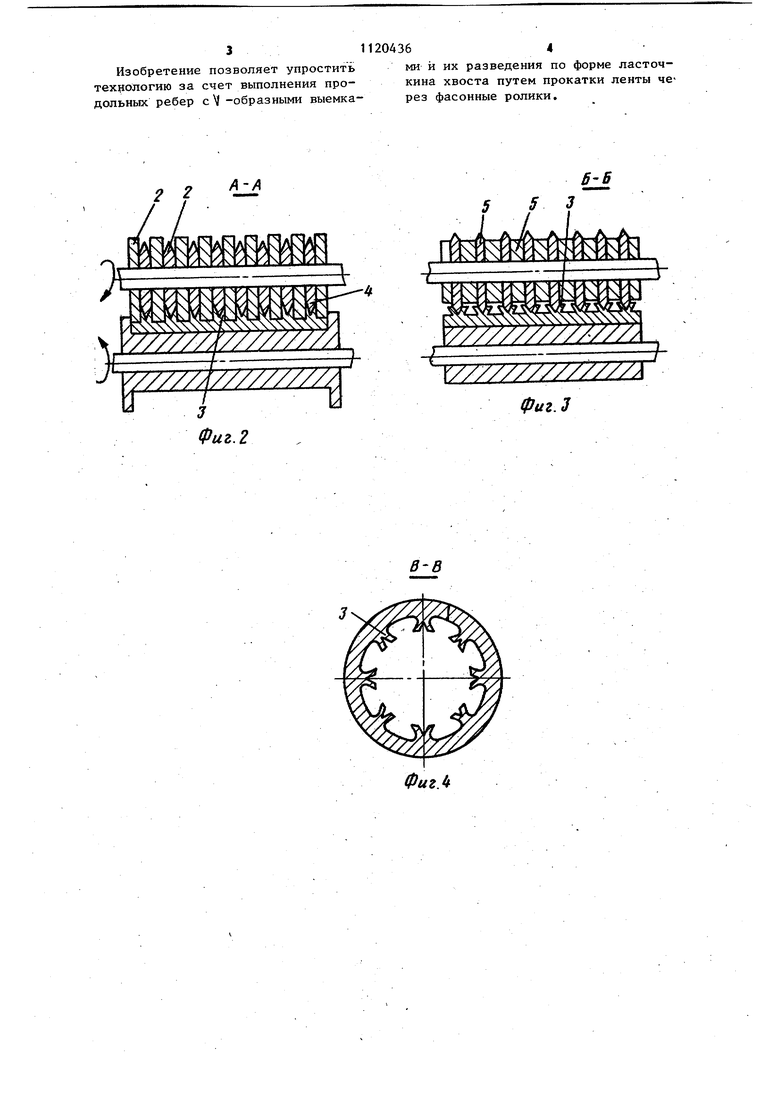
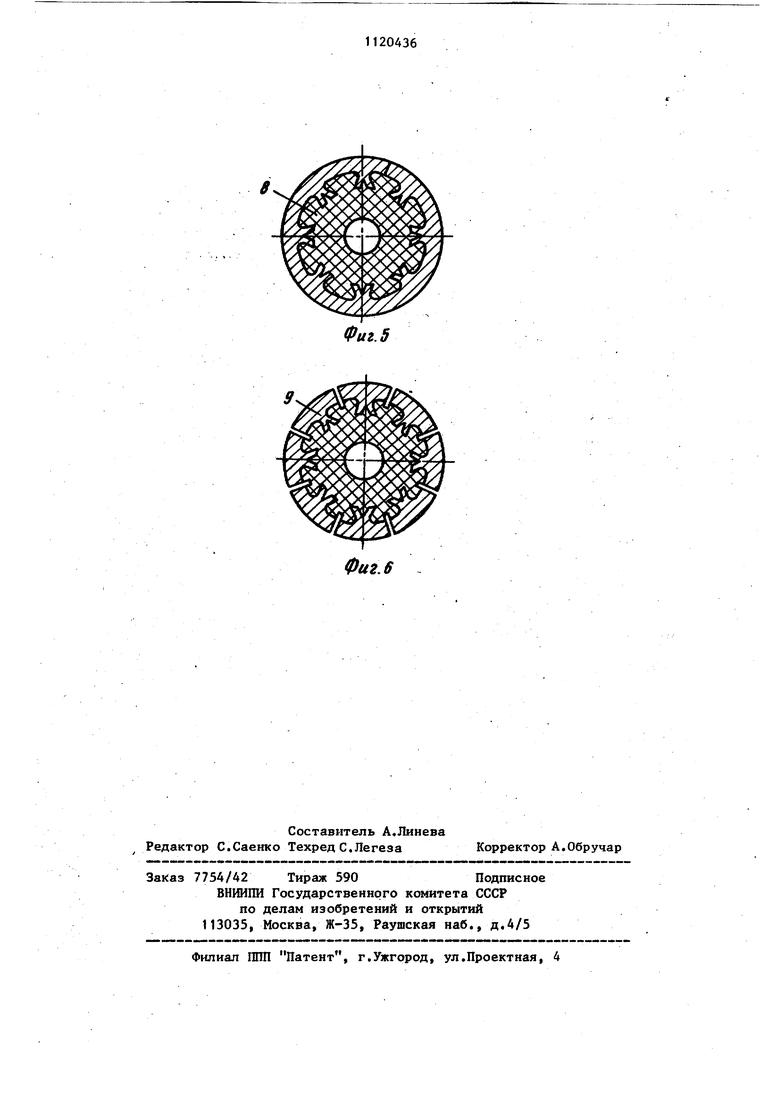
Фиг. 1 1.1 Изобретение относится к электрома шиностроению и может быть использовано при изготовлении коллекторов на пластмассе электрических машин малой мощности, Иэвестен способ изготовления коллектора электрической машины, заклю чающийся в том, что трубчатую заготовку протягивают по внутренней поверхности для получения путем пластической деформации продольных канавок и выступов по числу коллекторных пластин. Инструмент имеет направленные наружу выступы которые служат для выдавливания материала трубки в сужающиеся зыемки на стенках выступов во время протяжки. Заготовку затем опрессовывают пластмассой,; и обрабатывают наружную поверхность коллектора на глубину канавок, при этом трубку делят на сегменты (пластины) с зубцами, которые жестко закреплены в пластмассе 1 . Недостатком данного способа является низкая производительность иЭго- .товления пакета коллекторных пластин вызванная низкой стойкостью инстругмента для протягивания. Наиболее близким к изобретению по технической сущности и достигаемо му результату является способ изготовления коллектора электрической, ма шины, включающий изготовление заготовки коллектора из электропроводного металла, формирование из заготовки втулки с продольными ребрами на ее внутренней поверхности, имеющими V-образные выемки на их концах, разведение V -образных выемок пО форме паС:Точккна хвоста, опрессовку втулки пластмассой и разделение втулки на коллекторные пластины j.2j. Недостатком известного способа является то, что операции формирования продольных ребер с V -образными выемками на их концах и разведения V-образных выемок по форме ласточкина хвоста производят путем протяжки медной втулки, что снижает стойкость инструмента, вызывает необходимость его заточк,и и, следовательно, усложняет технологию. Цель изобретения - упрощение технологии. Поставленная цель достигается тем, что согласно способу изготовле ния коллектора электрической машины. 