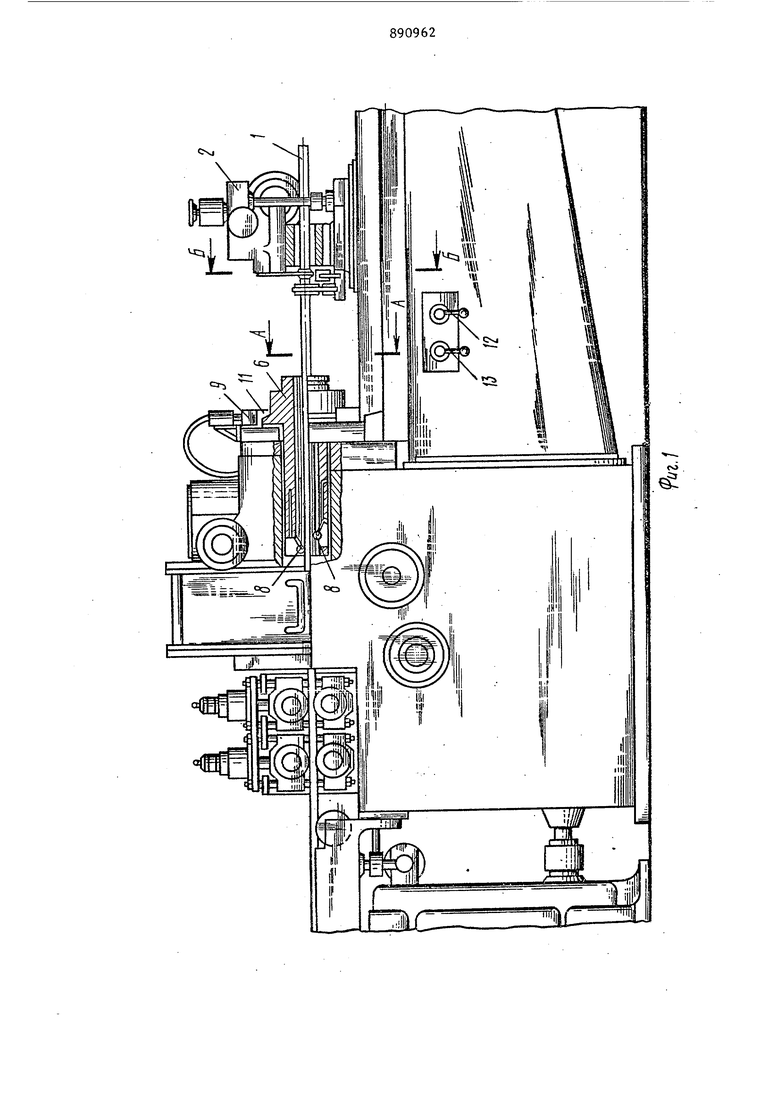
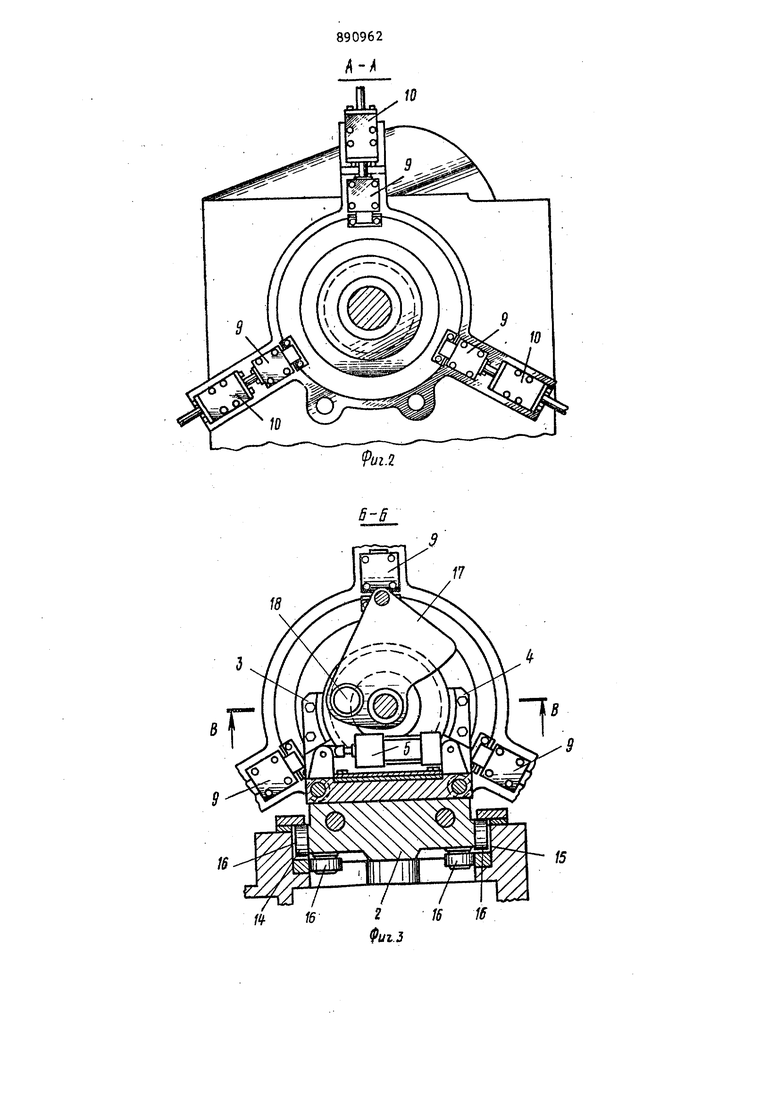
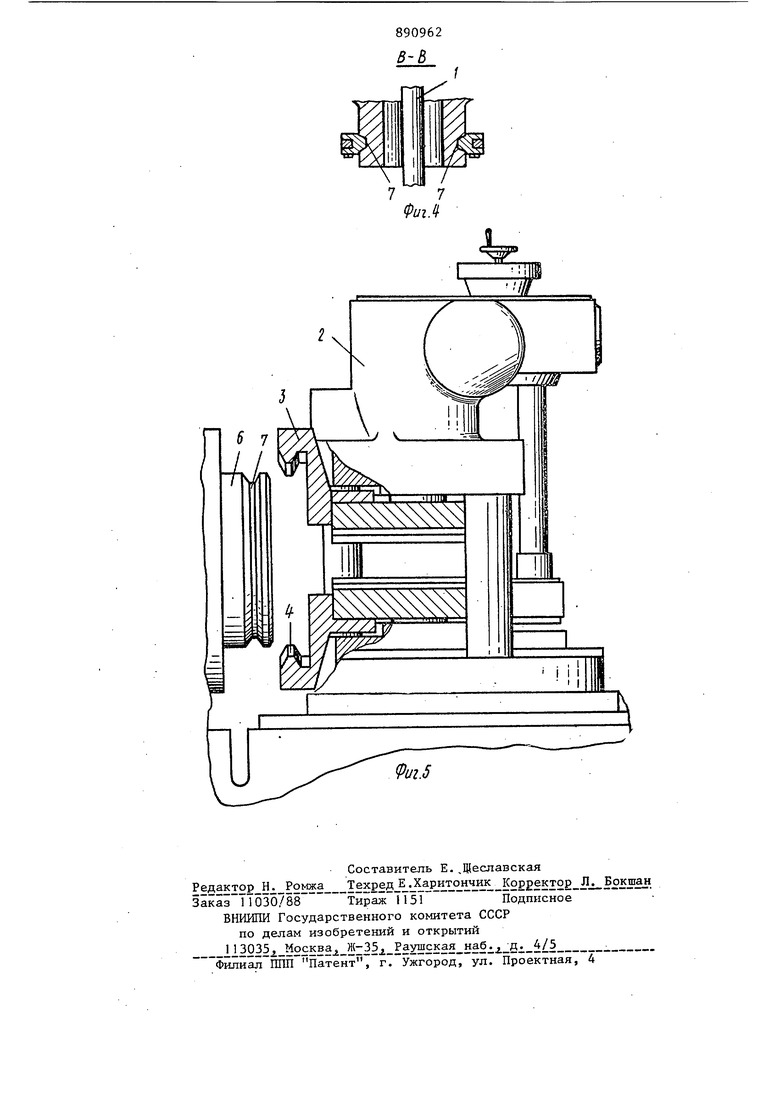
3 мой ими части направляющей втулки 6 которая выполнена в виде кольцевой канавки 7 клиновидной формы. Зажим прутка 1 осуществляется пос редством установленной в корпусе станка направляющей втулки 6 с ролит ками 8, которая закреплена в корпусе посредством зажимных элементов 9, снабженных приводами 10, На каждом из зажимных элементов 9 выполнена клиновая поверхность 11, аналогичная поверхности на залсимаемой направляющей втулке 6. Работает станок 6 с монтажно-демонтажным устройством следующим образом, , Для демонта ка втулки 6 из станка извлекают обрабатываемое изделие 1, затем каретка 2 наезжает на втулку 6 так, что прихваты 3 и 4 уставливаются против кольцевой канавки7. Рычагом 12 включают гидравлический цилиндр 5 и осуществляют зажим вту ки 6 прихватами 3 и 4. После того, как втулка 6 плотно охвачена прихва тами 3 и 4 монтажно-демонтажного пр способления, с помощью рынага 13 включается гидравлический цилиндр, который отводит зажимные элементы 9 и освобождает втулку 6, кЪторую теперь можно- свободно вытянуть из корпуса станка. После этого можно, используя имеющиеся направляющие 14 и 15 отвести зажимную каретку 2 с роликами 16 вправо (на фиг, l). Для этого используются обычные средства привода зажимной каретки. Втулка вытягивается из корпуса станка без запрокидывания, без пере коса, концентрично оси обработки. После достаточно далекого отвода зажимной каретки 2 со втулкой 6 впр во (на фиг. 1), втулку, не перезакренляя и не снимая, очищают. Одновр менно можно заменить ролики 8. Монтаж втулки осуществляется в обратно последовательности. Благодаря неиз,манному закреплению, втулка зани2мает правильное, для монтажа, положение. Поворотная планка 17 (фиг. 1 и З) имеет направляющие отверстия 18 для различных размеров обрабатываемых деталей. Зажимная каретка останавливается после отвода конечнь;м выключателем или упором. Формула изобретения 1. Токарный станок со средствами для подачи и зажима деталей типа прутка, посредством размещенной в корпусе направляющей втулки и зажимной каретки, установленной с возможностью розвратно-поступательного перемещения, о.тличающийся тем, что, с целью уменьшения времени на монтаж-демонтаж направляющей втулки, станок снабжен монтажнодемонтажным устройством, установленным на каретке, а направляющая втулка закреплена в корпусе станка посредством зажимных элементов, снабженных приводом. 2.Станок по п. 1, отличающийся тем, что на каждом из зажимных элементов выполнена клиновая поверхность, аналогичная ndверхности на зажимаемой направляющей втулке. 3.Станок по п. 1 отличающийся тем, что монтажно-демонтажное устройство выполнено в виде двух, снабженных, приводом сегментовидных прихватов, рабочая поверхность которых вьтолнена по форме, захватываемой ими части втулки. 4.Станок по п. 1, отличающийся тем, что захватываемая часть втулки выполнена в виде кольцевой канавки клиновидной формы. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ К 2 059 565, кл. В 23 В , 1970.
л-/
гаfO

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Устройство для фрикционно-механического нанесения покрытий | 1980 |
|
SU931810A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Токарный патронный полуавтомат с программным управлением | 1988 |
|
SU1662764A1 |
| Станок для ротационного выдавливания изделий из трубчатых заготовок | 1975 |
|
SU751468A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| МОНТАЖНЫЙ УЗЕЛ ДЛЯ КРЕПЛЕНИЯ УСТРОЙСТВ УПРАВЛЕНИЯ ПРОЦЕССАМИ К ПРИВОДАМ | 2010 |
|
RU2524327C2 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1989 |
|
RU2053052C1 |
w
П
17
В
15
