I
Изобретение относится к технологии изготовления коллекторов электрических машин и может быть использовано в электротехнической промышленности.
Известен способ изготовления коллектора электрической машины, включающий изготовление полой цилиндрической заготовки из токопроводящего материала с технологическими перемычками, опрессовку заготовки пластмассой в пресс-форме и удаление технологических перемычек с образованием коллекторных пластин 1}.,5
Однако известным способом можно изготовить коллектор лишь с цилиндрической контактной поверхностью, что снижает технологические возможности, jo
Целью изобретения является рас.ширение технологических возможностей
за счет изготовления коллектора с конической контактной поверхностью.
Поставленная цель достигается тем, что перед опрессовкой заготовки пластмассой на наружной цилиндрической поверхности выполняют кольцевые канавки и центрирующие элементы, например технологические фланцы, и фиксируют заготовку с помощью цент.рирующих элементов в пресс-форме, а при опрессовке заготовки пластмассой производят формовку контактной поверхности коллектора путем выдавливания-материала заготовки в профильны е углубления пресс-формы, профиль и расположение которых соответствует количеству канавок, после опрессовки удаляют центрирующие элементы.
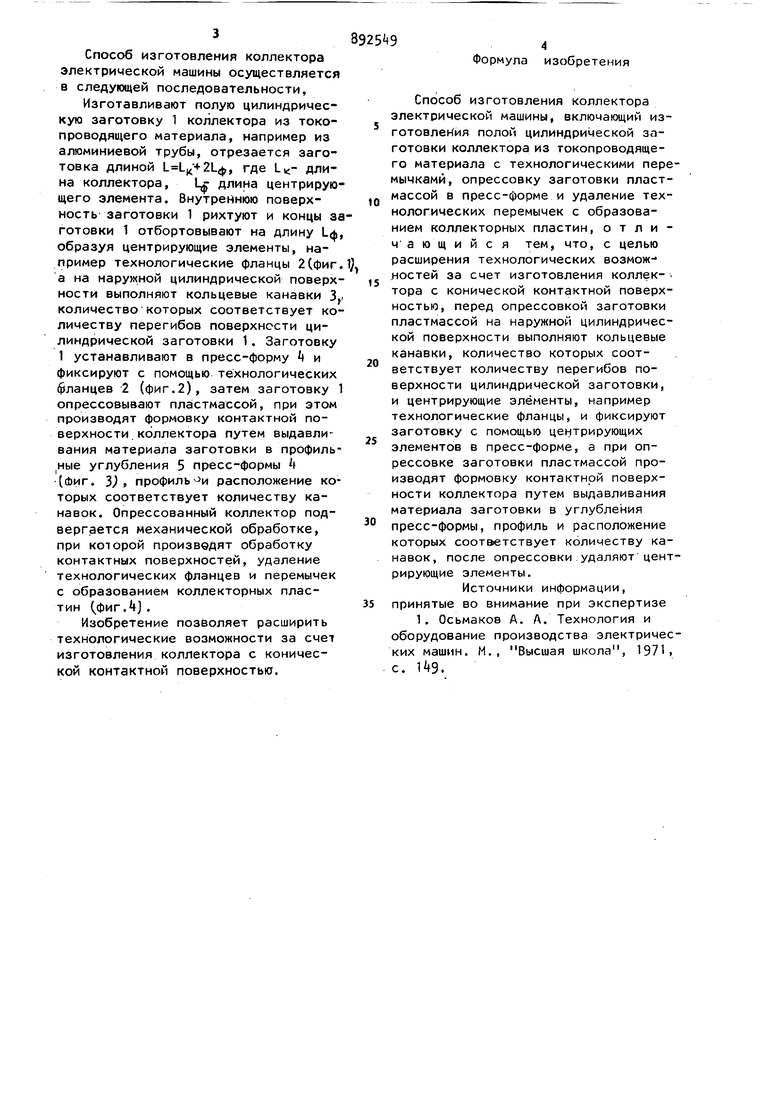
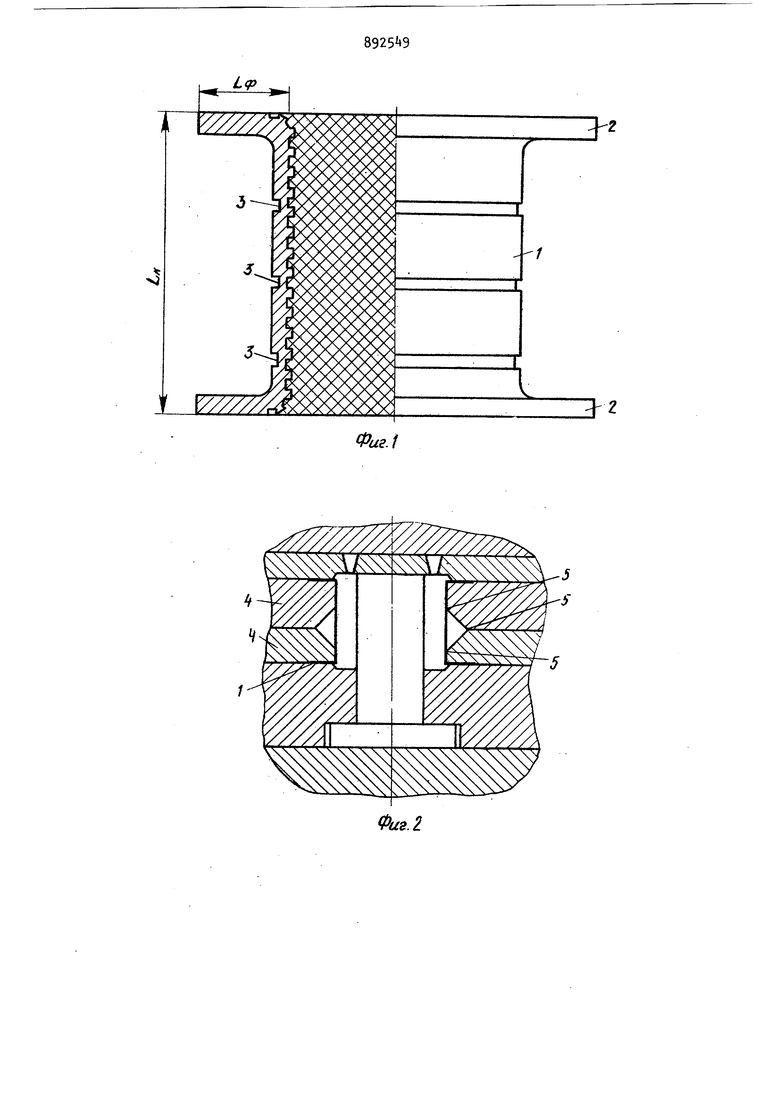
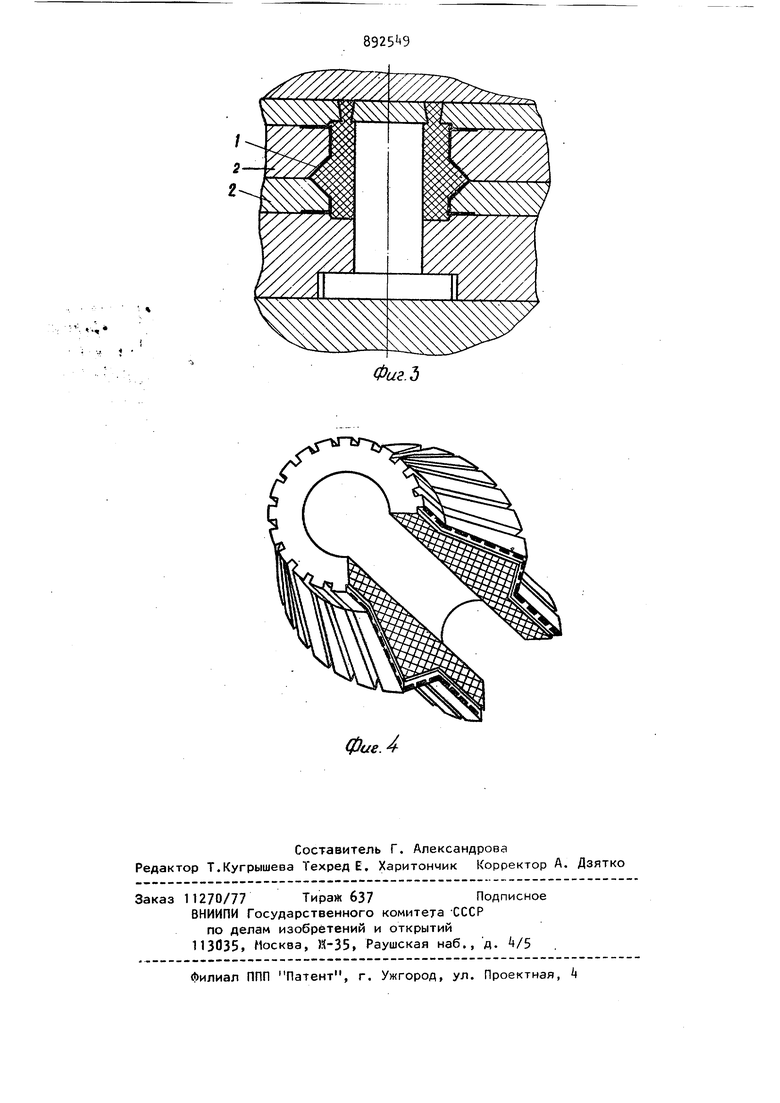
На фиг. 1 изображена заготовка коллектора; на фиг. 2 - заготовка в пресс-форме; на фиг. .3 - заготовка, опрессованная пластмассой; на фиг.4коллектор электрической машины.
Способ изготовления коллектора электрической машины осуществляется в следующей последовательности,
Изготавливают полую цилиндрическую заготовку 1 коллектора из токопроводящего материала, например из алюминиевой трубы, отрезается заготовка длиной ,+21ф, где 1.- длина коллектора, Ц длина центрирующего элемента. Внутреннюю поверхность заготовки 1 рихтуют и концы за готовки 1 отбортовывают на длину 1ф, образуя центрирующие элементы, например технологические фланцы 2(фиг. а на наружной цилиндрической поверхности выполняют кольцевые канавки 3. количество которых соответствует количеству перегибов поверхности цилиндрической заготовки 1. Заготовку 1 устанавливают в пресс-форму и фиксируют с помощью технологических фланцев 2 (фиг.2), затем заготовку 1 опрессовывают пластмассой, при этом производят формовку контактной поверхности . коллектора путем выдавливания материала заготовки в профиль|Ные углубления 5 пресс-формы (Фиг. 3) , профиль и расположение которых соответствует количеству канавок. Спрессованный коллектор подвергается механической обработке, при которой производят обработку контактных поверхностей, удаление технологических фланцев и перемычек с образованием коллекторных пластин (фиг.4).
Изобретение позволяет расширить технологические возможности за счет изготовления коллектора с конической контактной поверхностью.
892549
Формула изобретения
Способ изготовления коллектора электрической машины, включающий изготовлеИия полой цилиндрической заготовки коллектора из токопроводящего материала с технологическими перемычками, опрессовку заготовки пластмассой в пресс-форме и удаление технологических перемычек с образованием коллекторных пластин, отличающийся тем, что, с целью расширения технологических возмож-
.ностеи за счет изготовления коллектора с конической контактной поверхностью, перед опрессовкой заготовки пластмассой на наружной цилиндрической поверхности выполняют кольцевые канавки, количество которых соответствует количеству перегибов поверхности цилиндрической заготовки, и центрирующие элементы, например технологические фланцы, и фиксируют заготовку с помощью центрирующих элементов в пресс-форме, а при опрессовке заготовки пластмассой производят формовку контактной поверхности коллектора путем выдавливания материала заготовки в углубления
пресс-формы, профиль и расположение которых соответствует количеству канавок, после опрессовки.удаляют центрирующие элементы.
Источники информации,
35 принятые во внимание при экспертизе
1. Осьмаков А. Л. Технология и оборудование производства электрических машин. М., Высшая школа, 1971, . с. U9.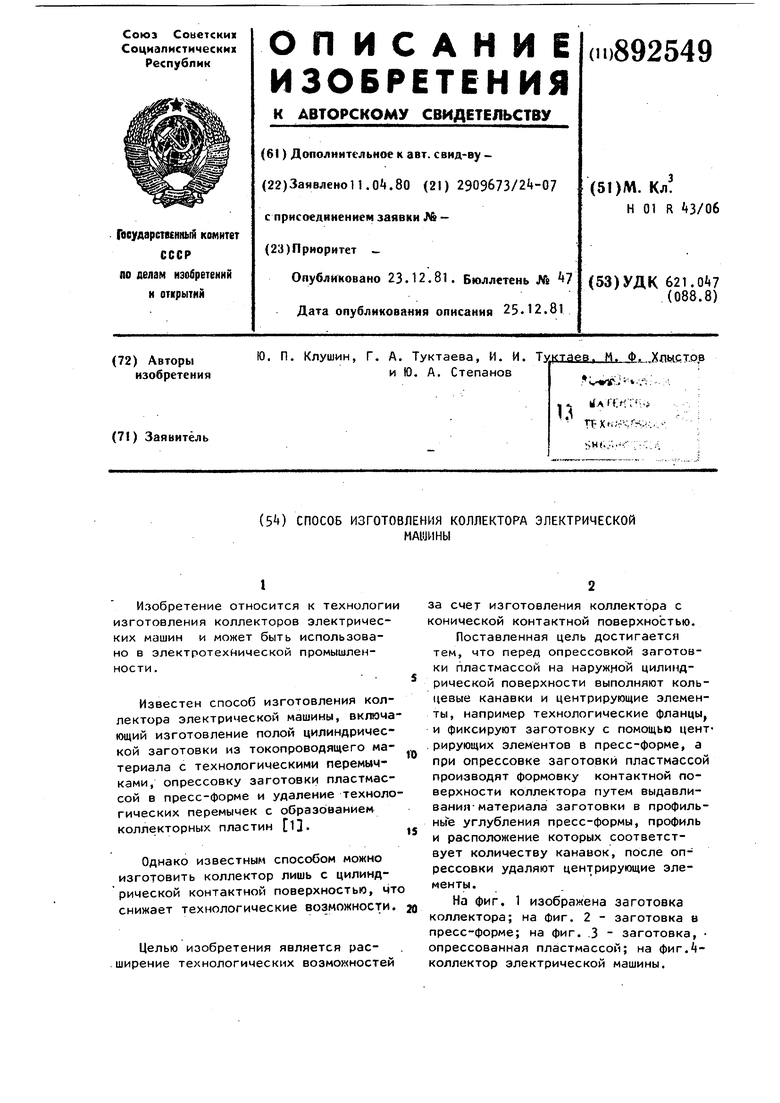
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU892550A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления торцового коллектора электрической машины | 1981 |
|
SU955305A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРНОГО УЗЛА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2174731C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1120436A1 |
| Способ изготовления коллектора электрической машины | 1981 |
|
SU978252A1 |
..
«. М
Фиг.Ъ
Фие.4