6 включающему изготовление заготовки коллектора из электропроводного металла, формирование из заготовки втулки с продольными ребрами на ее внутренней поверхности, имеющими V-образные выемки на их концах, разведение Y-образных выемок по форме ласточкина хвоста, опрессовку втулки пластмассой и разделение втулки на коллекторные пластины, заготовку коллектора выполняют из ленты, а изготовление продольных ребер с V -образными выемками, их разведение по форме ласточкина хвоста производят перед формированием заготовки втулки путем проката ленты через фасонные ролики. На фиг.1 показаны процессы прокатки ленты и формирования втулки, на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.15 на фиг.4 - сечение Б-В на фиг.If на фиг.З - втулка, опрессованная пласт массойJ на фиг.6 - коллектор электри ческой Машины. Способ осуществляется следунлцим образом. Токопроводящую ленту 1 (фиг.1), ширина которой равна наружному диаметру коллектора, прокатывают, например, при помощи Привода (не показан), через набор фасонных роликов 2, которыми формируются продольные ребра 3 с V Образными выемками 4, число которых соответствует числу коллекторных пластин. Затем лента 1 протягивается через набор роликов 5 (фиг.З), которыми развальцовывают V-образные выемки 4, принявшие в поперечном сечении форму ласточкина хвоста. Затем лента 1 с окончательно отформованными ребрами протягивается через цилиндрическую фильеру 6, внутренний диаметр которой равен наружному диаметру коллектора, и принимает форму трубы 7 (фиг.4) с продольными ребрами 3 на внутренней поверхности. После этого трубу 7 нарезают на втулки по длине коллекторной пластины, втулку опрессовывают пластмассой 8 (фиг.5) и разрезают вдоль на отдельные коллекторные пластины 9 (фиг.6), которые удерживаются в пластмассе 8 с помощью продольных ребер 3 с выемками 4 по форме ласточкина хвоста.
311204364
Изобретение позволяет упростить ми и их разведения по форме ласточтехнологию за счет выполнения про- кина хвоста путем прокатки ленты чедольных ребер cV -образными выемка- рез фасонные ролики.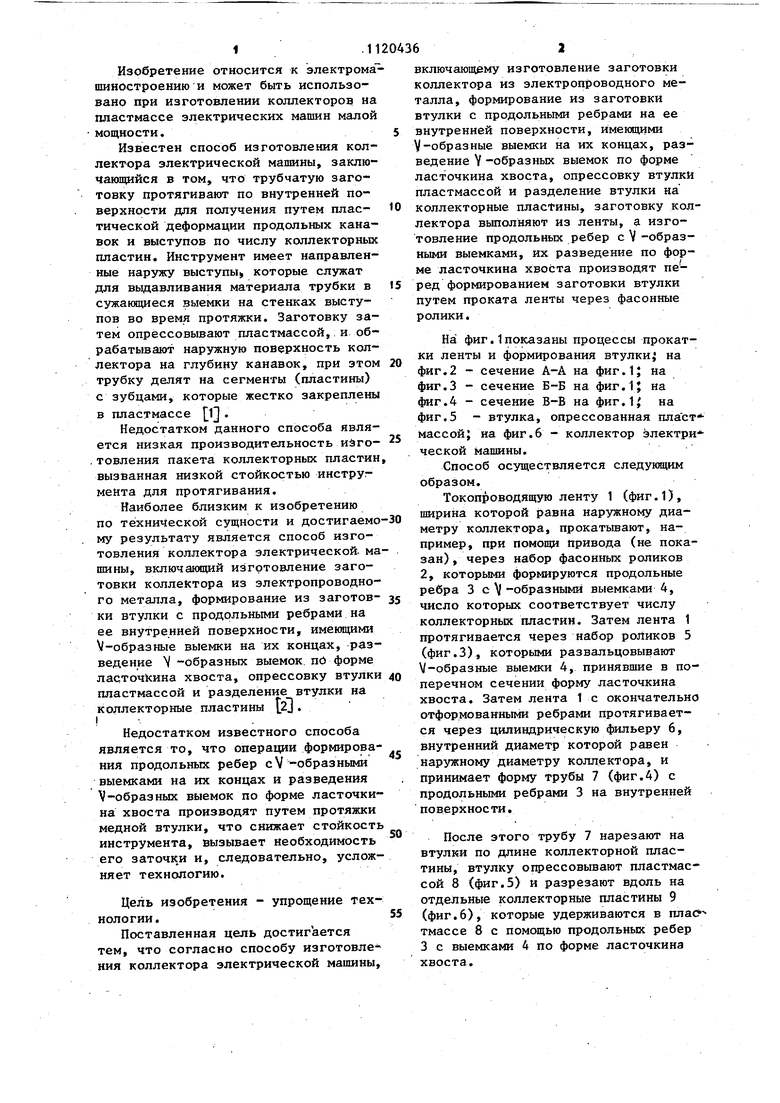
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1988 |
|
SU1525787A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| Коллектор для электрической машины | 1982 |
|
SU1069038A1 |
| Коллектор электрической машины и способ его изготовления | 1987 |
|
SU1534570A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2002 |
|
RU2236734C2 |
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1070631A1 |
| УСТРОЙСТВО ДЛЯ ОПОРЫ ПОДОШВЫ ЛЫЖНОГО КРЕПЛЕНИЯ | 1990 |
|
RU2057563C1 |
| Способ изготовления торцового коллектора электрической машины | 1988 |
|
SU1534588A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, включающий изготовление заготовки коллектора из электропроводного металла, формирование из загртовки втулки С продольными ребрами на ее внутренней поверхности, имеющими V -образные на их концах, разведение V-образных выемок по форме ласточкина хвоста, опрессовку втулки пластмассой и разделение втулки на-коллекторные пластины, отличающийся тем, что, с целью упрощения технологии, заготовку коллектора выполняют из ленты, а изготовление продольных ребер с V-образными выемками, их разведение по форме ласточкина хвоста производят перед § формированием заготовки втулки путем проката ленты через фасонные ролики.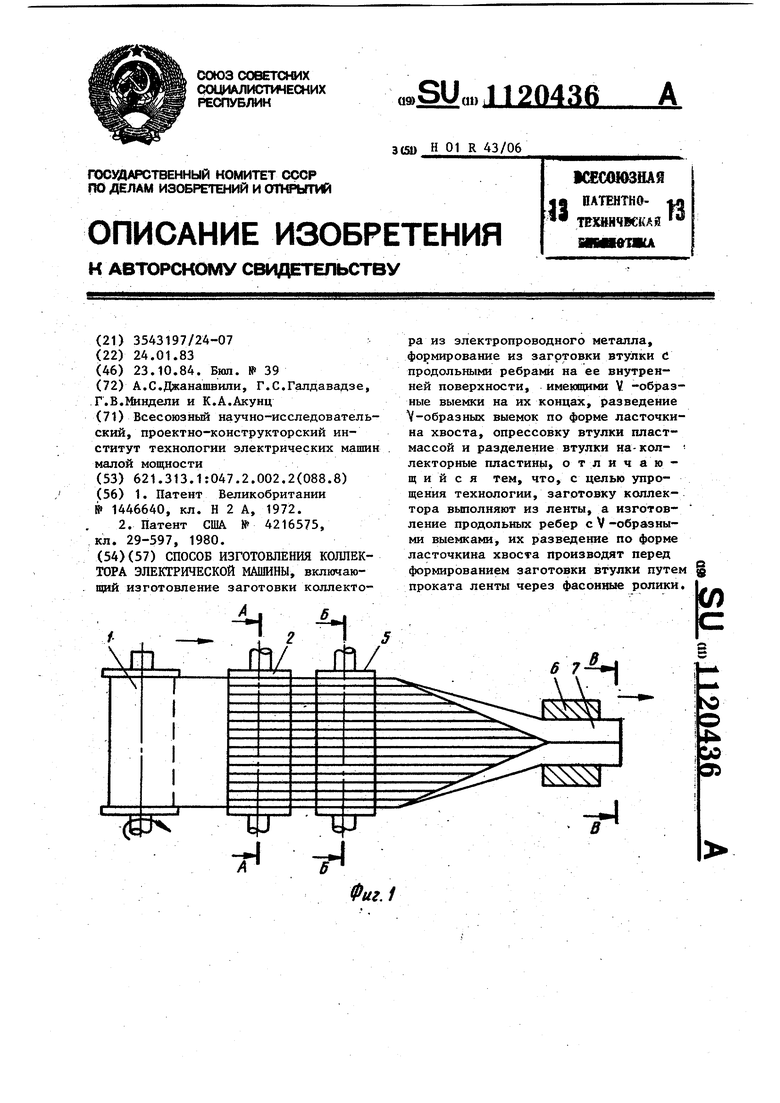
А-А
2
б-Б
5 5 3
Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для выдачи команд об изменении движения транспорта | 1986 |
|
SU1446640A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4216575, кл | |||
| Солесос | 1922 |
|
SU29A1 |
