I
Изобретение относится к эпектроконтактной обработке и может быть использсжано при обработке крупных заготовок в горном и металлургическом машиностроении.
Известен способ электроконтактной обработки вращающимся дисковым электродом-инструментом, включенным последовательно с обрабатываемой заготовкой в цепь источника тока .
Недостатком этого способа является большой расход энергии источника тока на непроизводительный нагрев заготовки в направлении от стенок разрядных лунок вглубь металла на величину распространения температурынх полей.
Известен также способ электроконтактной обработки вращающимся диском, включенным последовательно в цепь источника тока, при котором заготовку предварительно подогревают. При этом дополнительное температурное поле перекрывается с температурным полем
источника тока, что позволяет несколько снизить мощность источника 2 .
Однако этот способ не лишен большого расхода энергии и, кроме того, предварительный нагрев изделия связан с дополнительными затратами энергии, особенно ощутимыми при обработке крупных изделий, что ведет к еще большему снижению КПД обработки.
Цель изобретения - снижение энер10гоемкости процесса обработки.
Указанная цель достигается тем, что электроконтактную обработку вращающимся дисковым электродом, включенным последовательно с обрабатываемым
15 изделием в цепь источника питания, ведут двойным электродом, состоящим из двух расположенных на одной оси дисков, зазор между боковыми поверхностями которых выбирается в пределах
20 О,2 - 0,8 радиуса лунки, образующейся от единичного разряда.
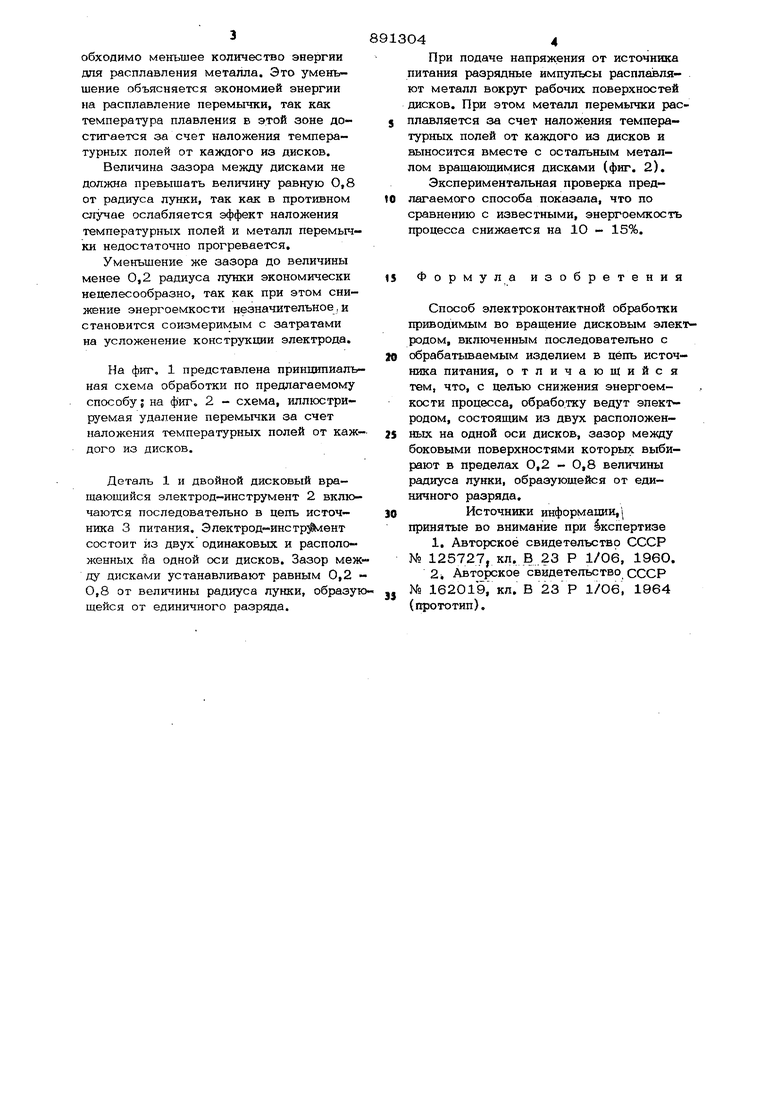
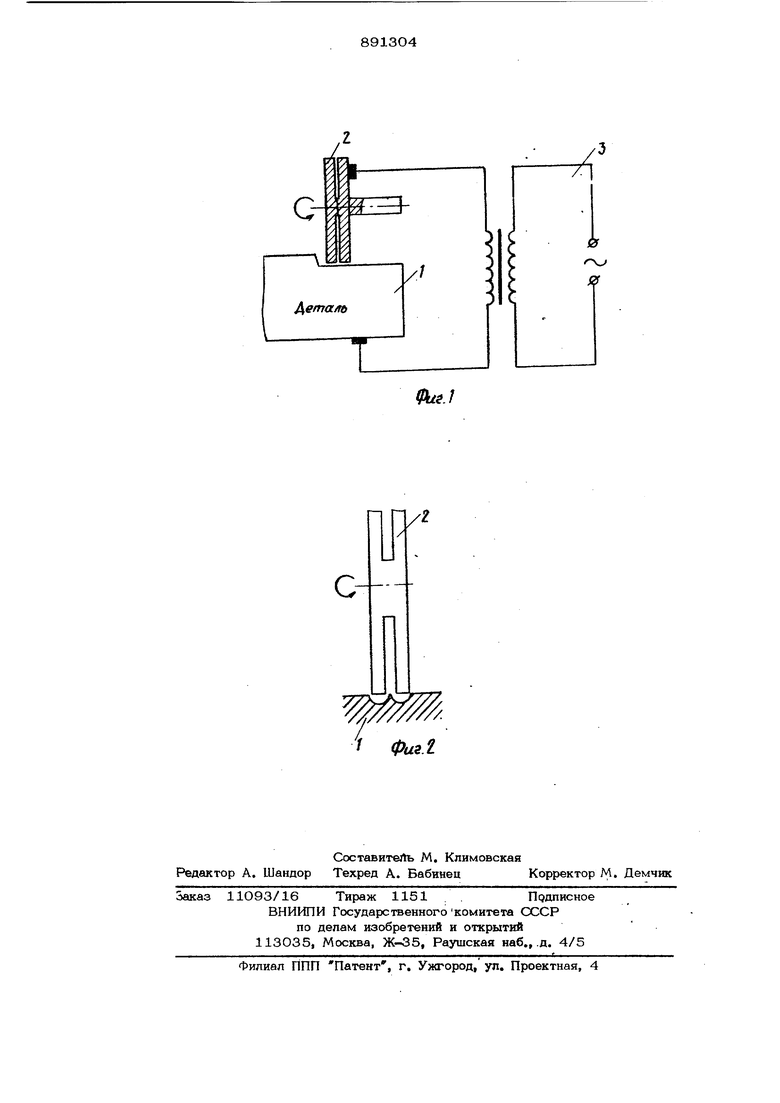
Благодаря применению двойного электрода с зазором между его дисками не- обходимо меньшее количество энергии для расплавления металла. Это уменьшение объясняется экономией энергии на расплавление перемычки, так как температура плавления в этой зоне достигается за счет наложения темпер а- турных полей от каждого из дисков. Величина зазора между дисками не должна превышать величину равную О,8 от радиуса лунки, так как в противном случае ослабляется эффект наложения температурных полей и металл перемыч ки недостаточно прогревается. Уменьшение же зазора до величины менее 0,2 радиуса лунки экономически нецелесообразно, так как при этом снижение энергоемкости незначительное, и становится соизмеримым с затратами на усложенение конструкции электрода. На фиг, 1 представлена принципиаль ная схема обработки по предлагаемому способу I на фиг. 2 - схема, иллюстрируемая удаление перемычки за счет наложения температурных полей от каж дого из дисков. Деталь 1 и двойной дисковый вращающийся электрод-инструмент 2 вклю чаются последовательно в цепь источника 3 питания, Электрод-инстрЗ ент состоит из двух одинаковых и расположенных йа одной оси дисков. Зазор меж ду дисками устанавливают равным 0,2 0,8 от величины радиуса лунки, образу щейся от единичного разряда. О44 При подаче напряжения от источника питания разрядные импульсы расплавляют металл вокруг рабочих поверхностей дисков. При этом металл перемычки расплавляется за счет наложения температурных полей от каждого из дисков и выносится вместе с остальным металлом вращающимися дисками (фиг. 2). Экспериментальная проверка предлагаемого способа показала, что по сравнению с известными, энергоемкость процесса снижается на 10 - 15%. Формула изобретения Способ электроконтактной обработки приводимым во вращение дисковым электродом, включенным последовательно с обрабатьтаемым изделием в цепь источника питания, отличающийся тем, что, с целью снижения энергоемкости процесса, обрабо.тку ведут электродом, состоящим из двух расположенных на одной оси дисков, зазор между боковыми поверхностями которых выбирают в пределах 0,2 - 0,8 величины радиуса лунки, образующейся от единичного разряда. Источники информации, принятые во внимание при Экспертизе 1. Авторское свидетельство СССР № 125727, кл. В 23 Р 1/06, 1960. 2, Авторское свидетельство СССР № 162019, кл. В 23 Р 1/06, 1964 (прототип).
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2296653C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2000 |
|
RU2183151C1 |
| Способ резки электрическим оплавлением | 1990 |
|
SU1776504A1 |
| Способ электрообработки токопроводящих материалов | 1985 |
|
SU1450941A1 |
| Способ исследования процесса электроконтактной обработки | 1980 |
|
SU931340A1 |
| Способ размерной электроэрозионно-химической обработки | 1981 |
|
SU1013183A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ | 1994 |
|
RU2074795C1 |
| Устройство для электроконтактной обработки | 1980 |
|
SU990463A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ МЕТАЛЛА | 2008 |
|
RU2373031C1 |
-щт
f Фи.г
