1
Изобретение относится к Формованию в формах, в частности к отливкам.
Наиболее близкой к изобретению яв ляется литьевая форма для изготовле- j ния изделий из пластмасс, содержащая подвижную и неподвижную полуфорьш с оформляющими полостями, и рычажный параллелограммный механизм, рычаги которого связаны двумя планками и щ шарнирами с полуформами и с направляющей штангой ti Однако данная форма не обеспечивает изготовление изделий с длинномерной арматурой и имеет низкую произ- . водительность при изготовлении длинномерных изделий.
Цель изобретения - повышение производительности изготовления изделий с длинномерной арматурой.
Цель достигается тем, что литьевая форма, содержащая подвижную и неподвижную полуформы с оформляюйдами полостями, и рычажный параллелограммный механизм, рь1чаги которого связаны двумя планками и шарнирами с полуформами и с направляющей штангой,снабже-. на закрепленными на направляквдей штанге рамкой с установленными в ней с возможностью перемещения кассетами . 30
для арматуры и механизмом поворота, штанги.
Такая форма обеспечивает повышение производительности за счет того, что после поворота направляющей штанги на 180 кассеты поочередно располагаются меЖду оформляющими поЛОСТЯ.МИ полуформ. Свободная кассета после замыкания формы имеет возможность перемещаться в пазах рамки и выходить за пределы рабочей зоны формы. Таким образом, во время заливки формы появляется возможность производить все вспомогательные работы, связанные с установкой арматуры и снятием готовых изделий.
