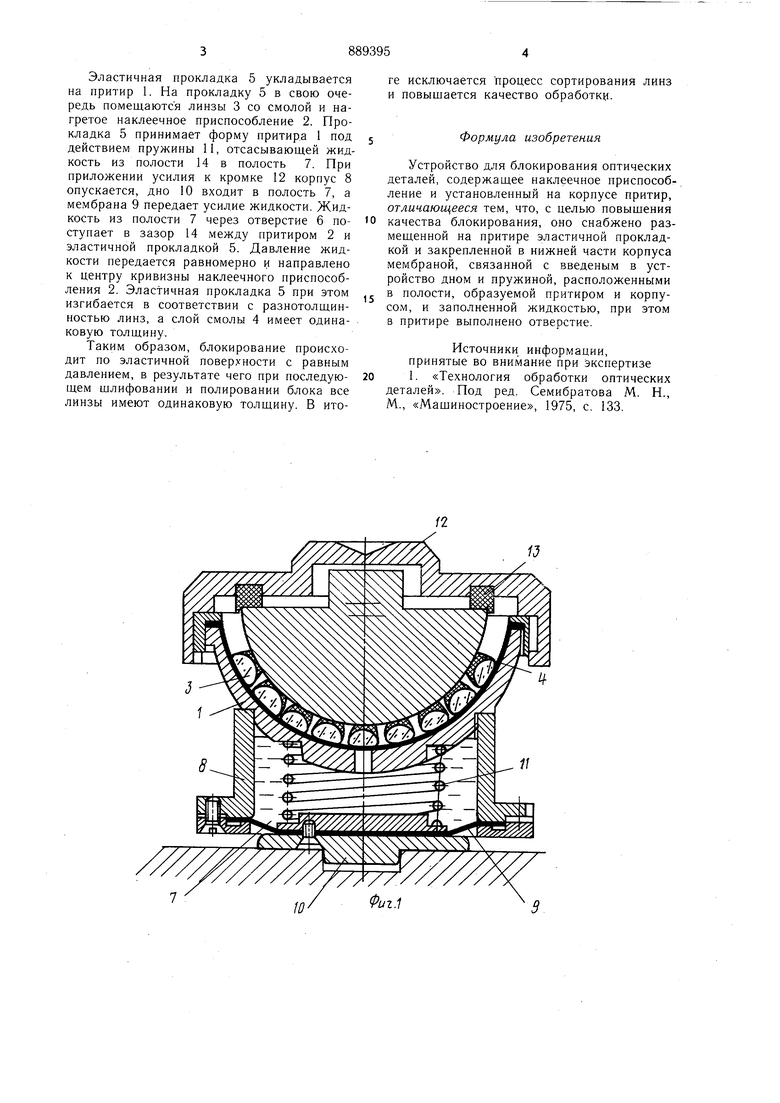
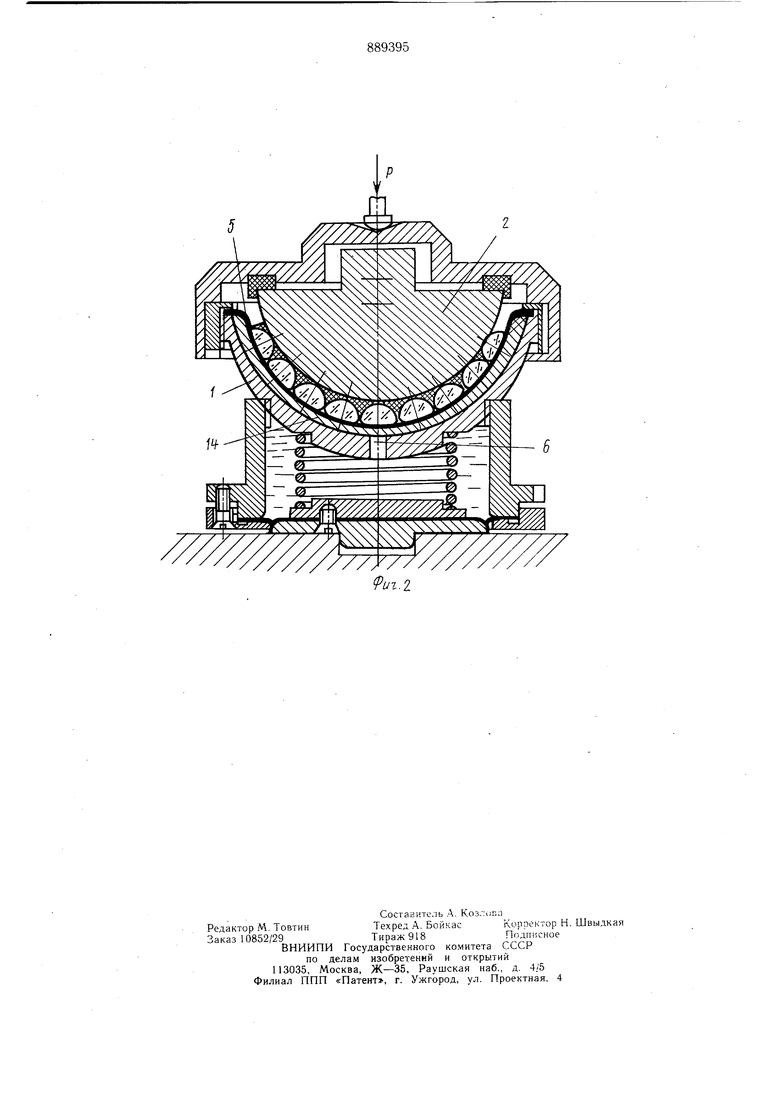
На фиг. 1 представлено устройство в момент начала работы, поперечное сечение; на фиг. 2 - то же, в момент создания давления.
Устройство содержит притир .1, наклеечное приспособление 2. Линзы 3 прикрепляются к наклеечному приспособлению 2 при помощи слоя смолы 4. На поверхности притира 1 расположена эластичная прокладка 5, выполненная, например, из полиуритана. В притире 1 имеется отверстие 6, связанное с полостью 7, заполненной жидкостью, например, водой. Полость 7 образована корпусом 8, соединенным с притиром 1, и мембраной 9, соединенной с нижней частью корпуса 8 и связанной с дном 10. Дно 10 установлено на опоре. Пружина сжатия 11 размещена между притиром 1 и мембраной
20 9. Устройство снабжено крышкой 12 с прокладкой 13.
Устройство работает следующим образом.
Эластичная прокладка 5 укладывается на притир 1. На прокладку 5 в свою очередь помещаются линзы 3 со смолой и нагретое наклеечное приспособление 2. Прокладка 5 принимает форму притира 1 под действием пружины 11, отсасывающей жидкость из полости 14 в полость 7. При приложении усилия к кромке 12 корпус 8 опускается, дно 10 входит в полость 7, а мембрана 9 передает усилие жидкости. Жидкость из полости 7 через отверстие 6 поступает в зазор 14 между притиром 2 и эластичной прокладкой 5. Давление жидкости передается равномерно и направлено к центру кривизны наклеечного приспособления 2. Эластичная прокладка 5 при этом изгибается в соответствии с разнотолщинностью линз, а слой смолы 4 имеет одинаковую толщину.
Таким образом, блокирование происходит по эластичной поверхности с равным давлением, в результате чего при последующем шлифовании и полировании блока все линзы имеют одинаковую толщину. В итоге исключается процесс сортирования линз и повышается качество обработкиФормула изобретения
Устройство для блокирования оптических деталей, содержащее наклеечное приспособление и установленный на корпусе притир, отличающееся тем, что, с целью повышения качества блокирования, оно снабжено размешенной на притире эластичной прокладкой и закрепленной в нижней части корпуса мембраной, связанной с введеным в устройство дном и пружиной, расположенными в полости, образуемой притиром и корпусом, и заполненной жидкостью, при этом в притире выполнено отверстие.
Источники информации, принятые во внимание при экспертизе 1. «Технология обработки оптических
деталей. Под ред. Семибратова М. Н., М., «Машиностроение, 1975, с. 133.
/J
