1
Изобретение относится к области измерения сил резания при обработке материалов лезвийным или абразивным инструментами, например при точении и шлифовании.
Известен способ измерения сил резания, при котором производят обработку эксцентричного образца и регистрируют деформации вызванные действием сил резания 1.
Недостатком известного способа является высокая трудоемкость измерения трех составляюБщх сил резания, что вызвано необходимостью применения трехкомпонентных динамометров и их тарировки по всем составляющим.
Целью изобретения является снижение трудоемкости измерения трех составляющих сил резания.
Цель достигается тем, что последовательно осуществляют обработку двух образцов с одинаковым эксцентриситетом, который выбирают равным . полуразности наибольшей и наименьшей глубин резания, причем обработку первого образца осуществляют с продольной подачей в прямом, а второго образца - 3 противоположном направлениях,.при этом составляющие силы резания определяют как разность
замеров при продольных подачах в прямом и противоположном направлениях, по формулам
5 РХ - -где Ру - осевая составляющая силы
резания ; Р„ - радиальная составляющая
силы резания; ЧПР измеренная сила при подаче
. в прямом направлении; Р - измеренная сила при подаче в противоположном направлении;
15 г - радиус образца после обработки.
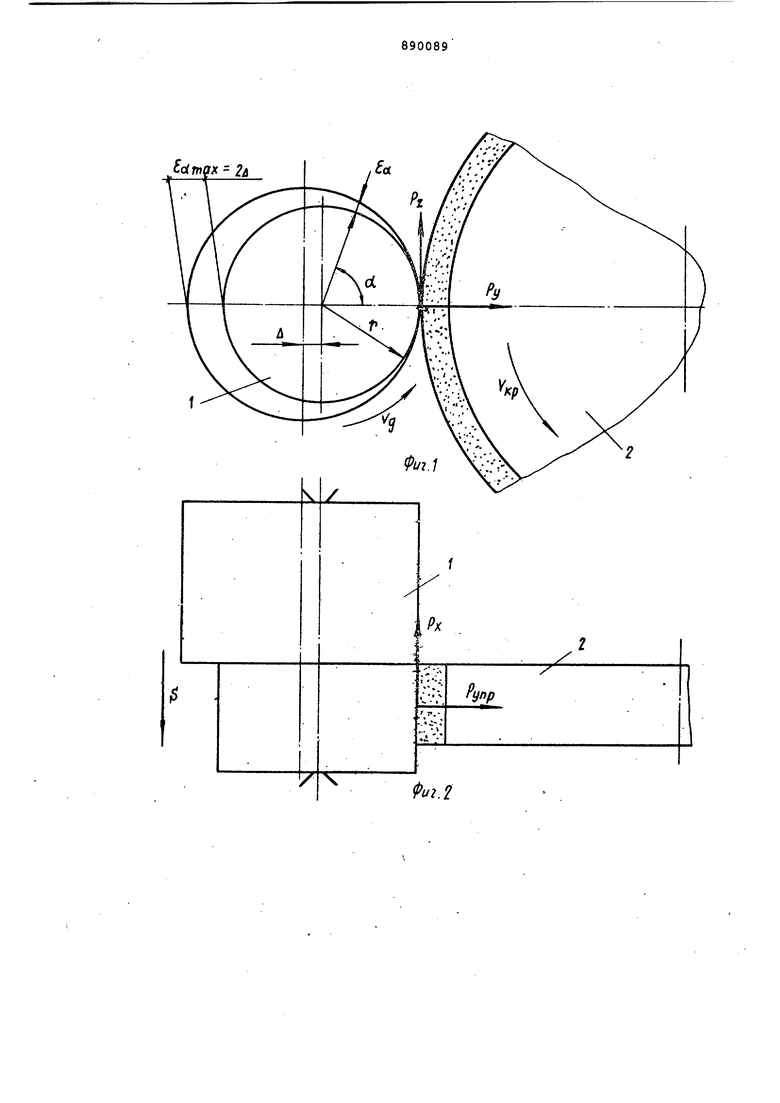
На фиг.1 изображена схема шлифования эксцентричиого образца в плоскости шлифовального круга; на фиг. -2 20 -схема действия составляющих сил
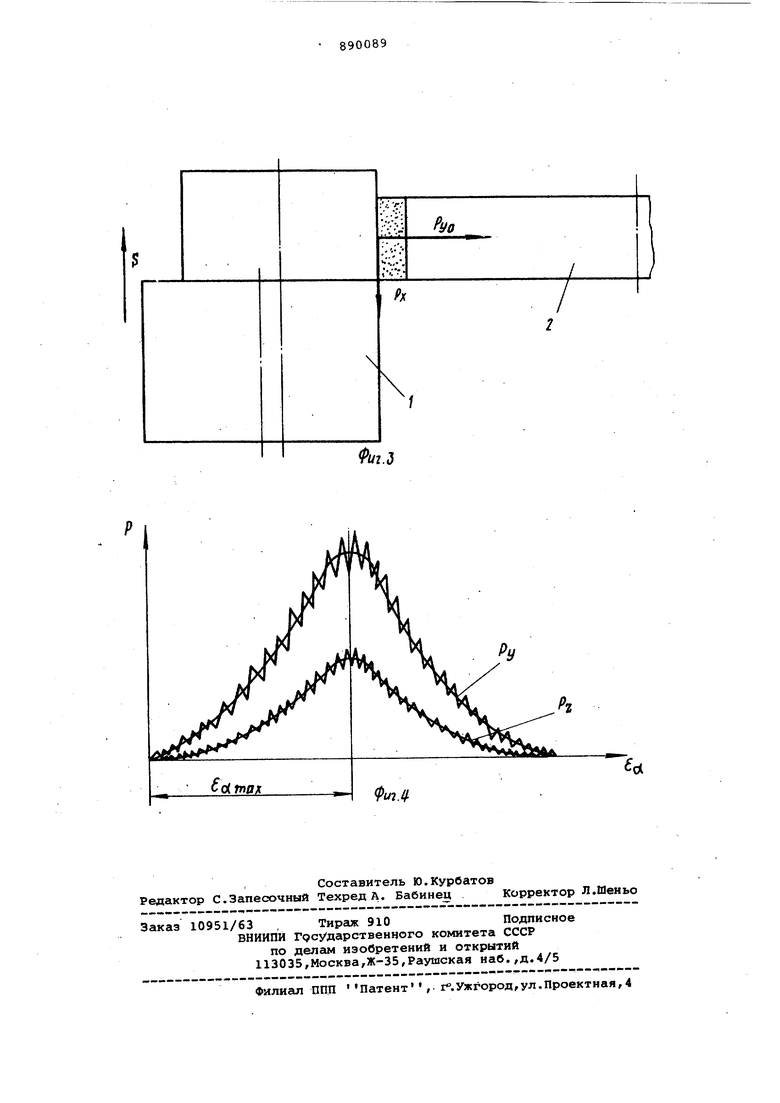
Р,. и Р при продольной подаче и прямом направлении; на фиг.З - схема действия сос1 авля1рщих сил РуИ Ру в противоположном направлении; на фиг. 25 4 - пример зависимости силы резания от глубины резания. Цилиндрический образец 1 закрепляют со смещениемд относительно оси вращенияi Шлифовальный инструмент 30 2 подводится до касания с вращающимся образцом 1 и отводится за пределы образца. Затем инструмент 2 подают на глубину 2 Д. tfa производят обработку с продольной подачей в прямом направлении (фиг.2). Второй образец устанавливают аналогично первом/, но обработку производят с подачей в протипоположнэм направлении (фиг.З). При этом на осциллограммах получают зависимости составляющих Р. и Р силы резания от глубины EoLФактическая глубина шлифЬваниа в зависимости от углового положения образца определяется по следующей
формуле: j-
€и1. -Д CosJ-f- V (ЛСозоО+ R -Д-г мм, Cosot 0 при И . (1) Cosc(0 при )С/2.,
где j - фактическая глубина резания при повороте образца на угол об;
R -. радиус образца до обработки; г - радиус образца после обработки.
Наибольшие и. наименьшие силы на осциллограмме1 (фиг.4) соответствуют наибольшей и наименьшей глубинам резания. Все промежуточные глубины резания определяются по. формуле (1). . При обработке образцов с подачей в противоположных направлениях величина силы различна, так как действие оказывает отгибающий момент от составляющей силы Р на плече равном радиусу образца R .
При прямом направлении подачи момент от силы Ру складывается с моментом от силы Р у , а в противоположном - вычитается.
Поэтому Р определяется как разность замеров при подачах в различ ных направлениях по формуле
р P fu-Z-E a, (2)
а Р по формуле
г, .Руор. - г--- 2
Данный способ позволяет снизить трудоемкость измерения составляющих сил резания с учетом их взаимного влияния при обработке тел вращения и обеспечить возможность получения непрерывной функциональной зависимости их от режимов резания.
Формула изобретения
Способ измерения сил резания, при котором производят обработку эксцентричного образца и регистрируют деформации, вызванные- действием сил резания, отличающийся тем,
5 что, с целью снижения трудоемкости измерения составляющих сил резания, осуществляют последовательно обработку двух образцов с одинаковым эксцентриситетом, который выбирс1ют
0 равным полуразности наибольшей и наименьшей глубин резания, причем обработку первого образца осуществляют с продольной подачей в прямом, а второго образца - в противоположc ном направлениях, при этом составляющие силы резания определяют как разность замеров при продольных подачах в прямом и противоположном направлениях, по формулам:
0 о - РУ Р-РУО о -
РХ- 2.Y- 1 .
где РХ - осевая составляющая силы
резания; PJ, - радиальная составляющая
силы резания;
Р.,- измеренная сила при подачев противоположном направлении;
г - радиус образца после обра ботки, ,
Источники информации, принятые во внимание при экспертизе 11Gepgyartastechnologia 1978, 18 5, с.196-199.
а(тах 
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288828C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| СПОСОБ ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ПЛОСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2131803C1 |
| Способ бесцентрового шлифования шариков | 1989 |
|
SU1742040A1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2283734C1 |
| Способ механической обработки | 1989 |
|
SU1748954A1 |
| Способ обработки сложнопрофильных поверхностей керамических изделий на станках с ЧПУ с использованием метода адаптивного шлифования | 2022 |
|
RU2799962C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288816C1 |
| Резец | 1988 |
|
SU1792809A1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |