Изобретение относится к технологии машиностроения, а именно к обработке деталей со снятием стружки, и может быть использовано при обработке деталей типа осей и валов на автоматической линии, скомплектованной из токарных автоматов с программным управлением и с загрузкой их промышленными роботами.
Цель изобретения - повышение точности полуавтомата путем обеспечения точного базирования обрабатываемой детали в зажимном механизме.
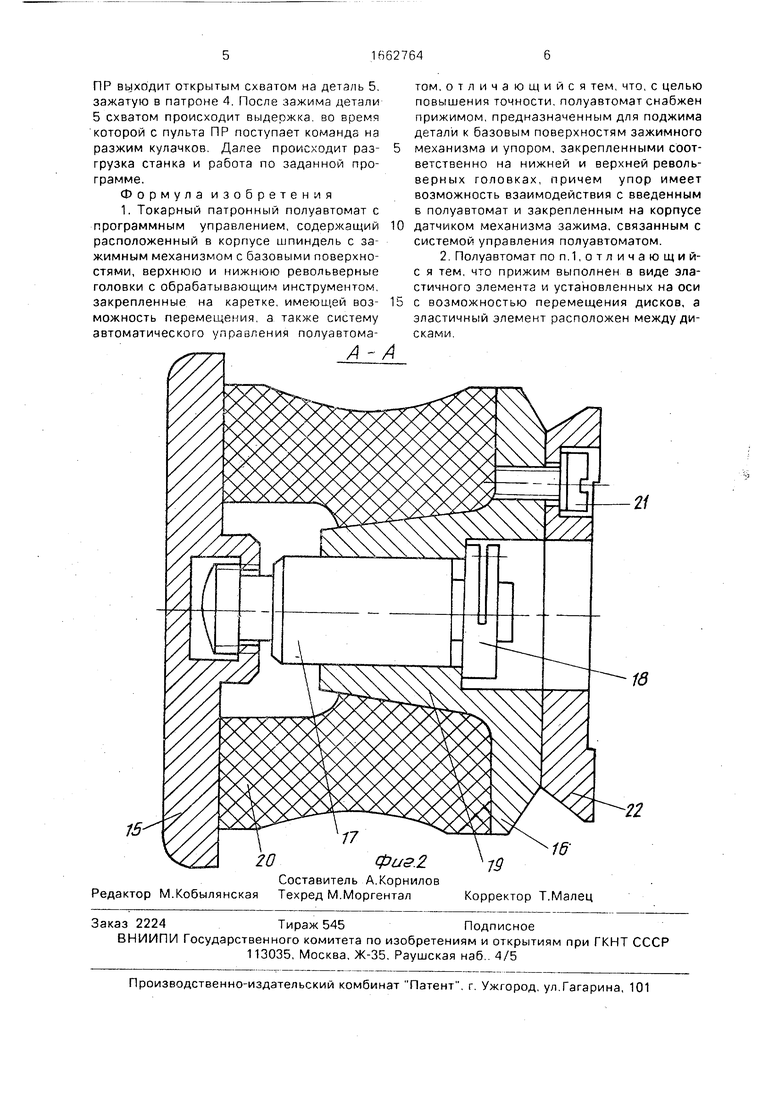
На фиг.1 изображен станок, общий вид; на фиг.2 - сечение А-А на фиг. 1.
Токарный патронный полуавтомат с программным управлением содержит корпус 1 (фиг,1) со станиной 2, установленный в корпусе 1 шпиндель 3 с патроном 4 под обрабатываемую деталь 5, верхнюю 6 и нижнюю 7 револьверные головки с инструментами 8, закрепленные на перемещающейся вдоль станка по направляющим каретке 9, и систему автоматическогоҐуправ- ления от ЭВМ (не показаны).
Для обеспечения точной установки детали 5 при подаче ее промышленным роботом (не показан) в патрон 4 шпинделя 3 станок снабжен прижимом 10 и регулируемым по длине упором 11, съемно закрепленными соответственно на револьверных головках 6 и 7. Упор 11 при зажиме детали 5 в патроне 4 связан с датчиком 12 команды на зажим системы управления, закрепленным на корпусе 1 станка, и выполнен в виде стержня с осевым резьбовым отверстием, в которое ввернут винт 13с контрогайкой 14. Прижим 10 связан с обрабатываемой деталью 5 при ее зажиме и выполнен в виде двух дисков 15 и 16, связанных винтовой ступенчатой осью 17 с гайкой 18 (фиг.2). Диск 16 снабжен конусным хвостовиком 19, направленным во внутрь между дисками. Обхватывая хвостовик 19, между дисками 15 и 16 свободно установлен эластичный элемент 20, например резиновая втулка, по наружной поверхности снабженная кольцевой сферической выемкой.
Для закрепления прижима 10 на головке 7 к диску 16 посредством винтов 21 Прикреплена пластина 22. На диске 16 и по
бокам пластины 22 выполнены скосы под винтовые прихваты 23 (фиг.1) головки 7.
Токарный полуавтомат входит в состав технологической линии и работает следующим образом.
В исходном положении каретка 9 с револьверными головками 6 и 7 находится в крайнем правом положении, кулачки патрона 4 разжаты. Обрабатываемые детали 5 из
0 приводного транспортера-накопителя (не показан) поштучно поступают на ложемент (не показан), где занимают фиксированное положение. После включения промышленности робота (ПР) в автоматическом режи5 ме, опросив готовность станка, ПР берет деталь с ложемента и устанавливает в разжатые кулачки патрона 4 станка. ПР выходит из зоны загрузки и дает команду пневмоцилиндру на закрытие двери станка.
0 Дверь закрывается и в закрытом положении через конечный выключатель дает команду на включение программы системы управления станком. Шпиндель 3 в это время заблокирован, кулачки патрона 4 находятся в
5 разжатом состоянии
При включении программы происходит поиск инструмента (прижима 10 для нижней головки 7 и упора 11 для верхней головки 6). После выбора инструмента каретка 9 с голо0 вками 6 и 7 движется влево по расчетным координатам, происходит поджим детали 5 до торцовой базы прижимом 10, а упор 11 нижимает на датчик 12 подающий команду на сжатие кулачков патрона 4. Незначитель5 ные колебания линейных размеров устанавливаемой детали 5 компенсируются упругим элементом 20 прижима 10. После сжатия кулачков и зажима детали 5 каретка 9 с головками 6 и 7 выходит в исходное
0 положение, включается рабочая программа. Во время обработки детали 5 ПР выполняет другую работу по заданной программе (обслуживание других в линии станков, перегрузка деталей на транспортирующие
5 устройства и др.) После окончания рабочей программы каретка 9 возвращается в исходное положение поступает команда на срабатывание пневмоцилиндра открытия двери станка В открытом положении через
0 датчик (не показан) поступает команда промышленному роботу на разгрузку станка.
ПР выходит открытым охватом на деталь 5. зажатую в патроне 4. После зажима детали 5 охватом происходит выдержка, во время которой с пульта ПР поступает команда на разжим кулачков. Далее происходит разгрузка станка и работа по заданной программе.
Формула изобретения 1. Токарный патронный полуавтомат с программным управлением, содержащий расположенный в корпусе шпиндель с зажимным механизмом с базовыми поверхностями, верхнюю и нижнюю револьверные головки с обрабатывающим инструментом, закрепленные на каретке, имеющей возможность перемещения, а также систему автоматического управления полуавтома
5
том, отличающийся тем, что, с целью повышения точности, полуавтомат снабжен прижимом, предназначенным для поджима детали к базовым поверхностям зажимного механизма и упором, закрепленными соответственно на нижней и верхней револьверных головках, причем упор имеет возможность взаимодействия с введенным в полуавтомат и закрепленным на корпусе датчиком механизма зажима, связанным с системой управления полуавтоматом.
2. Полуавтомат поп.1,отличающий- с я тем, что прижим выполнен в виде эластичного элемента и установленных на оси с возможностью перемещения дисков, а эластичный элемент расположен между дисками.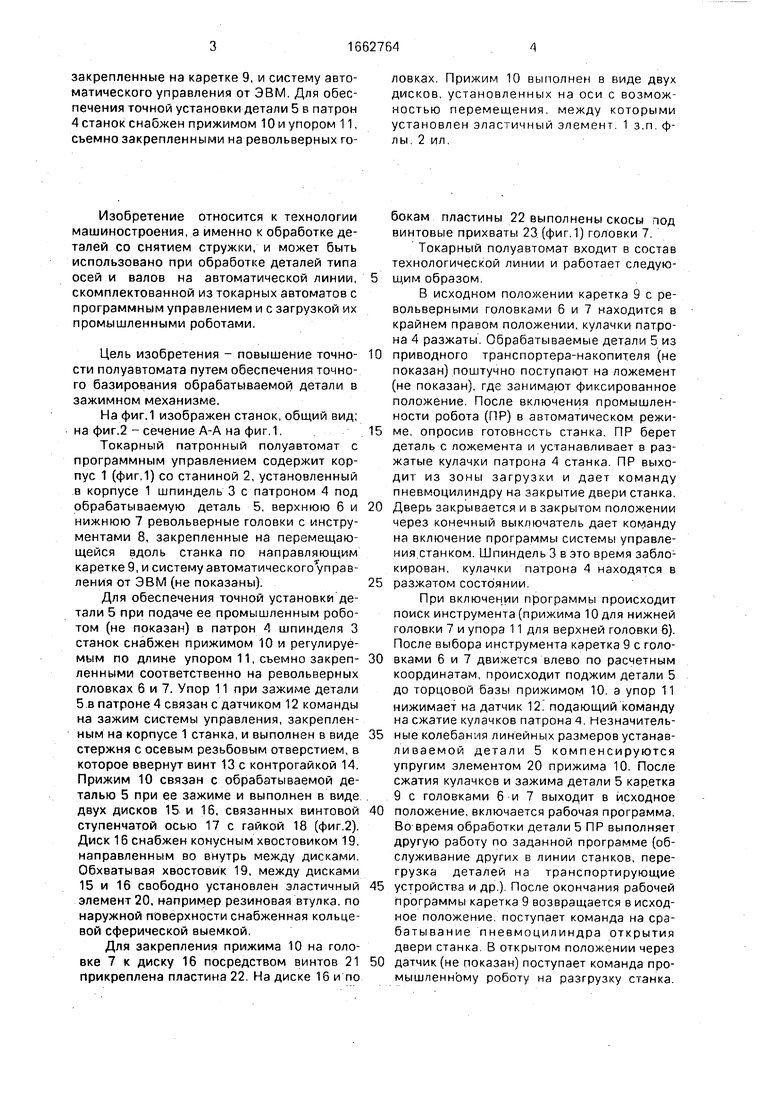
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки штучных деталей, имеющих полость, на токарно-револьверном автомате | 2018 |
|
RU2685000C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU394167A1 |
| ТОКАРНЫЙ ОДНОШПИНДЕЛЫ1ЫЙ ПОЛУАВТОМАТВСЕСОЮЗНАЯПАТ1НТКО-Т[ХНИ'!Е-НАЯБИБ.П'-'О • "'КЛ | 1972 |
|
SU344928A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
Изобретение относится к технологии машиностроения, а именно к обработке деталей со снятием стружки, и может быть использовано при обработке деталей типа осей и валов на автоматической линии, скомплектованной из токарных автоматов с программным управлением и с загрузкой их промышленными роботами. Цель изобретения - повышение точности базирования обрабатываемой детали в зажимном механизме. Полуавтомат содержит корпус 1, в котором размещены шпиндель 3 с зажимным патроном 4, верхнюю 6 и нижнюю 7 револьверные головки с инструментами 8, закрепленные на каретке 9, и систему автоматического управления от ЭВМ. Для обеспечения точной установки детали 5 в патрон 4 станок снабжен прижимом 10 и упором 11, съемно закрепленными на револьверных головках. Прижим 10 выполнен в виде двух дисков, установленных на оси с возможностью перемещения, между которыми установлен эластичный элемент. 2 з.п.ф-лы, 2 ил.
А- А
21
фи9.2
19
16
| Станок для обработки торцов труб | 1988 |
|
SU1565584A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