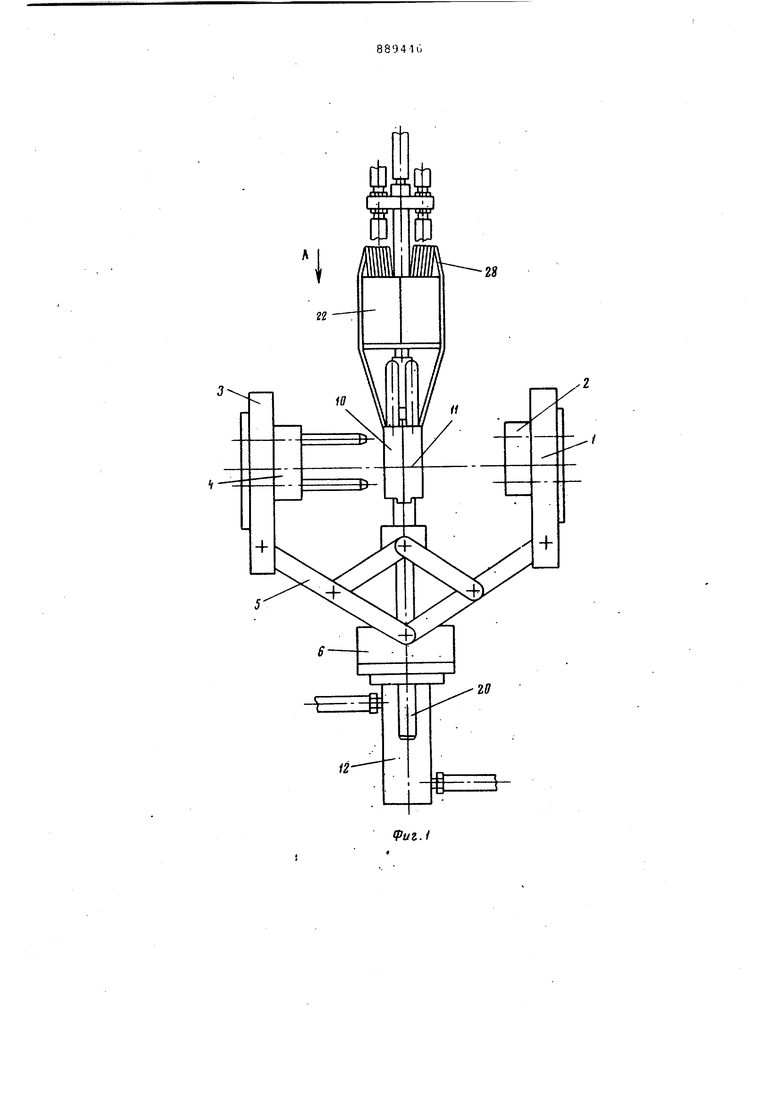
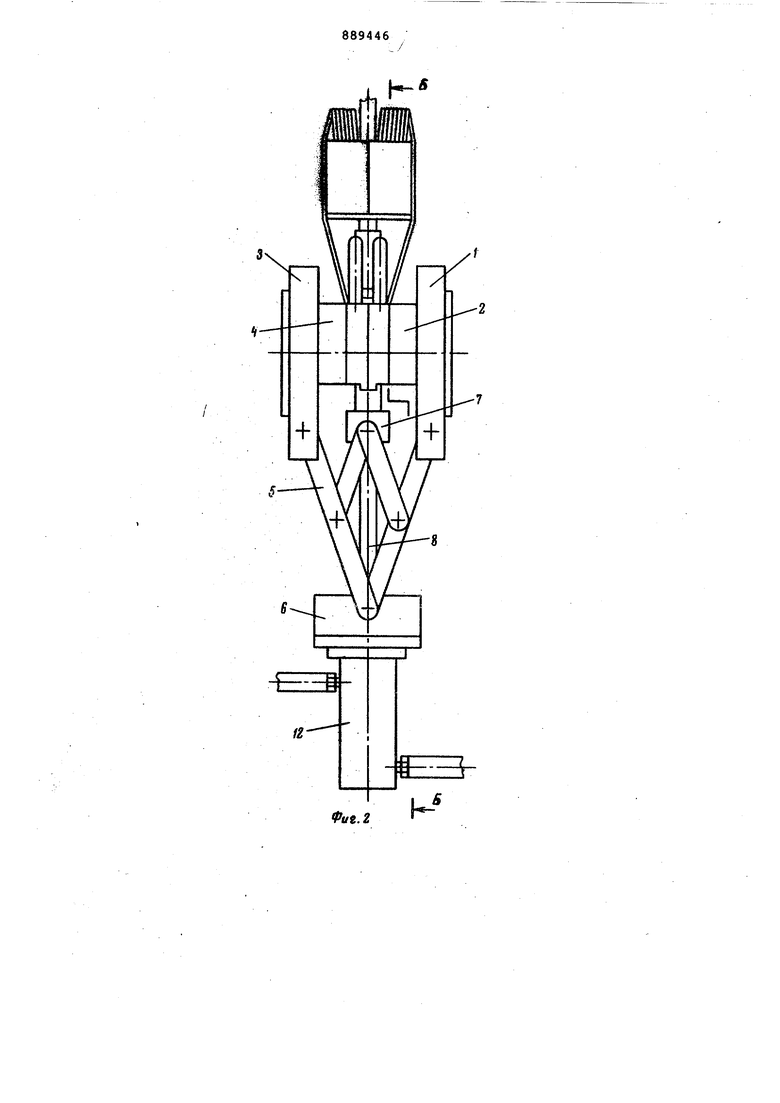
На фиг. 1 изображена литьевая формд в раскрытом положении, на фиг. 2 - то же, в закрытом положении, на фиг. 3 - вид А на фиг. 1, на фиг. 4 - разрез Б-В на фиг. 2.
Литьевая форма содержит неподйижную полуформу 1 с закрепленной на ней матрицей 2 и подвижную полуформу 3 с матрицей 4, рычажный параллелограмный механизм 5, рычаги которого связаны двумя планкагли 6 и 7 и шарнирами с плитами 1 и 3 и с направляющей штангой 8. На штанге 8 закреплена рамка 9, образованная двумя планками.
соединенными стяжкой, в направляющих пазах рамки установлены с возможностью перемещения две кассеты 10 и 11. На планке 6 шарнирно связанной с направляющей штангой 8, смонтирован механизм поворота штанги,включающий силовой цилиндр 12, шток 13 которого контактирует с шестерней 14, внутренняя поверхность которой выполнена в виде многоэаходной гайки, находящейся в зацеплении с зубчатым колесом 15, На конце штока расположена вилка 16, предотвращающая шток от проворачивания, и пружина 17, взаимодействующая с микропереключателями 13, которые закреплены на стойке 19, установленной на корпусе. Вал 20 и колонки 21 служат для направления корпуса. В верхней части формы установлены емкости 22, служащие для укладки шнура, и на штанге 8 размещено устройство 23 для охлаждения кассет.
8кассетах имеются пружины 24 и 25
и штыри 26 для фиксации шнура с контактными штифтами, а в рамке 9 имеются фиксаторы 27 положения кассет. Форма работает следующим образом. Моток 28 шнура устанавливается в емкости 22, затем конец шнура с закрепленны 1И на нем контактными штифтами 29 крепится.пружиной 24, а шнур устанавливают между штырями 26 и крепят пружиной 25 в кассете 10, котора находится в крайнем положении в рамке 9 и фиксируется фиксатором 27, пр этом форма сомкнута,. После загрузки кассета задвигается вперед до упора и фиксатор фиксирует это положение кассеты 10. После раскрытия формы повижная плита 3 с матрицей 4 отходит от Неподвижной полуформы 1 с матрицей 2, а рамка с кассетами 10 и 11 вследствие воздействия рычажного параллелограммного механизма 5 занимает промежуточное между ними положе. ние. Включают силовой цилиндр 12,при этом перемещается шток 13, конец которого выполнен в виде многозаходного винта, контактирующего с шестерней 14. Поступательное движение штока 13 передается шестерне 14, котора от действия многозаходного винта поворачивается в шарикоподшипниках и передает движение через зубчатое колесо 15 на вал 20, который поворачивает штангу 8 с устройством 23 для охлаждения и емкостями 22 -и рамкой
9с кассетами 10 и 11 на 180 вокруг оси вала 20, Кассета 10 размещается между ма;трицами 2 и 4. Во время раскрытия и закрытия формы планка 6 скользит по валу 20 и колонке 21.
в верхней части штока смонтирована вилка 16, удерживающая шток 13 от проворота во время работы силового цилиндра 12, а также пружина 17, контактирующая попеременно с нижним или верхним микропереключателями 18, установленными на стойке 19. От микропереключателей подается команда на работу силового цилиндра.
После закрытия формы с помощью рукояток выдвигают кассету 11 до упора, она фиксируется фиксатором 27 и производят сначала разгрузку, а затем загрузку кассеты. В это время во второй кассете 10 происходит заливка установленного шнура пластмассой. Затем цикл повторяется за исключением того, что силовой цилиндр перемещает шток в обратном направлении.
Таким образом, установка арматуры и съем готового изделия осуществляется во время заливки литьевой формы расплавом полимера, так как загрузка-выгрузка производится параллельно с операцией заливки изделия, и вспомогательное время, связанное с установкой - снятием арматуры, совмещается с машинным временем и не влияет на норму времени.
Использование литьевой формы данной конструкции позволяет расширить номенклатуру отливаемых изделий, а также повысить производительность при изготовлении изделий типа шнуров с неразъемной штепсельной вилкой на 100%.
Формула изобретения
Литьевая форма для изготовления изделий из пластмасс, содержащая подвижную и неподвижную полуформы с оформляющими полостями, и рычажный параллелограммный механизм, рычаги которого связаны двумя планками и шарнирами с полуформами и с направляющей штангой, отличающаяс я тем, что, с целью повышения производительности при изготовлении изделий с длинномерной арматурой, она снабжена Закрепленными на направляющей штанге рамкой с установленными в ней с возможностью перемещения кассетами для арматуры и механизмом поворота штанги.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 157775, кл. В 29 F 1/02, 1962 (прототип) ,
12
2S
7ПЬ
-f
Фиъ.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для изготовления длинномерных полых изделий | 1988 |
|
SU1502378A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1978 |
|
SU730584A1 |
| Литьевая форма для изготовленияпОлыХ длиННОМЕРНыХ издЕлий изпОлиМЕРОВ | 1979 |
|
SU835775A1 |
| Литьевая форма | 1988 |
|
SU1512791A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1979 |
|
SU927515A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |