Изобретение относится к изготовле нию пневматических шин и предназначено для вулканизации покрышек. Известна пресс-форма для вулканизации покрышек пневматических шин, содержащая верхнюю формующую плиту, жестко соединенную с запирающей конической обоймой, нижнюю формующую плиту и формующие секторы, жестко связанные с ползунами, снабженнымификсаторами и установленными с возможностью перемещения в радиальном направлении на нижней формующей плите 1 . Однако в известной пресс-форме наличие жесткой связи секторов с пол зунами требует повышенной точности изготовления сопрягаемых поверхносте подвижных соединений, так как даже незначительные искажения размеров их элементов в процессе изготовления и эксплуатации приводят к заклиниванию секторов и поломке деталей пресс формы в результате их деформации.Известна также пресс-форма .содер жащая верхнюю формующую плиту, связанную с запирающей конической обоймой, нижнюю формующую плиту/ установ ленные на последней с возможностью перемещения в радиальном направлении ползуны и формующие секторы, соединенные с ползунами с возможностью перемещения относительно них в вертикальном направлении 2.. В известнс-й пресс-форме относительное перемещение секторов и ползунов осуществляется за счет расположенных между ними пластинчатых пружин криволинейной формы, обращенных друг к другу выпуклой стороной. Такое конструктивное выполнение, пресс-формы обеспечивает только поднятие секторов над ползунами, что позволяет компенсировать неточности изготовления их взаимодействующих плоскостей и облегчает перемещение секторов. Однако влияние погрешностей изготовления деталей пресс-формы в ,. других направлениях при этом не устраняется, а они приводят к деформации и поломке деталей пресс-формы, что снижает надежность работы прессформы. Цель изобретения - повышение надежности работы пресс-формы. Указанная цель достигается тем, что в пресс-форме для вулканизации покрышек пневматических шин, содержащей верхнюю формующую плиту, связанную с запирающей конической обоймой.
нижнюю формующую плиту, установленные на последней с возможностью перемещения в радиальном направлении ползуны и формующие секторы, сое-диненные с ползунами с возможностью перемещения относительно них в вертикальном направлении, секторы связаны с ползунами посредством соединений выступ-паз, причем выступы выполнены в форме кубов и установлены с зазорами в пазах, которые выполнены соответствующими по конфигурации форме выступов.
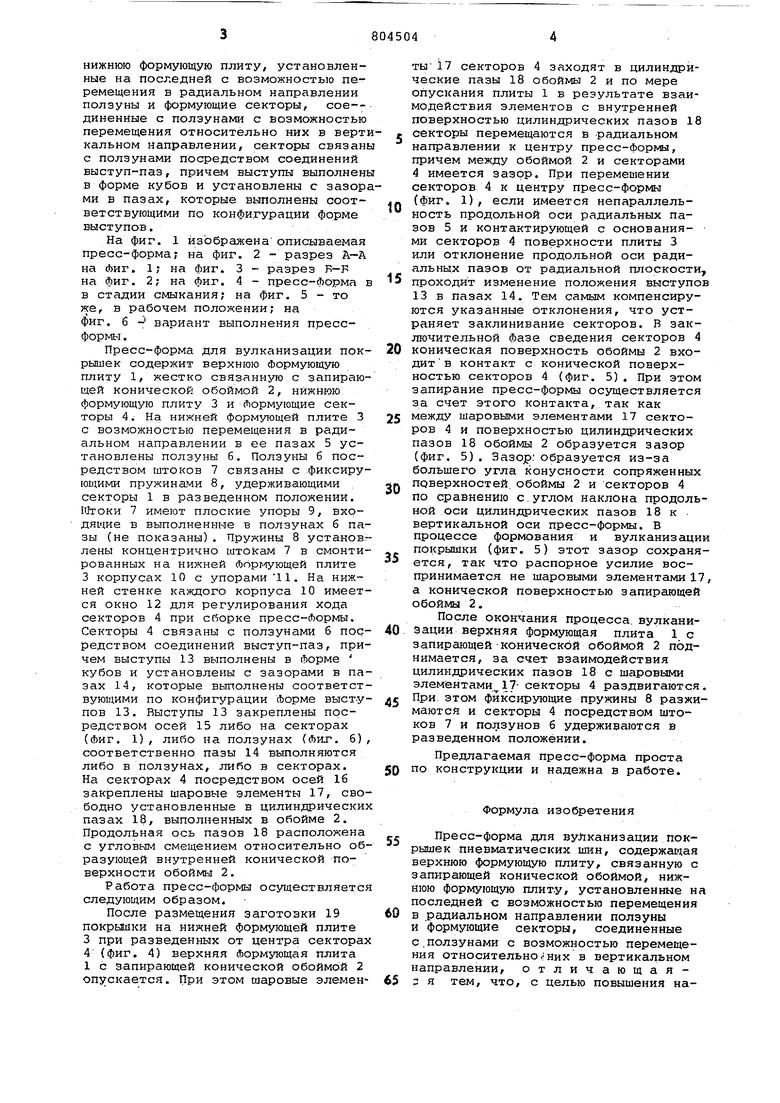
На фиг. 1 изображенаописываемая пресс-форма; на фиг. 2 - разрез А-А на Лиг. 1; на фиг. 3 - разрез В-Я на фиг. 2; на фиг. 4 - пресс-форма в в стадии смыкания; на фиг. 5 - то же, в рабочем положении; на фиг. 6 - вариант выполнения прессформы .
Пресс-форма для вулканизации покрьплек содержит верхнюю Формующую плиту 1, жестко связанную с запирающей конической обоймой 2, нижнюю формующую плиту 3 и Формующие секторы 4. На нижней формующей плите 3 с возможностью перемещения в радиальном направлении в ее пазах 5 установлены ползуны 6. Ползуны 6 посредством штоков 7 связаны с фиксирующими пружинами 8, удерживающими . секторы 1 в разведенном положении. 1т1токи 7 имеют плоские упоры 9, входящие в выполненные в ползунах 6 пазы (не показаны) . Пружины 8 уставов.лены концентрично штокам 7 в смонтированных на нижней сЬормующей плите 3 корпусах 10 с упорами11. На нижней стенке каждого корпуса 10 имеет ся окно 12 для регулирования хода секторов 4 при сборке пресс-Лормы. Секторы 4 связаны с ползунами б посредством соединений выступ-паз, причем выступы 13 выполнены в Форме кубов и установлены с зазорами в пазах 14, которые выполнены соответствующими по конфигурации Лорме выступов 13. Выступы 13 закреплены посредством осей 15 либо на секторах (Фиг. 1), либо на ползунах (Лиг. 6), соответственно пазы 14 выполняются либо в ползунах, либо в секторах. На секторах 4 посредством осей 1б закреплены шаровые элементы 17, свободно установленные в цилиндрических пазах 18, выполненных в обойме 2. Продольная ось пазов 18 расположена с угловым смещением относительно образующей внутренней конической поверхности обоймы 2.
Работа пресс-формы осуществляется следующим образом.
После размещения заготовки 19 покрыпки на нижней формующей плите 3 при разведенных от центра секторах 4 (фиг. 4) верхняя Формующая плита 1 с запирающей конической обоймой 2 опускается. При этом шаровые элеменТЫ17 секторов 4 заходят в цилиндрические пазы 18 обоймы 2 и по мере опускания плиты 1 в результате взаимодействия элементов с внутренней поверхностью цилиндрических пазов 18 f секторы перемещаются в -радиальном направлении к центру пресс-формы, причем между обоймой 2 и секторами 4 имеется зазор. При перемешении секторов 4 к центру пресс-формы (фиг. 1), если имеется непараллельность продольной оси радиальных пазов 5 и контактирующей с основаниями секторов 4 поверхности плиты 3 или отклонение продольной оси радиальных пазов от радиальной плоскости,
5 проходит изменение положения выступов 13 в пазах 14. Тем самым компенсируются указанные отклонения, что устраняет заклинивание секторов. В заключительной фазе сведения секторов 4
0 коническая поверхность обоймы 2 входит в контакт с конической поверхностью секторов 4 (фиг. 5). При этом запирание пресс-формы осуществляется за счет этого контакта, так как
5 между шаровыми элементами 17 секторов 4 и поверхностью цилиндрических пазов 18 обоймы 2 образуется зазор (фиг. 5). Зазор; образуется из-за большего угла конусности сопряженных
.ч поверхностей, обоймы 2 и секторов 4 по сравнению с.утлом наклона продольной оси цилиндрических пазов 18 к . вертикальной оси пресс-формы. В процессе формования и вулканизации покрышки (фиг. 5) этот зазор сохраняется, так что распорное усилие воспринимается не шаровыми элементами 17, а конической поверхностью запирающей обоймы 2.
После окончания процесса, вулкани0 эации верхняя формующая плита 1 с запирающей конической обоймой 2 поднимается, за счет взаимодействия цилиндрических пазов 18 с шаровыми элем15нтами 17- секторы 4 раздвигаются.
5 P этом фиксирующие пружины 8 разжимаются и секторы 4 посредством штоков 7 и ползунов б удерживаются в разведенном положении.
Предлагаемая пресс-форма проста 0 по конструкции и надежна в работе.
Формула изобретения
Пресс-форма для вулканизации покрышек пневматических шин, содержащая верхнюю формующую плиту, связанную с запирающей конической обоймой, нижнюю формующую плиту, установленные на последней с возможностью перемещения
в радиальном направлении ползуны и формующие секторы, соединенные с.ползунами с возможностью перемещения относительно,нихв вертикальном направлении, отличающая я тем, что, с целью повышения надежности работы пресс-формы, секторы связаны с ползунами посредством соединений выступ-паз, причем выступы выполнены в форме кубов и установлены с зазорами в пазах7 которые выполнены соответствующими по конфигурации форме выступов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 395275, кл. В 29 Н 5/02, 12j03,71.
2.Патент CWA 3806288,
кл. 425-47, опублик. 23.04.74 (прототип) .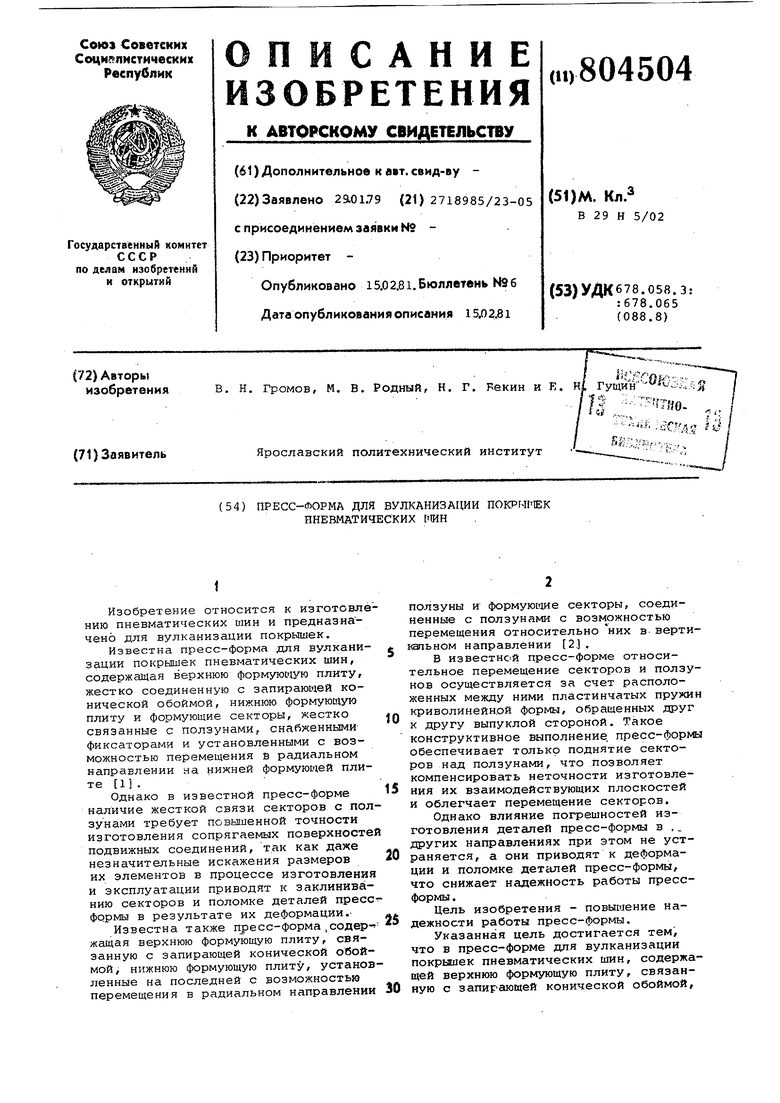

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU891473A1 |
| Пресс-форма для вулканизации покрышки пневматической шины | 1977 |
|
SU732144A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1973 |
|
SU531481A3 |
| Прессформа для вулканизации покрышек пневматических шин | 1972 |
|
SU585802A3 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1980 |
|
SU925663A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1981 |
|
SU965073A1 |
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| Пресс-форма для покрышек пневматических шин | 1979 |
|
SU859189A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1030196A1 |
13
I 9 7 72 ;д 7/ 5 фиг. /
Ь t3 Фиг.2
фиг.5
